| Тип эл-да | Марка | Род тока и полярность | Коэф. наплавки | Назначение |
| Э42 | АНО5 | Перемен. | 11,0 | Ответственные конструкции |
| Э42 | АНО6 | _»_ | 8,5 | То же |
| Э42 | ОМА2 | _»_ | 10,0 | Малоуглеродистые и низколегированные стали малых толщин (0,8…3,0 мм) |
| Э42 | УОНИ13/45 | Постоян. Обратной полярн. | 8,5 | Ответственные конструкции |
| Э46 | АНО-3 | Перемен. Постоян. | 8,5 | Малоуглеродистые стали |
| Э46 | АНО-4 | _»_ | 8,3 | То же |
| Э46 | МР3 | _»_ | 7,8 | Ответственные конструкции из малоуглеродистой стали |
| Э46 | ОЗС-4 | _»_ | 8,5 | То же |
| Э46 | ОЗС-6 | _»_ | 10,5 | То же |
| Э50 | УОНИ13/55 | Постоян. Обратной полярн. | 9,0 | Ответственные конструкции из стали, предназначенные для работы в условиях Севера |
Таблица 6
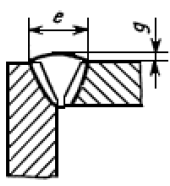
Конструктивные элементы и размеры сварного соединения С2
| Обозначение шва | Конструктивные элементы | |
| кромок | шва | |
| С2 | 
| 
|
| s=s1 | e | b | g | |||
| Номин. | Пред. откл | Номин. | Пред. откл | Номин. | Пред. откл | |
| От 1 до 1,5 | ±2 | +0,5 | 1,0 | ±0,5 | ||
| От 1,5 до 3 | ±1,0 | 1,5 | ±1,0 | |||
| От 3 до 4 | +1,0 –0,5 | 2,0 | ±1,0 |
Таблица 7
Конструктивные элементы и размеры сварного соединения С17
| Обозначение шва | Конструктивные элементы | |
| кромок | шва | |
| С17 | 
| 
|
| s=s1 | e | g | ||
| Номин. | Пред. откл | Номин. | Пред. откл | |
| От 3 до 5 | ±2 | 0,5 | +1,5 –0,5 | |
| Св. 5 до 8 | ||||
| Св. 8 до 11 | ||||
| Св. 11 до 14 | ||||
| Св. 14 до 17 | ±3 | +2,0 –0,5 | ||
| Св. 17 до 20 | ||||
| Св. 20 до 24 | ||||
| Св. 27 до 28 |
Таблица 8
Конструктивные элементы и размеры сварного соединения С25
| Обозначение шва | Конструктивные элементы | |
| кромок | шва | |
| С25 | 
| 
|
| s=s1 | e | g | ||
| Номин. | Пред. откл | Номин. | Пред. откл | |
| От 8 до 11 | ±2 | 0,5 | +1,5 –0,5 | |
| Св 11 до 14 | ||||
| Св 14 до 17 | ±3 | +2,0 –0,5 | ||
| Св 17 до 20 | ||||
| Св 20 до 24 | ||||
| Св. 24 до 26 |
Таблица 9
Конструктивные элементы и размеры сварного соединения Т1
| Обозначение шва | Конструктивные элементы | |
| кромок | шва | |
| Т1 | 
| 
|
| S(s1≥2) | b | |
| Номин. | Пред. откл | |
| От 2 до 3 | +1 | |
| Св3 до 15 | +2 | |
| Св 15 до 40 | +3 |
Таблица 10
Конструктивные элементы и размеры сварного соединения У 8
| Обозначение шва | Конструктивные элементы | |
| кромок | шва | |
| У8 | 
| 
|
| s=s1 | e | e1 | g | |||
| Номин. | Пред. откл | Номин. | Пред. откл | Номин. | Пред. откл | |
| От 8 до 11 | ±2 | ±2 | 0,5 | +1,5 –0,5 | ||
| Св 11 до 14 | ||||||
| Св 14 до 17 | ±3 | ±3 | +2,0 –0,5 | |||
| Св 17 до 20 | ||||||
| Св 20 до 24 | ||||||
| Св. 24 до 28 |
Таблица 11
Конструктивные элементы и размеры сварного соединения У9
| Обозначение шва | Конструктивные элементы | |
| кромок | шва | |
| У9 | 
| 
|
| s(s1≥0.5s) | e | g | ||
| Номин. | Пред. откл | Номин. | Пред. откл | |
| От 3 до 5 | ±2 | 0,5 | +1,5 –0,5 | |
| Св5 до 8 | ||||
| Св8 до 11 | ||||
| Св.11 до 14 | ||||
| Св. 14 до 17 | ±3 | +2,0 –0,5 | ||
| Св 17 до 20 | ||||
| Св 20 до 24 | ||||
| Св. 24 до 28 |
Таблица 12
Конструктивные элементы и размеры сварного соединения Н1
| Обозначение шва | Конструктивные элементы | |
| кромок | шва | |
| Н1 | 
| 
|
| s(s1≥2) | В | b | |
| Номин. | Пред. откл | ||
| От 2 до 5 | 3 - 20 | +1,0 | |
| Св5 до 10 | 8 - 40 | +1,5 | |
| Св10 до 29 | 12 - 100 | ||
| Св.29 до 60 | 30 - 240 | +2,0 |
Таблица 13
Выбор диаметра электродов в зависимости от толщины металла
| Толщина металла, мм | Диаметр электрода, мм | Назначение электрода |
| 1…2 | 1…2 | Сварка очень тонкого металла |
| 3 и более | Наложение швов катетом 3 мм, заварка корня шва | |
| 4 и более | Сварка швов в вертикальной плоскости и потолочномположении, сварка чугуна, прихватка перед сваркой | |
| 4…8 | Наложение швов катетом 4...5 мм, сварка 2-го и 3-го слоев в швах со скосом кромок | |
| 9…12 | 4…5 | Сварка декоративного шва |
| 13…15 | То же, наложение швов катетом 6...8 мм | |
| 16…20 | 5…6 | Наложение заполняющих слоев при сварке толстостенного металла в нижнем положении |
Таблица 14
Рекомендуемое количество проходов при сварке конструкции в зависимости от толщины металла
Стыковые швы
| Толщина металла, мм | 2…5 | |||||||
| Кол-во проходов | 2…3 | 3…4 | 4…6 | 5…6 |
Угловые швы
| Толщина металла, мм | 2…8 | |||||||
| Кол-во проходов | 2…3 | 3…4 | 5…6 | 5…6 | 6…7 |
Таблица 15
Выбор силы сварочного тока в зависимости от условий сварки
| Условия сварки | Сила тока, А |
| 1. Сварка в нижнем положении при толщине металла (1,5...3) | 
|
| 2. Сварка металла толщиной менее 1,5 | Уменьшить на 10...15% |
| 3. Сварка металла толщиной более 3,0 | Увеличить на 10... 15% |
| 4. Сварка в вертикальной плоскости | Уменьшить на 10... 15 % по сравнениюс силой тока при сварке внижнем положении |
| 5. Сварка в потолочном положении | Уменьшить на 15... 20 % по сравнениюс силой тока при сварке внижнем положении |
Таблица 16
Технологическая карта