МИНИСТЕРСТВО ОБРАЗОВАНИЯ РЕСПУБЛИКИ БАШКОРТОСТАН
ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ
УЧРЕЖДЕНИЕ
«СТЕРЛИТАМАКСКИЙ ХИМИКО-ТЕХНОЛОГИЧЕСКИЙ КОЛЛЕДЖ»
ОТЧЕТ
ПО СЛЕСАРНОЙ ПРАКТИКЕ
13.02.11.1.22.07
СТУДЕНТ Л.Р. Ермаков
ПРЕПОДАВАТЕЛЬ В.П. Гончаров
Содержание
Техника безопасности.
Технические измерения.
Слесарно-монтажный инструмент.
Рубка металла.
Сверление.
Нарезка резьбы.
Клепка.
Притирка и доводка.
Термообработка.
Технологический процесс слесарной сборки.
11. Используемая литература.
Вывод.
Техника безопасности
Производственная деятельность слесаря вследствие разнообразия условий и характера работ требует проявления особой внимательности в работе, всестороннего знакомства с оборудованием, которым приходится пользоваться.
Для выполнения производственных заданий слесарю необходимо применять различный инструмент (механизированный, электрифицированный, пневматический), а также использовать станочное оборудование для сверлильных, заточных и других работ, различные приспособления, механизмы и транспортно-подъемные средства.
Указанный характер работы требует от слесаря знаний правил техники безопасности и строгого их соблюдения.
Каждый слесарь обязан знать и строго выполнять все требования по технике безопасности, а администрация цеха, участка должна обеспечить рабочее место всем необходимым и создать нормальные условия труда для безопасности.
Общие требования техники безопасности
1. При получении новой (незнакомой) работы требовать от мастера дополнительного инструктажа по технике безопасности.
2. При выполнении работы нужно быть внимательным, не отвлекаться посторонними делами и разговорами и не отвлекать других.
3. На территории завода (во дворе, в здании, на подъездных путях) соблюдать следующие правила:
а) быть внимательным к сигналам, подаваемым крановщиками электрокранов и водителями движущегося транспорта, и выполнять их;
б) не находиться под поднятым грузом;
в) не проходить в местах, не предназначенных для проходов, и не перебегать пути перед движущимся транспортом;
г) не проходить в неустановленных местах через конвейер и рольганги и не подлезать под них, не заходить без разрешения за ограждения;
д) не прикасаться к электрооборудованию, клеммам и электропроводам, арматуре общего освещения и не открывать дверок электрошкафов;
е) не включать и не останавливать (кроме аварийных случаев) машин, станков и механизмов, работа на которых не поручена администрацией цеха.
4. В случае ранения прекратить работу, известить об этом мастера и обратиться в медпункт.
Мастер или лицо, его заменяющее, обязан немедленно сообщить об этом администрации цеха для своевременного составления акта о происшедшем несчастном случае и принятия мер, предупреждающих повторение подобных случаев.
Условия обеспечения безопасности перед началом работ
1. Привести в порядок рабочую одежду, застегнуть или обхватить широкой резинкой обшлага рукавов (или; закатать рукава выше локтя); убрать концы галстука, i косынки или платка; заправить одежду так, чтобы не было развевающихся концов; убрать волосы под плотно; облегающий головной убор.
Работать в легкой обуви (тапочках, сандалиях, босо-; ножках) запрещается.
2. Внимательно осмотреть место работы, привести его в порядок, убрать все мешающие работе посторонние предметы.
Инструмент и детали располагать так, чтобы избегать лишних движений и обеспечить безопасность работы.
Содержать в чистоте и порядке свое рабочее место.
3. Проверить наличие и исправность инструмента,’ приспособлений и средств индивидуальной защиты (защитных очков, резиновых перчаток и т. п.).
При работе применять только исправные инструменты и приспособления.
4. При работе ручным инструментом следить, чтобы инструмент удовлетворял следующим требованиям:
а) слесарные, молотки и кувалды должны иметь ровную, слегка выпуклую поверхность, быть надежно насажены на ручки и закреплены стальными заершенными клиньями;
б) все инструменты, имеющие заостренные концы для рукояток (напильники, ножовки, шаберы и др.), должны быть снабжены деревянными ручками, соответствующими размерам инструмента, с бандажными кольцами, предохраняющими их от раскалывания;
в) рубящие инструменты (зубила, крейцмейсели, просечки, бородки, обжимки и т. п.) не должны иметь косых и сбитых затылков, трещин и заусенцев; их боковые грани не должны иметь острых ребер;
г) гаечные ключи должны соответствовать размерам гаек и головок болтов и не имет^ь трещин и забоин; запрещается применять прокладки между зевом ключа и гранями гаек и наращивать их трубами или другими рычагами (если это не предусмотрено конструкцией ключа).
Раздвижные ключи не должны иметь слабины в подвижных частях.
5. Для переноски рабочего инструмента к рабочему месту подготовить специальную сумку или ящик; переносить инструмент в карманах запрещается.
6. Проверить, чтобы освещение рабочего места было достаточным и свет не слепил глаза.
Пользоваться на станках и верстаках местным освещением напряжением выше 36 В запрещается.
7. Если необходимо пользоваться переносной электролампой, проверить, есть ли нд лампе защитная сетка, исправны ли шнур и изоляционная резиновая трубка. Напряжение переносных ламп допускается не выше 12 В.
8. При работе талями проверить их исправность, приподнять груз на небольшую высоту и убедиться в надежности тормоза, стропа и цепи.
Место для подвешивания талей должен указать мастер или бригадир, укреплять тали можно только после разрешения мастера или бригадира. Особое внимание обратить на прочность крепления талей.
9. Если рядом производятся электросварочные работы, потребовать от администрации установления щита (ширмы) для защиты глаз и лица от воздействия ультрафиолетовых лучей или надеть специальные защитные очки.
10. Если работа производится около электрических проводов и электроустановок, потребовать от электриков выключения тока на время работы; если этого сделать нельзя, то при проведении работ должны обязательно присутствовать мастер или механик; опасные места необходимо ограждать.
11. При работе около движущихся частей станков и механизмов требовать ограждения опасных мест.
12. Перед работой на заточном станке проверить состояние и исправность станка, убедиться, что:
а) защитные кожухи надежно прикреплены к станку;
б) подручник правильно установлен, т. е. зазор между краем подручника и рабочей поверхностью круга меньше половины толщины шлифуемого (затачиваемого)’ изделия и не более 3 мм;
в) подручник установлен так, что прикосновение изделия к кругу происходит по горизонтальной плоскости, проходящей через центр круга или выше ее, но не более чем на 10 мм (перестановку подручника разрешается производить только после полной остановки станка);
г) наждачный круг не имеет биения и на его поверхности нет выбоин или трещин;
д) круг прочно закреплен. Между фланцами и кругом должны быть прокладки (из плотной бумаги, картона или резины) толщиной 0,5—1 мм. Прокладки должны перекрывать всю зажимную поверхность фланца и выступать наружу по всей окружности фланца не менее чем на 1 мм;
е) пылеотсасывающая установка находится в исправном состоянии и обеспечивает во время работы станка удаление пыли;
ж) станок имеет исправный защитный подвижный экран. Если экрана нет, необходимо надеть защитные очки.
При заточке и включении абразивного круга следует стоять не напротив круга, а несколько в стороне от него (вполоборота).
13. При работе на станках убедиться, что станок заземлен.
Условия обеспечения безопасности во время работы
1. При работе в тисках надежно зажимать обрабатываемую деталь.
2. При спуске рычага тисков остерегаться удара по ноге и защемления руки между головками рычага и винтом.
3. При установке в тиски осторожно обращаться с тяжелыми деталями, чтобы избежать ушибов при их падении.
4. При работах, требующих разъединения или соединения деталей при помощи кувалды и выколотки, выколотку держать клещами; выколотка должна быть из меди или другого мягкого металла. Нельзя находиться прямо против работающего кувалдой, следует стоять сбоку от него.
5. При рубке металла зубилом пользоваться защитными очками с небьющимися стеклами или сеткой. Для защиты окружающих обязательно ставить предохранительные щитки или сетку.
6. При работе шабером второй конец закрывать специальной ручкой (футляром).
7. При резке металла ручными или приводными ножовками прочно закреплять ножовочное полотно.
8. Для того чтобы при резке ножницами не было заусенцев, между половинками ножниц должен быть отрегулирован необходимый зазор, а сами ножницы должна быть хорошо заточены.
9. Для того чтобы поверочные инструменты, плиты, линейки, клинья не могли упасть, их следует укладывать или устанавливать надежно на верстаке или в отведенном месте.
10. При работе с паяльной лампой соблюдать следующие правила:
а) не применять горючую жидкость, не предназначенную для данной лампы;
б) не заливать горючее в горящую лампу и вблизи открытого огня;
в) не накачивать в лампу воздух больше допускаемого давления;
г) горючее должно занимать не более емкости;
д) пробку лампы завертывать плотно, до отказа;
е) при обнаружении неисправности (течь горючего, пропуск газа через резьбу горелки и т. п.) немедленно прекратить работу и заменить паяльную лампу.
11. При работе электроинструментом:
а) обязательно заземлять инструмент;
б) работать в резиновых перчатках и диэлектрических галошах или на резиновом коврике, если рабочее напряжение выше 36 В;
в) не подключать электроинструмент к распределительным устройствам, если отсутствует безопасное штепсельное соединение;
г) предохранять провод, питающий электроинструмент, от механических повреждений;
д) при переноске электроинструмента держать его за ручку, а не за провод;
е) при порче электроинструмента не производить его ремонт самому без разрешения мастера;
ж) не производить замену режущего инструмента до полной его остановки;
з) при перерывах в работе или прекращении подачи электроэнергии выключать инструмент;
и) не работать с переносным электроинструментом на высоте более 2,5 м на приставных лестницах;
к) при работе внутри барабанов, котлов и других металлических конструкций не вносить внутрь трансформаторы и преобразователи.частоты.
12. При работе пневматическим инструментом:
а) перед пуском воздуха во избежание вылета инструмента (чеканки, зубила и т. п.) плотно прижать последний к обрабатываемой поверхности;
б) переносить инструмент за ручку, а не за шланг;
в) по окончании работы и во время перерыва в работе выключать подачу воздуха;
г) запрещается работать на приставных лестницах;
д) при работе пневматическим зубилом обязательно надевать очки с небьющимися стеклами или сеткой;
е) при смене инструмента вентиль воздухопровода должен быть закрыт, перекручивать и зажимать шланг для прекращения доступа воздуха запрещается;
ж) запрещается направлять струю сжатого воздуха на себя и на других’работающих и обдувать одежду.
13. Не сдувать металлическую пыль и стружку сжатым воздухом, сметать их только щеткой или кисточкой.
14. Расплавление свинца, баббита и других цветных металлов производить, применяя при этом вытяжную вентиляцию, и обязательно в защитных очках.
15. Без специального разрешения мастера не производить никакого ремонта или осмотра электрической части оборудования; если необходимо присоединить или отсоединить концы или снять электродвигатель или электроустройство, следует вызвать электромонтера.
16. Промывку деталей производить в моечных машинах, а обдувку сжатым воздухом — в закрытых камерах, имеющих вентиляцию.
17. Укладывать детали устойчиво на подкладках или стеллажах, не загромождая рабочего места и проходов. Высота штабелей не должна превышать для мелких деталей 0,5 м, для средних — 1 м и для крупных — 1,5 м.
18. При работе на сверлильных станках:
а) прочно закреплять обрабатываемые детали;
б) при заедании режущего инструмента немедленно остановить станок;
в) детали малых размеров, если их нельзя закрепить на столе станка или в тисках, придерживать-клещами, плоскогубцами;
г) не браться за сверло, шпиндель и патрон руками до полной остановки станка;
д) не работать в рукавицах;
е) убирать стружку только крючком или щеткой-сметкой.
19. Зачаливать груз только испытанными стропами, имеющими бирки с указанием сроков испытания и их грузоподъемности.
Запрещается при подъеме грузов применять стропы, срок испытания которых истек, а также превышать указанную грузоподъемность.
20. Стропальные работы может производить сам слесарь лишь в том случае, если он имеет удостоверение на право выполнения этих работ.
21. При обработке длинных деталей, труб, валов, тяг и других необходимо соблюдать осторожность, так как они могут причинить травму окружающим.
22. Соблюдать на работе правила личной гигиены:
а) не мыть руки в масле, эмульсии, керосине и не вытирать их концами, загрязненными стружкой;
б) не принимать пищи на рабочем месте;
в) не хранить личной одежды на рабочем месте;
г) при работе со свинцом, баббитом и т. п. по окончании работы и особенно перед едой тщательно вымыть руки и прополоскать рот.
Условия обеспечения безопасности по окончании работы
1. Убрать детали, материалы и инструмент.
2. Привести в порядок рабочее место.
3. Сдать смену, сообщить своему сменщику или мастеру обо всех недостатках, обнаруженных в оборудовании и инструменте.
4. Вымыть руки и лицо теплой водой с мылом или принять душ.
Специальные правила при работе на высоте
1. Пользоваться исправными лестницами, прочными лесами с перилами и бортовой доской.
2. Приступать к работе на лесах и подмостях только с разрешения мастера и только после тщательного осмотра их.
3. Материалы на подмостях складывать в местах, указанных мастером. Не перегружать леса и подмости свыше разрешенной нагрузки (людьми и материалами).
4. Инструмент и мелкие детали укладывать в ящик или в сумку.
5. Если оголенные электрические провода проходят близко от подмостей и лесов, требовать их ограждения или выключения тока на время работы.
6. При работе в местах, где работает кран или транспорт, потребовать их остановки или ограничения движения в установленном на заводе порядке.
7. При подъеме на лестницы, леса, подмости и при спуске с них держать инструмент в ящике или сумке При значительной тяжести их поднимать и опускать с помощью троса, каната.
8. Не бросать предметов вниз. При спуске предметов на тросе или веревке предупреждать об этом работающих внизу.
9. Доски настилов лесов, подмостей обязательно дол жны быть укреплены гвоздями, болтами и т. п. Не переставлять самовольно досок настилов лесов и подмостей и не делать без разрешения мастера переходов с одной линии лесов на другую.
10. О неисправностях в лесах или подмостях и лестницах или каких-либо признаках начинающегося разрушения их следует немедленно сообщить мастеру.
11. По окончании работы проверить, нет ли на под мостях и лесах инструмента, деталей и т. п.
12. Пользоваться только исправной и приспособлен ной для работы переносной лестницей, не перегружать ее тяжестями, не работать стоя на лестнице вдвоем.
Переносная лестница должна быть:
а) прочной, легкой;
б) с упорами на нижних концах, не допускающими скольжения лестницы по полу;
в) такой длины, чтобы при работе наклон ее к полу был не менее 60°.
13. При работе на переносной лестнице устанавли вать ее так, чтобы она не могла быть сбита проходящим транспортом; за этим обязан следить подручный, кото рый должен находиться внизу.
14. При работе на высоте без подмостей, лесов необ ходимо применять специальный предохранительный пояс с прочно прикрепленной к нему веревкой, тросом, кото рые надо надежно закреплять за прочные конструкции на высоте.
Технические измерения
Основные понятия и определения. Отправляя готовые детали в сборочный цех или ремонтные мастерские, нужно быть абсолютно уверенным, что в обрабатывающих цехах все параметры деталей выполнены с требуемой точностью, т.е. необходимо измерить действительные размеры деталей. А для этого нужны надежные средства измерения и контроля.
Метрология — это наука о средствах и методах измерений и контроля. Она охватывает все области технических измерений и контроля различных процессов производства. Как и любая наука, метрология имеет свою терминологию. Основные термины и определе-ния метрологии регламентирует ГОСТ 16263—70.
В технике существуют два основных термина — измерение и контроль. Четкой гра-ницы между ними нет: и тот и другой характеризует качество проверяемой детали. Однако принято под измерением понимать процесс сопоставления какой-либо величины (длины, угла и т.п.) с такой же величиной, условно принятой за единицу. Результатом измерения яв-ляется число, выражающее отношение измеряемой величины к величине, принятой за единицу. Под контролем принято понимать процесс сопоставления какой-либо величины с предписанными пределами. При контроле устанавливают не действительный размер детали, а только его положение по отношению к предельным размерам. Результатом контроля явля-ется вывод о годности или негодности детали.
Измерительные инструменты и техника измерений. Для определения размеров де-талей и правильности их обработки применяют измерительные и проверочные инструменты. В зависимости от степени точности измерительные инструменты делят на простые и точные. Простые измерительные инструменты обеспечивают точность измерения до 0,5 мм. К ним относятся измерительные линейки, метры, рулетки, кронциркули, нутромеры. Точные измерительные инструменты позволяют производить измерения с точностью от 0,1 до 0,001 мм. К ним относятся штангенциркули, микрометры, угломеры, предельные калибры, индикаторы, уровни, щупы, а также различные оптико-механические, электромеханические, пневматические и другие приборы.
При точных измерениях необходимо предварительно сверить показания инструмента, находящегося в обращении, с показаниями контрольного инструмента (эталона) и устранить неточности; если конструкция инструмента не позволяет сделать это, то следует учесть отклонения, допущенные им при измерении. Контрольные инструменты периодически прове-ряют в лаборатории. Точные измерения выполняют при температуре окружающей среды 20 С. Нельзя производить измерения сразу после обработки детали, так как деталь нагрета и результаты измерения будут неточными. Более точные результаты можно получить, выводя среднее значение из показателей первоначального и повторных измерений по окончании каждой операции, а также после окончания изготовления детали в целом.
Точность измерения зависит от опыта и умения пользоваться инструментом. Если нет специальных указаний о правилах пользования инструментом, то при измерении необходимо следить за тем, чтобы измерительный инструмент находился в плоскости, перпендикулярной одной из осей детали, без какого-либо перекоса или наклона.
По назначению и конструкции все измерительные и проверочные инструменты под-разделяются на семь групп: штриховые нераздвижные, переносные, раздвижные, угломер-ные, одномерные, индикаторные и плоскостные проверочные.
Штриховые нераздвижные инструменты применяют для измерения линейных размеров. К этой группе, относятся измерительные линейки, складные метры, рулетки. Расстояние между отдельными штрихами (делениями) у линеек и метров 1 или 0,5 мм, у рулеток — 1 или 10 мм.
Переносные инструменты служат для переноса размеров с масштабной (измерительной) линейки на изделие или наоборот. Их применяют, когда измерение линейкой не-возможно из-за сложной формы детали или наличия на ее кромках фасок и закруглений. К таким инструментам относятся: кронциркули, разметочные циркули и нутромеры. Кронциркуль служит для измерения наружных криволинейных поверхностей (например, наружного диаметра трубы), разметочный циркуль — для измерения и разметки плоских поверхностей или разметки деталей, нутромер — для измерения внутренних поверхностей (например, внутреннего диаметра трубы, отверстия, паза и т.д.). При пользовании этими инструментами размер определяют по линейке.

У штангенциркуля с точностью отсчета по нониусу 0,05 мм шкала нониуса длиной 19 мм разделена на 20 равных частей. Следовательно, каждое деление нониуса на 0,05 мм меньше деления на штанге. Штангенциркули с точностью отсчета 0,02 мм имеют цену деле-ния на штанге 0,5 мм, а шкала нониуса длиной 12 мм разделена на 25 частей, т.е. имеет цену деления, равную 12 25 = 0,48 мм, или на 0,5 - 0,48 = 0,02 мм меньше цены деления на штан-ге.


Микрометр (рис. 51) применяют для измерения наружных поверхностей с точностью до 0,01 мм. Он состоит из скобы 1 с пяткой 2 и стеблем 7, микрометрического пинта 6, на котором закреплен барабан 4, трещотки 5 и стопорного устройства 3.
На стебле по обе стороны от продольной риски нанесены штрихи. Расстояние между нижним и соседним верхним штрихами 0,5 мм. Микрометрический винт выполнен с шагом 0,5 мм, а нижняя конусная поверхность барабана разделена на 50 равных частей. Следова-тельно, поворот барабана на одно деление соответствует осевому перемещению винта на 0,5: 50 = 0,01 мм.
При измерении микрометром проверяемую деталь помещают между пяткой 2 и тор-цом винта 6. Вращением трещотки деталь зажимают так, чтобы не было перекоса. Показания отсчитывают сначала по шкале стебля от нулевого штриха до кромки барабана. Эти показания будут кратными 0,5. Десятые и сотые доли миллиметра отсчитывают по делениям на шкале барабана, совпадающим с продольной риской на стебле. Измеренный размер опреде-ляют суммой полученных величин.
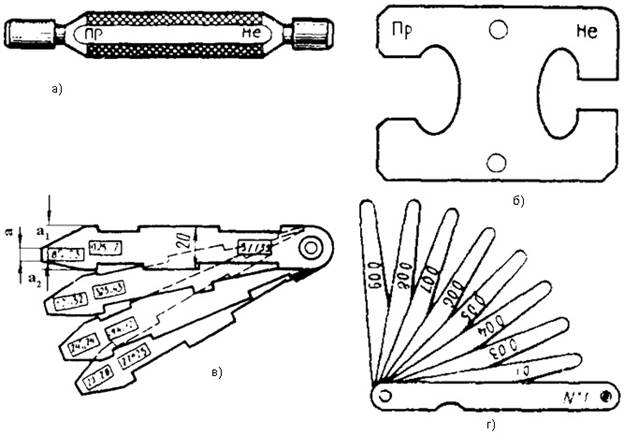
Шаблоны применяют для проверки контуров или размеров деталей преимущественно неправильной формы. Несовпадение контуров проверяемой детали с контурами шаблона определяется “на просвет”. На рис. 54, в представлен набор шаблонов для проверки фасок и сварного шва при соединении труб сваркой. Каждая пластинка шаблона предназначена для определения диаметра и толщины стенки трубы. Концом пластинки проверяют фаски и зазор между торцами стыкуемых труб, а выемки на ее сторонах служат для контроля размеров усиления сварного шва.
Щупы (рис. 54, г) используют для измерения небольших зазоров между поверхностя-ми собранных деталей. Щуп состоит из набора стальных пластинок, каждая из которых калибрована на определенную толщину в пределах 0,03—1 мм. Зазоры можно проверять как одной, так и несколькими сложенными вместе пластинками.
Резьбомеры применяют для проверки величины шага, числа ниток и правильности резьбы. Резьбомер, как и щуп, состоит из набора пластинок, на которых нанесены профили резьбы и указаны размеры.
Индикаторные инструменты служат для измерения небольших отклонений в раз-мерах и форме деталей, проверки правильности и взаимного расположения в конструкциях и механизмах, а также для проверки удлинения шпилек при затяжке фланцевых соединений.
Слесарно-монтажный инструмент
· биты и их наборы;
· бородки и зубила;
· пробойники и кернеры;
· киянки;
· цифровые и буквенные клейма;
· клещи;
· ключи гаечные для круглых гаек, комбинированные, накидные коленчатые или прямые, рожковые;
· ключи динамометрические, разводные, торцевые и торцевые трубчатые, трубные, шестигранные, Torx;
· круглогубцы, кусачки;
· кувалды и молотки;
· изоляционные ленты;
· слесарно-монтажные наборы;
· надфили и их наборы;
· напильники и их наборы;
· ножницы арматурные, по металлу, ножовки;
· отвертки и их наборы;
· заклепочные пистолеты и заклепки;
· плоскогубцы;
· струбцины и их наборы;
· полотна;
· съемники для стопорных колец;
· тиски;
· труборезы, трубоприжимы, трубогибы;
· щетки по металлу;
· ящики для хранения инструментов.
Рубка металла
Рубкой называется операция, при которой с помощью зубила и слесарного молотка с заготовки удаляют слои металла или разрубают заготовку.
Физической основой рубки является действие клина, форму которого имеет рабочая (режущая) часть зубила. Рубка применяется в тех случаях, когда станочная обработка заготовок трудно выполнима или нерациональна.
С помощью рубки производится удаление (срубание) с заготовки неровностей металла, снятие твердой корки, окалины, острых кромок детали, вырубание пазов и канавок, разрубание листового металла на части.
Рубка производится, как правило, в тисках. Разрубание листового материала на части -может выполняться на плите.
Основным рабочим (режущим) инструментом при рубке является зубило, а ударным — молоток.
Слесарное зубило (11) изготовляется из инструментальной углеродистой стали. Оно состоит из трех частей: ударной, средней и рабочей. Ударная часть / выполняется суживающейся кверху, а вершина ее (боек) —закругленной; за среднюю часть 2 зубило держат во время рубки; рабочая (режущая) часть 3 имеет клиновидную форму. Угол заострения выбирается в зависимости от твердости обрабатываемого материала.
Для наиболее распространенных материалов рекомендуются следующие углы заострения: для твердых материалов (твердая сталь, чугун) — 70°; для материалов средней твердости (сталь) ~ 60°; для мягких материалов (медь, латунь) '— 45°; для алюминиевых сплавов — 35°.
Рабочая и ударная части зубила подвергаются термической обработке (закалке и отпуску). Степень закалки зубила можно определить, проведя напильником по закаленной части зубила: если напильник не снимает стружку, а скользит по поверхности, закалка выполнена хорошо.
Для вырубания узких пазов и канавок пользуются зубилом с узкой режущей кромкой — крейцмейселем. Такое зубило может применяться и для снятия широких слоев металла: сначала прорубают канавки узким зубилом, а оставшиеся выступы срубают широким зубилом.
Для вырубания профильных канавок (полукруглых, двугранных и др.) применяются специальные крейцмейсели— канавочники, отличающиеся только формой режущей кромки.
Слесарные молотки, используемые при рубке металлов бывают двух типов: с круглым и с квадратным бойком. Основной характеристикой молотка является его масса. Для рубки металлов применяют молотки массой от 400 до 600 г.
Рубка металлов — операция очень трудоемкая. Для облегчения труда и повышения его производительности используют механизированные инструменты. Среди них наибольшее распространение имеет пневматический рубильный молоток (12) Он приводится в действие сжатым воздухом, который подается по шлангу 3 от постоянной пневмосети или передвижного компрессора. При рубке металла нажимают курок 2, отжимающий золотник 4. Воздух, попадая через воздухопроводящие каналы, перемещает боек 6, который ударяет по хвостовищу зубила 7, вставленному в ствол 5. Во время рубки пневматический рубильный молоток держат обеими руками: правой — за рукоятку левой — за конец ствола, и направляют зубило по линии рубки.
В зависимости от формы и размеров материала заготовок или деталей разрезание при ручной обработке металла осуществляют с помощью ручного или механизированного инструмента-острогубцами, ручными и электрическими ножницами, ручными и пневматическими ножовками, труборезами.
Сущность операции разрезания металла острогубцами (кусачками) и ножницами заключается в разделении проволоки, листового или полосового металла на части под давлением двух движущихся навстречу друг другу клиньев (режущих ножей).
Режущие кромки у острогубцев смыкаются одновременно по всей длине. У ножниц же сближение лезвий идет постепенно от одного края к другому. Их режущие кромки не. смыкаются а сдвигаются одно относительно другой. И острогубцы, и ножницы представляют собой шарнирное соединение двух рычагов, у которых длинные плечи выполняют роль рукояток, а короткие — режущих ножей.
Острогубцы (кусачки) используют, главным образом, для разрезания проволоки. Угол заострения режущих кромок острогубцев может быть различным в зависимости от твердости разрезаемого материала. У многих острогубцев он равен 55—60°
Ручные ножницы (13) применяют для разрезания листов-стальных толщиной 0,5—1,0 мм и из цветных металлов толщиной до 1,5 мм.
В зависимости от устройства режущих ножей ножницы делятся так: прямые (13, а) —с прямыми режущими ножами, предназначенные в основном для разрезания металла по прямой линии или по окружности большого радиуса; кривые (13, б) —с криволинейными ножами; пальцевые (13, в) —с узкими режущими ножами для вырезания в листовом металле отверстий и поверхностей с малыми радиусами.
По расположению режущих ножей ножницы делятся на правые и левые. У правых ножниц скос режущей кромки нижнего ножа находится справа, у левых — слева.
Стуловые ножницы (13, г) отличаются от обычных ручных большими размерами и применяются для разрезания листового металла толщиной до 2 мм.
Рычажные ножницы (13, д) применяются для разрезания листовой стали толщиной до 4 мм (цветных металлов — до б мм). Верхний шарнирно закрепленный нож 3 приводится в действие от рычага 2. Нижний нож /закреплен неподвижно.
Для механизации тяжелого и трудоемкого процесса разрезания листового металла применяют, как уже отмечалось, электрические ножницы.
Электрические ножницы С-424 (14) состоят из электродвигателя 4, редуктора 1 с эксцентриком 5 и рукоятки 3. Возвратно-поступательное движение от эксцентрика передается верхнему ножу #. Нижний нож 7 закреплен на скобе 6.
Ручная ножовка () применяется для разрезания сравнительно толстых листов металла и круглого или профильного проката. Ножовкой можно производить также прорезание шлицев, пазов, обрезку и вырезку заготовок по контуру и другие работы. Она состоит из рамки /.натяжного винта с барашковой тайкой 2, рукоятки ножовочного полотна 4, которое вставляется в прорези головок 3 и крепится штифтами 5.
Ножовочные рамки изготовляют двух типов: цельные (для ножовочного полотна одной определенной длины) и раздвижные (можно закреплять ножовочные полотна разной длины).
Ножовочное полотно (режущая часть ножовки) представляет собой тонкую и узкую стальную пластину с зубьями на одном из ребер. Его изготовляют из инструментальной или быстрорежущей стали. Длина наиболее распространенных ножовочных полотен составляет 250—300 мм. Каждый зуб полотна имеет форму клина (резца). На нем, как и на резце, различают задний угол а, угол заострения р, передний угол у и угол резания 6==a + p (15, б): При насечке зубьев учитывают то, что образующаяся стружка должна помещаться между зубьями до их выхода из пропила. В зависимости от твердости разрезаемых материалов углы зуба полотна могут быть: 7=0—12°, (3=43 — 60° и а=35-4О0.
Для разрезания более твердых материалов угол заострения (3 делают больше, для мягких — меньше. Чтобы ширина разреза, сделанного ножовкой, была немного больше толщины полотна, выполняет разводку зубьев «по зубу» (15, в), или «по полотну» (). Это предотвращает заклинивание полотна и облегчает работу.
Более высокая производительность труда достигается при использовании пневматической ножовки.
Разрезание стальных труб сравнительно больших диаметров — операция трудоемкая, поэтому для ее выполнения применяют специальные труборезы.
Труборез (16) состоит из скобы /, двух неподвижных роликов 2, подвижного ролика (резца) 3 и рукоятки 4. Труборез надевают "на трубу, закрепленную в тисках или приспособлении, вращением рукоятки придвигают подвижный ролик до соприкосновения с поверхностью трубы. Затем, поворачивая за рукоятку весь труборез вокруг трубы и постепенно поджимая воротком подвижный ролик, разрезают трубу.
Сверление.
Сверление — необходимая операция для получения отверстий в различных материалах при их обработке, целью которой является:
· Изготовление отверстий под нарезание резьбы, зенкерование, развёртывание или растачивание.
· Изготовление отверстий (технологических) для размещения в них электрических кабелей, анкерных болтов, крепёжных элементов и др.
· Отделение (отрезка) заготовок из листов материала.
· Ослабление разрушаемых конструкций.
· Закладка заряда взрывчатого вещества при добыче природного камня.
Сверление цилиндрических отверстий, а также сверление многогранных (треугольных, квадратных, пяти- и шестигранных, овальных) отверстий выполняют с помощью специальных режущих инструментов — свёрл. Свёрла в зависимости от свойств обрабатываемого материала изготавливаются нужных типоразмеров из следующих материалов:
· Углеродистые стали (У8, У9, У10, У12 и др): Сверление и рассверливание дерева, пластмасс, мягких металлов.
· Низколегированные стали (Х, В1,9ХС,9ХВГ и др): Сверление и рассверливание дерева, пластмасс, мягких металлов. Повышенная по сравнению с углеродистыми теплостойкость (до 250 °C) и скорость резания.
· Быстрорежущие стали (Р9, Р18, Р6М5, Р9К5 и др): Сверление всех конструкционных материалов в незакалённом состоянии. Теплостойкость до 650 °C.
· Свёрла, оснащенные твёрдым сплавом, (ВК3, ВК8, Т5К10, Т15К6 и др): Сверление на повышенных скоростях незакалённых сталей и цветных металлов. Теплостойкость до 950 °C. Могут быть цельными, с напайными пластинами, либо со сменными пластинами (крепятся винтами)
· Свёрла, оснащённые боразоном: Сверление закалённых сталей и белого чугуна, стекла, керамики, цветных металлов.
· Свёрла, оснащённые алмазом: Сверление твёрдых материалов, стекла, керамики, камней.
Операции сверления производятся на следующих станках:
· Вертикально-сверлильные станки: Сверление — основная операция.
· Горизонтально-сверлильные станки: Сверление — основная операция.
· Вертикально-расточные станки: Сверление — вспомогательная операция.
· Горизонтально-расточные станки: Сверление — вспомогательная операция.
· Вертикально-фрезерные станки: Сверление — вспомогательная операция.
· Горизонтально-фрезерные станки: Сверление — вспомогательная операция.
· Универсально-фрезерные станки: Сверление — вспомогательная операция.
· Токарные станки: Сверло неподвижно, а обрабатываемая заготовка вращается.
· Токарно-затыловочные станки: Сверление — вспомогательная операция. Сверло неподвижно.
· Агрегатном станке.
· Токарно-револьверные станки: Сверление — вспомогательная операция. Сверло может быть неподвижно (статический блок) или вращаться (приводной блок)
И на ручном оборудовании:
· Механические дрели: Сверление с использованием мускульной силы человека.
· Электрические дрели: Сверление на монтаже переносным электроинструментом (в том числе ударно-поворотное сверление).
· перфораторы
Для облегчения процессов резания материалов применяют следующие меры:
· Охлаждение: Смазочно-охлаждающие жидкости и газы(вода, эмульсии, олеиновая кислота, углекислый газ, графит и др.)
· Ультразвук: Ультразвуковые вибрации сверла увеличивают производительность и дробление стружки.
· Подогрев: Подогревом ослабляют твёрдость труднообрабатываемых материалов.
· Удар: При ударно-поворотном сверлении (бурении) камня, бетона.