Рассчитать поточную линию детали «ступенчатый вал-шестерня» с годовой программой выпуска, М (Таблица 1.) при работе в две смены, с технологичеким маршрутом обработки.
Таблица 1. – Исходные данные.
| Операция обработки | Тип оборудо-вания | Разряд работы | Время обработки мин. | ||
| T | T0 | Tn | |||
| 1. Фрезерно-центровальная | 2A931 | ||||
| 2. Токарная | 1A730 | ||||
| 3. Токарная | |||||
| 4. Зубофрезерная | 5K301 | ||||
| 5. Шпоночно-фрезерная | 692P | ||||
| 6. Шлицефрезерная | 5Б63Г | ||||
| 7. Шлифовальная |
1.1 Расчет такта поточной линии:

где kрп – коэффициент, регламентированных перерывов.
 - Годовой фонд времени, ч.
- Годовой фонд времени, ч.
1.2 Расчет количества и загрузки оборудования:
 =
=  ; шт.
; шт.  =
=  ; шт.
; шт.  =
= 
где ,  - расчетное и принятое количество оборудования на i-й операций.
- расчетное и принятое количество оборудования на i-й операций.
, - коэффициент загрузки оборудования на i -го операций и в средннем по линии.
Таблица 1.1 – Расчет количества и загрузки оборудования ОПЛ.
| i | Тип оборудования | ti, мин | Opi, шт | Oni, шт | kзi |
| 2A931 | 0,69 | 0,69 | |||
| 1A730 | 1,04 | 1,04 | |||
| 1,52 | 0,76 | ||||
| 5K301 | 1,8 | 0,9 | |||
| 692P | 1,38 | 0,69 | |||
| 5Б63Г | 1,1 | 1,1 | |||
| 0,69 | 0,69 | ||||
 Opi Opi
|  Oni Oni
| Kзс | |||
| 8,22 | 5,87 |
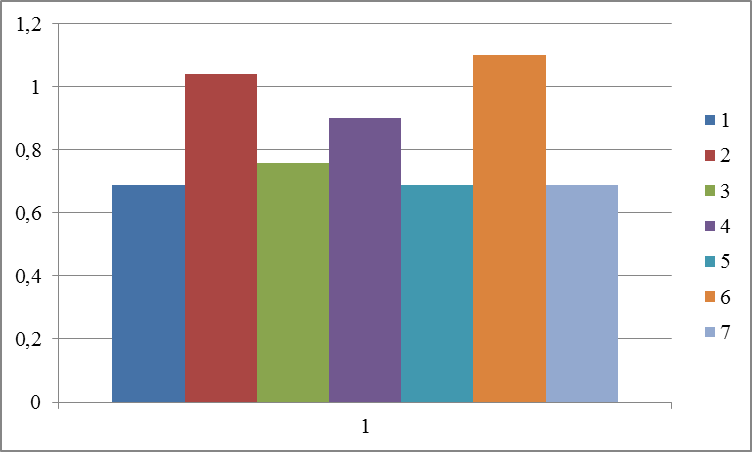
Рисунок 1 – График загрузки поточной линии.
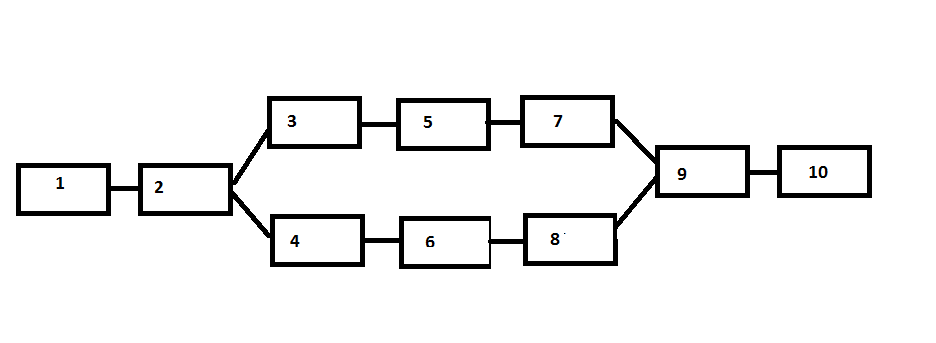
Рисунок 2 - Схема работы ПЛ
1.3 Расчет численности рабочих поточной линии
На прерывно-поточной линии применяется два вида многостаночного обслуживания операторами: параллельное и последовательное.
Расчет нормы параллельного многостаночного обслуживания
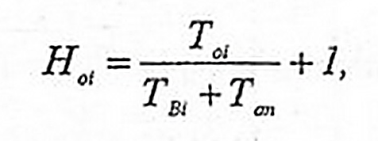
где Тoi, ТВi - норма основного и вспомогательного времени на операции;
tan = (0,2...0,3), мин - время активного наблюдения и перехода.
Таблица 1.2 - Расчет норм параллельного многостаночного обслуживания
| i | Тoi | ТВi+Tan | H oi |
| 5.25 | |||
| 4.25 | |||
| 4.25 | |||
| 5.25 | |||
| 5.25 | |||
| 4.25 | |||
| 4.25 |
Определим численность наладчиков:
где Нni - норма обслуживания станков наладчиком (Н ni = 7 станк/чел).
Ч н = 2  ≈ 3 человека
≈ 3 человека
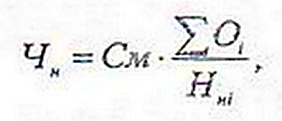
Определим численность операторов, Ч0,чел на ОПЛ.
Где Нnimax - максимальный порядковый номер оператора,
С см - количество смен работы оборудования,
а - коэффициент, учитывающий несовпадения годового фонда времени работы оборудования и операторов (8-10%).
Таблица 1.3 - Расчет численности и загрузки ОПЛ
| Номер операции | Номер станка | kзi | H oi | Порядок обслуживания | № Оператора | kз оператора | Разряд оператора |
| 0,69 | Только №1 | 0,69 | |||||
| 1,04 | Послед. №2 и №7 | 1,04 | |||||
| 0,76 | Послед. №3 и №6 | 0,76 | |||||
| 0,9 | Послед. №4 и №5 | 0,9 | |||||
| 0,69 | 0,69 | ||||||
| 1,1 | Послед. №6 и №3 | 1,1 | |||||
| 0,69 | Послед. №7 и №2 | 0,69 |
1.4 Расчет заделов на поточной линии:
Заделы - это детали в разной степени готовности, находящиеся на поточной линии, образующие незавершенное производство.

Зтех – технологический задел — детали, находящиеся на станках в обработке;
Зтех =  i·gi,
i·gi,
гдеgi – количество деталей, одновременно обрабатываемых на i-м станке;
Зтех = 10·1=10 шт.
Зтр —транспортный задел — детали на-межоперационном транспорте:
Зтр = (m-1) ·nпер
Где nпер – величина переданной партии, шт; т - количество операций.
m – количество операций.
Зтр = (7-1) ·1=6 шт.
Зстр – страховой задел для компенсации возможных выходов из строя оборудования;

Tnрi – где - максимально возможное время простоя станка, мин.
Зстр =  +
+  +
+  +
+  +
+  +
+  +
+  ≈ 28 шт.
≈ 28 шт.
На прерывно-поточных линиях образуется оборотный задел 3об (детали,
ожидающие обработки), вследствие разной производительности станков на
смежных операциях (i-j) в характерных точках, соответствующих изменению
числа работающих станков на них.
где Зоб; - средняя величина оборотного задела между i-й и j-й операциями:

где Зкобij; - оборотный задел между i и j-ми операциями в k-ом часу от начала смены, шт.
где Тki и Тkj - время, отработанное станками iи j-й операций к k-му часу от начала смены, час.





Зср1-2 = 0 шт.
Зср2-3 = 0 шт.
Зср3-4 = 0 шт.
Зср4-5 = 0 шт.
Зср5-6 = 0 шт.
Зср6-7 = 0 шт.
Зоб = 0 шт; З = 10+6+28 = 44 шт.
Выводы
При Расчете однопоточной линии для обработки детали «ступенчатый вал-шестерня У нас получились следующие данные:
Такт поточной линии равен: 17 мин.
Численность рабочих поточной линии равна 16 ч.
Количество заделов на поточной линии равняется 44 шт.
Данные по количеству и загрузки оборудования приведены в таблице ниже;
Таблица 1.5 – Расчет количества и загрузки оборудования ОПЛ
| i | Тип оборудования | ti, мин | Opi, шт | Oni, шт | kзi |
| 2A931 | 0,69 | 0,69 | |||
| 1A730 | 1,04 | 1,04 | |||
| 1,52 | 0,76 | ||||
| 5K301 | 1,8 | 0,9 | |||
| 692P | 1,38 | 0,69 | |||
| 5Б63Г | 1,1 | 1,1 | |||
| 0,69 | 0,69 | ||||
| Opi
| Oni
| Kзс | |||
| 8,22 | 5,87 |