Введение
Композиционными (от лат. compositio – составление) называются материалы, образованные путем сочетания двух химически разнородных компонентов (фаз), каждый из которых имеет конкретное функциональное назначение. При этом совместная работа разнородных материалов позволяет получить эффект равносильный созданию нового материала, свойства которого и количественно и качественно отличаются от свойств составляющих компонентов.
Среди большого разнообразия полимерных композиционных материалов особое место по перспективности применения и разнообразию свойств занимают армированные пластики (АП), состоящие из двух фаз – полимерной матрицы и армирующего (усиливающего) волокнистого наполнителя.
Матрица (от лат. matrix – матка, источник, начало) характеризует непрерывную фазу, которая часто (но не всегда) имеет более высокую долю по объему материала. Матрица обеспечивает монолитность материала и сохранение конфигурации изделия, передачу и распределение эксплуатационных нагрузок на армирующий компонент, сопротивление действию внешних факторов, защищает наполнитель от воздействия окружающей среды, определяет многие функциональные свойства и формирует межфазный слой при контакте с наполнителем. В качестве матриц используют термореактивные и термопластичные полимеры, природа которых определяет уровень рабочих температур композиционного материала, характер изменения эксплуатационных свойств, а также технологические приемы и режимыполучения и переработки композитов в изделия. В производстве АП обычно используют термореактивные связующие на основе смесей линейных или разветвленных олигомеров с молекулярной массой 400 – 2000, а также термопластичные линейные или разветвленные аморфные или частично кристаллические полимеры. В состав полимерных матриц кроме армирующих элементов вводятся различные целевые добавки в виде отвердителей, катализаторов, ускорителей, стабилизаторов и др., обеспечивающие реализацию в композиционных материалах требуемых технологических и эксплуатационных свойств.
Армирующая фаза (от лат. armo – укрепляю, вооружаю)образуется совокупностью непрерывных волокнистых армирующих элементов в виде элементарных волокон, комплексных нитей, жгутов, лент и тканей с различной текстурой, а также коротких волокон со сравнительно небольшим отношением длины к диаметру в составе штапельных тканей, матов, бумаги и т.п. Короткие волокна могут быть расположены хаотически или иметь преимущественное направление ориентации. В большинстве случаев наполнитель имеет более высокую прочность по сравнению с матрицей, и основная роль армирующей фазы состоит в увеличении механических свойств композиционного материала.
Межфазный слой в композитах формируется за счет физического или химического взаимодействия полимерной матрицы с поверхностью наполнителя и оказывает существенное влияние на изменение свойств.
Вариацией числа, природы, объемного соотношения компонентов и схемы армирования можно в широких пределах изменять свойства и создавать материалы с уникальным сочетанием эксплуатационных свойств.
Свое название армированные пластики приобретают, как правило, по армирующему элементу: стеклопластики, углепластики, органопластики и др.
По направленности свойств различают изотропные и анизотропные композиционные материалы (табл.1). Изотропия, т.е. идентичность свойств во всех направлениях, достигается хаотичным распределением непрерывных или дискретных армирующих волокон. Анизотропия АП в зависимости от схемы армирования достигается в двух (однонаправленное, трансверсально-изотропное армирование), трех (двухмерное армирование) и большем числе направлений.
Таблица.1 Типичные классификационные модели АП
| Схема армирования | Виды армирующих элементов | ||
| Непрерывные волокна * | Пленки | Дискретные волокна *** | |
| Одномерная | 
| 
| 
|
| Двумерная |  
| 
| 
|
| Трехмерная | 
| – | – |
| Хаотическая | 
| – | 
|
| Примечание: * – в том числе лент и тканей; ** – направление ориентации пленок; *** – также в виде монокристаллов (усов) и нетканых материалов |
Сочетание различных вариантов армирования позволяет получать композиты, армированные комбинированно путем чередования двух и более разновидностей армирующих элементов, например, тканей и волокон, волокон и нитевидных монокристаллов и т.п.
Отдельную группу образуют гибридные композиты, получаемые путем сочетания различных типов волокон, например, органических и углеродных, углеродных и стеклянных и т.п. Смешение различных волокон может производиться как на уровне одного слоя, так и путем чередования слоев на основе различных волокон. Некоторые гибридные композиты наполняют одновременно волокнами и частицами.
По объему армирования АП подразделяются на низкоармированные, армированные, высокоармированные и предельноармированные.
По эксплуатационному назначению АП подразделяются на конструкционные и функциональные (электротехнические, оптические, фрикционные, антифрикционные, тепло -, звуко -, газоизоляционные и т.п.).
По уровню прочностных свойств АП подразделяются на низкопрочные, прочные, высокопрочные и сверхвысокопрочные.
По способу переработки АП подразделяются на литьевые, экструзионные, прессовочные, штамповочные, намоточные и пултрузионные.
Принципы формирования волокнистых КМ
Помимо обеспечения прочности и монолитности конструкции матрица должна иметь необходимую пластичность и быть работоспособной в той температурной области, для которой предназначен КМ.
Для изготовления КМ, применяемых при температурах ниже 200°С, используют полимерные матрицы. К таким композитам относятся стеклопластики, армированные короткими стеклянными волокнами в матрице из полиэфирной смолы. Стеклопластики применяют для изготовления корпусов автомобилей, лодок, некоторых бытовых приборов. В качестве матриц также используют термореактивные полимеры, в которых поперечные связи между основными цепями формируют жесткую структуру с трехмерной сеткой. Такими полимерами являются эпоксидные смолы, которые благодаря поперечным связям имеют более высокую термостойкость.
Для работы при более высоких температурах применяют металлические матрицы. Обычно используют металлы с малой плотностью: алюминий, реже – магний, титан.
Металлические КМ обладают рядом преимуществ перед полимерными. Помимо более высокой рабочей температуры, они характеризуются лучшей изотропией и большей стабильностью свойств в процессе эксплуатации, более высокой эрозионной стойкостью.
Пластичность металлических матриц сообщает конструкции необходимую вязкость. Это способствует быстрому выравниванию локальных механических нагрузок. Высокая теплопроводность металлических КМ предохраняет от локальных перегревов, что особенно важно для таких изделий, как наконечники ракет и ведущие кромки крыльев.
Высокая электропроводность металлических КМ хорошо защищает их от электромагнитного излучения, молнии, снижает опасность статического электричества. Важным преимуществом металлических КМ является более высокая технологичность процесса изготовления, формовки, термообработки, формирования соединений и покрытий.
Для наиболее высоких рабочих температур в качестве матричного материала применяют керамику. Ее основной недостаток – отсутствие пластичности – в некоторой степени компенсируется армирующими волокнами, тормозящими распространение трещин в керамике.
Использование в качестве матричного материала аморфного углерода, а в качестве армирующего материала – волокон из кристаллического углерода (графита) позволило создать композит, выдерживающий нагрев до 2500°С. Такой углерод - углеродный композит перспективен для космонавтики и заатмосферной авиации. Толчком к интенсивному использованию углерод - углеродных композитов в США послужили работы по программе создания космических кораблей многоразового использования. Недостаток углеродной матрицы состоит в возможном окислении и абляции (Абляция (лат. ablation – отнятие) – унос вещества с поверхности твердого тела потоком горячего газа (путем эрозии, оплавления, сублимации)). Для предотвращения этих явлений композит покрывают тонким слоем карбида кремния.
Таким образом, наиболее важным критерием выбора матричного материала является рабочая температура эксплуатации композита.
Помимо высокой прочности и жесткости, основными требованиями, предъявляемыми к волокнам для КМ, является хорошее смачивание материала волокна расплавленной матрицей в процессе изготовления композита. Важными условиями являются слабое взаимодействие волокна с материалом матрицы и его высокая окислительная стойкость.
Для армирования металлических КМ обычно используют непрерывные волокна: углеродные (УВ), борные (В), оксида алюминия (Аl2О3), карбида кремния (SiC), карбида бора (В4С), нитрида бора (BN), диборида титана (TiB2), оксида кремния (SiO2). В качестве волокон применяют также металлическую тонкую проволоку, полученную методом волочения из стали, вольфрама, титана, молибдена и бериллия. Реже используют нитевидные специально выращенные кристаллы разных материалов.
 Наибольшее распространение для армирования металлических КМ получили непрерывные или дискретные углеродные и борные волокна, свойства которых приведены в таблице 13.1.
Наибольшее распространение для армирования металлических КМ получили непрерывные или дискретные углеродные и борные волокна, свойства которых приведены в таблице 13.1.
Волокна бора обычно получают осаждением бора из газовой фазы при диссоциации его галоидных соединений, например треххлористого бора ВС13. Бор осаждается на основу из тонкой (12 мкм) вольфрамовой нити, нагретой до 1100 – 1200оС. В процессе осаждения бор диффундирует в вольфрамовую основу, образуя бориды вольфрама в сердцевине волокна. Время пребывания волокна в реакционной камере составляет 1 – 2 мин. Общий диаметр борного волокна составляет 100 – 150 мкм.
Сырьем для получения высокопрочных и высокомодульных углеродных волокон являются такие полимеры с высоким содержанием углерода, как полиакрилонитрил (ПАН), и реже – пек и вискоза. ПАН-волокно выдавливают через малые отверстия и подвергают пиролизу в инертной атмосфере при температуре около 2000°С. Углеродные волокна выпускают в виде нитей, содержащих до 10000 элементарных волокон, диаметр которых составляет около 7 мкм. Модуль и прочность волокна не изменяется при нагреве его до 600°С.
Для многих видов волокон разработаны технологические процессы нанесения покрытий для обеспечения лучшей смачиваемости, окалиностойкости и оптимального взаимодействия волокна с матрицей. Борные волокна защищают от реагирования с расплавами титана и алюминия созданием на поверхности диффузионного барьера из карбидов кремния или бора. Волокна бора, защищенные карбидом кремния, называют borsic (борсик). Из-за высокой окислительной способности углеродных волокон на их поверхность наносят специальные покрытия, а процессы переработки осуществляют в защитной атмосфере. Углеродные волокна имеют отрицательное значение температурного коэффициента линейного расширения, благодаря чему появляется возможность при соответствующей укладке волокон получать температурный коэффициент линейного расширения близкий к нулю.
Волокна карбида кремния получают методом химического осаждения из паровой фазы на подложку из борного или углеродного волокна. Эти волокна имеют хорошую теплостойкость, стойкость к окислению и мало реагируют с металлом.
Способы производства.
3.1. Получение полимерных КМ с короткими волокнами и изделий из них
Методы получения изделий из полимерных композиций с волокнистыми наполнителями очень разнообразны и зависят как от вида связующего, так и от вида наполнителя. Принципиально отличаются эти методы для полимеров, содержащих короткие и непрерывные волокна.
В качестве коротких волокон в полимерных композициях могут применяться как природные волокна (волластонит, асбест), так и рубленные или разрезанные до заданной длины (обычно 8 мм) волокна. Материалы с короткими волокнами получают или смешением волокна с полимером или пропиткой волокон полимерным связующим. Пропитка возможна при использовании жидких олигомерных связующих, которые после пропитки волокна и формования изделия отверждают. Термопласты и высокомолекулярные поликонденсационные смолы смешивают с волокнами на роторных, валковых или шнековых смесителях. При этом полимеры находятся в вязкотекучем состоянии. Под действием высоких напряжений сдвига при смешении происходит дополнительная ломка и укорачивание волокна, что соответствующим образом сказывается на его прочностных свойствах.
Для переработки композиций с короткими волокнами в изделия применяют обычные методы переработки полимеров, характерные для термопластов и реактопластов соответственно: литье под давлением, экструзия, прессование и другие.
Композиции, наполненные волокнами, характеризуются очень высокой вязкостью. Поэтому технологические режимы их переработки несколько отличаются от режимов переработки не наполненных полимеров.
3.2 Методы получения изделий с длинными волокнами
Для получения полимерных изделий, наполненных непрерывными волокнами, используют как непосредственно волокна в виде пучков, ровницы или пряжи, так и различные текстильные материалы, а также маты или путаницу из волокна. В качестве полимерного связующего в таких материалах практически всегда используют различные низковязкие реактопласты невысокой молекулярной массы (эпоксидные, фенолформальдегидные, кремнийорганические, полиэфирные и др.), которые после формования изделия отверждают химическим путем. Такое ограничение в выборе связующего обусловлено невозможностью проведения процесса смешения без разрушения волокна. Связующее должно за счет капиллярных сил и под действием силы тяжести или небольшого давления проникнуть между волокнами и достаточно равномерно распределиться там (должна произойти пропитка наполнителя связующим). Это возможно только при сравнительно невысокой вязкости связующего.
В последнее время все чаще в качестве связующего стали применять и термопласты (полиамид, полипропилен и др.). В этом случае волокна наполнителя укладывают или переплетают с волокнами термопластичного связующего, так, чтобы волокна связующего и наполнителя были достаточно равномерно распределены в объеме заготовки. Затем из такой заготовки формуют изделие под давлением при температуре выше температуры плавления связующего. Термопластичные волокна плавятся, растекаются за счет приложенного давления и связывают волокна. После оформления изделия его фиксируют охлаждением. Однако такой способ получения ПКМ еще не нашел широкого применения.
Процессы получения изделий из композиций с бесконечно длинными волокнами очень специфичны и зависят не только от вида связующего и наполнителя, но и в значительной степени от конфигурации формуемого изделия.
В зависимости от метода изготовления изделий ориентация волокон в нем может быть одноосной, двухосной, слоистой и многоосной.
Можно выделить два основных метода получения изделий из полимерных материалов на основе непрерывных волокон и текстильных лент – это протяжка и намотка.
3.3 Протяжка
Сущность метода состоит в протягивании большого числа непрерывных волокон, пропитанных вязкотекучим связующим, через фильеру, сечение которой и определяет профиль получаемого изделия. После формования профиля связующее отверждают. Протяжку называют еще палтрузией. Этим методом получают монолитные и полые профили с различной формой поперечного сечения – круглой, квадратной, треугольной, прямоугольной и т. д. Кроме того, палтрузией могут быть получены профили с Е-, Т- и I-образным поперечным сечением высотой до 300 мм, шириной до 150 мм и толщиной более 10 мм. В настоящее время стеклопластиковые профили несколько дороже металлических, однако, во многих случаях, например, при работе изделий в контакте с химически агрессивными средами, они оказываются незаменимыми.
При палтрузии в качестве наполнителя наиболее широко используется волокно в виде ровницы, состоящей из 15 – 60 нитей, каждая из которых образована из 100 – 400 стеклянных волокон толщиной 5 – 10 мкм. Размер и расположение волокон должны способствовать их пропитке и склеиванию. В некоторых случаях их подвергают термической или химической очистке, окраске. Помимо жгутов из непрерывных волокон можно использовать также ткани и маты.
Технологический процесс палтрузии непрерывный (рис.) и в зависимости от происходящих процессов разделен на следующие стадии: подготовка волокна и связующего, пропитка, формование профиля, отверждение связующего (выдержка – отверждение связующего при постоянной температуре), нарезка профиля, охлаждение до конечной температуры.
Разматываемые со шпуль (1) жгуты с помощью направляющих устройств (3) подаются в ванну для пропитки смолой (2). Время пребывания волокон в пропиточной ванне должно обеспечивать полное пропитывание и смачивание волокон связующим. Содержание смолы в жгутах после пропитки должно составлять около 30 %. Для предотвращения увеличенного содержания смолы в жгутах в конце ванны устанавливаются специальные отжимные валки (4), где волокна освобождаются от избытка смолы и включений воздуха.
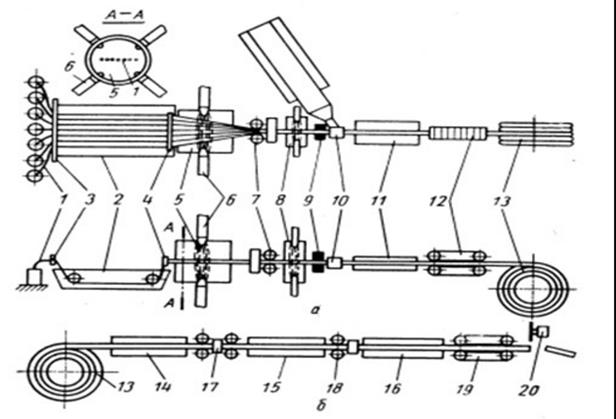
Рис. Установка для производства профильных изделий методом протяжки, предусматривающая покрытие профиля слоем термопластичного полимера. 1 – жгуты, 2 – пропитывающая ванна, 3 – направляющие ролики, 4 – отжимные валки, 5, 8 – распылительные камеры для нанесения рубленого волокна, 6 – распылительные форсунки, 7 – сближающие валки, 9 – профилирующая фильера (формующая головка), 10 – головка экструдера, 11 – охлаждающая ванна, 12, 19 – тянущие устройства, 13 – барабан, 14, 15, 16 – термокамеры, 17, 18 – профилирующие валки, 20 – режущее устройство
Формование. При выходе из ванны, жгуты сближаются двумя парами валков (7) в один пучок и попадают в формующую головку (9), нагретую до заданной температуры. При протягивании жгута, пропитанного связующим, через формующую головку ему придается конфигурация фильеры головки (рис.). При этом отжимаются избытки связующего.
В некоторых случаях полученный профиль пропускают через головку червячного экструдера (10), где на него наносится тонкое термопластичное покрытие.
Отверждение. Приданная в головке конфигурация фиксируется при отверждении композиции в термокамере (14). Время нахождения профиля в термокамере и ее температура зависят от типа связующего и должны обеспечивать сохранение профилем своей конфигурации. Как правило, эта стадия является лимитирующей по времени и определяет скорость процесса протяжки. Нагрев профиля при отверждении может производиться и токами высокой частоты. Использование токов высокой частоты позволяет достигать высокой производительности труда, уменьшает выход брака, повышает эксплуатационные качества готовых изделий.
Полученный профиль охлаждается в водяной бане или в пневмокамере и режется на отрезки необходимой длины.
3.4 Намотка
 Сущность метода состоит в равномерной и послойной намотке пучка волокон, пропитанного связующим, на оправку, имеющую форму будущего изделия, с последующим отверждением связующего и извлечением оправки. Таким методом получают различные пустотелые изделия, имеющие форму тел вращения, трубы, бочки, цистерны, емкости и т. д.
Сущность метода состоит в равномерной и послойной намотке пучка волокон, пропитанного связующим, на оправку, имеющую форму будущего изделия, с последующим отверждением связующего и извлечением оправки. Таким методом получают различные пустотелые изделия, имеющие форму тел вращения, трубы, бочки, цистерны, емкости и т. д.
Технологический цикл формования в зависимости от происходящих процессов разделен на следующие стадии: подготовка волокнистого наполнителя и полимерного связующего, намотка и получение заготовки изделия, отверждение связующего (при повышенной или комнатной температуре), съем изделия с оправки.
Подготовка сырья. Для намотки используют ровницу. Кроме того, для намотки используют текстильные материалы в виде лент. Волокна при необходимости предварительно обрабатываются аппретами для повышения адгезии к ним смолы.
При производстве волокна часто используются различного рода замасливатели, которые обеспечивают предотвращение механических повреждений и истирания волокон при текстильной переработке (например, для стеклянных волокон – крахмало-масляные эмульсии). В этом случае перед изготовлением ПКМ волокна промывают.
Для пропитки волокон перед намоткой применяют только термореактопластичные олигомерные связующие (эпоксидные полимеры, полиэфирные ненасыщенные смолы, фенеолформальдегидные смолы, амидоформальдегидные смолы и т.д.).
При необходимости на дорн перед намоткой наносят антиадгезионный слой, состоящий из парафина или его смеси с полиизобутиленом. Нанесение осуществляется из раствора в бензине с последующей сушкой.
Намотка. При намотке необходимо, чтобы волокно было плотно и равномерно намотано по всей поверхности оправки. Различают несколько видов намотки: прямая (окружная) намотка, спиральная (тангенциальная, кольцевая) намотка, продольно-кольцевая (продольно-поперечная) намотка, спирально-перекрестная и др.
Схема производства изделий в форме тел вращения методом намотки: а – с возвратно-поступательным перемещением каретки вдоль дорна; б – с вращением намоточного устройства; в, г – схемы планетарной намотки с неподвижным намоточным устройством.
Применяют два вида машин для намотки: 1 – токарного типа, у которых оправка вращается в одном направлении, а наматываемый на оправку армирующий материал подается кареткой, движущейся вдоль продольной оси оправки; 2 – кабельного типа, когда волокна вращаются вокруг движущейся поступательно оправки. Выбор схемы намотки определяется конфигурацией и размерами изделия. Простейшей является схема двухосной намотки, при которой дорн вращается вокруг продольной оси специальным устройством, а каретка с устройством для укладки стекложгута перемещается вдоль дорна. Углы намотки (15 – 90°) и отношение радиальной и осевой прочности изделия зависят от скорости вращения дорна и перемещения каретки. Оптимальное соотношение радиальной и осевой прочности достигается при величине угла намотки? = 54,75°.
Применяется также планетарная схема намотки (рис.в, г), при которой дорн вращается вокруг одной или двух наклонных осей, а намотка осуществляется от одного торца дорна к другому под небольшим углом? к образующей. При этом устройство для намотки может вращаться вокруг дорна или быть неподвижным. В процессе намотки слои жгута должны укладываться вплотную друг к другу, но не перекрываться.
В зависимости от способа введения связующего в композицию различают сухую и влажную намотку. Ровница или полоса ткани может пропитываться смолой заранее на специальной пропиточной установке и наматываться на дорн в сухом виде. Это сухая намотка. В этом случае используют смолу, которая при комнатной температуре является твердой. При мокрой намотке пропитка ровницы или ткани осуществляется непосредственно перед ее намоткой на дорн или одновременно с намоткой на дорн путем распыления смолы на наматываемое изделие.
При сухой намотке отдельные волокна лучше смачиваются смолой, уменьшается количество микропузырей и пор в материале и скольжение ровницы при минимальных углах намотки. В материале выдерживается постоянное количество смолы. Сухая намотка позволяет поддерживать чистоту в помещении. Однако при сухой намотке оправка и намоточная композиция должны разогреваться выше температуры текучести связующего.
Преимущество способа мокрой намотки заключается в более низком контактном давлении формования, что требует оборудования с меньшей мощностью привода и лучшей формуемостью поверхностей изделия.
Ровница наматывается на дорн со строго определенным натяжением: для ровницы из волокон диаметром 5 и 9 мкм натяжение соответственно равно 1900 – 2000 и 1200 – 1400 МПа при модуле упругости волокна 4900 ГПа.
Отверждение связующего осуществляется при комнатной или повышенной температуре непосредственно на дорне. Уровень температуры отверждения обычно выбирается в зависимости от типа применяемого связующего таким образом, чтобы обеспечить заданные требования по физико-механическим характеристикам отвержденной матрицы. Технологические режимы отверждения должны обеспечивать бездефектную структуру материала в изделии при наименьших затратах энергетических ресурсов.
Не менее важной стадией процесса намотки является стадия охлаждения после горячего отверждения. Выбор оптимального режима (скорости) охлаждения отвержденного изделия должен обеспечивать снижение остаточных температурных напряжений в композите. Быстрое охлаждение может привести к растрескиванию изделия. Стадия охлаждения определяет стабильность геометрических характеристик изделия.
Извлечение дорна. Конструкция дорна должна обеспечивать его удаление без нарушения целостности изделия. В зависимости от конфигурации и размеров изделия оправки (дорны) могут быть сплошными, полыми, разъемными, надувными, выплавляемыми (из воска или парафина) или разрушаемыми (из глины или гипса). В некоторых случаях полый дорн оставляют внутри изделий для повышения их прочности и герметичности.
Процесс намотки текстильных материалов идентичен процессу намотки жгутов, только вместо жгутов на дорн наматываются ленты (рис.).

Следует отметить, что намотка может быть полностью автоматизирована. Использование стеклянных нитей или жгутов, предварительно пропитанных заданным количеством связующего, позволяет получать изделия с равномерным распределением наполнителя по объему. Кроме того, намоткой можно изготавливать крупногабаритные изделия – баки с площадью поверхности до 135 м2, цистерны диаметром 12 м и длиной 3,6 м и т. д.
Содержание волокнистого наполнителя в пластиках, перерабатываемых намоткой, достигает 60—85%, что обуславливает исключительно высокие показатели прочности таких материалов. Для уменьшения анизотропии прочности намотанных изделий армирующий наполнитель укладывают послойно под различными углами к оси вращения оправки.
3.5 Получение изделий формованием
Методом формования получают узлы и детали разнообразного назначения, формы и размеров, обладающие высокой механической прочностью и жесткостью. В качестве наполнителя обычно используются текстильные материалы из различных волокон и различного плетения, а также маты и ровинги из волокон.
Различают методы контактного формования, пневматического и вакуумного формования эластичным пуансоном и компрессионного прессования между матрицей и пуансоном.
При контактном формовании используется одна (негативная или позитивная) открытая форма без применения давления. Метод обеспечивает чистоту и точные размеры только той поверхности изделия, которая непосредственно контактирует с формой в процессе формования. Контактное формование является трудоемким и непроизводительным процессом и применяется главным образом для изготовления крупногабаритных изделий при мелкосерийном и опытном производстве. Процесс изготовления изделия заключается в том, что жидкую смолу с отвердителем (инициатором) помещают в форму открытого типа для отливки вместе со слоями ткани или мата из волокон. При этом используют кисть, валик или распылительный пистолет. Форму предварительно очищают от загрязнений, зашкуривают и обрабатывают антиадгезионной смазкой. Из волокнистого наполнителя (ткани, мата или тканого ровинга) вырезают заготовки и укладывают их послойно в форму. После выкладки каждый слой пропитывают связующим, следя за тем, чтобы оно равномерно смочило наполнитель. Каждый последующий слой прикатывают к предыдущему во избежание образования пузырьков воздуха и пор, набирая таким образом пакет заданной толщины (не менее 2,5 мм). Такие слоистые пластики содержат обычно 25 % волокнистого наполнителя и 75 % связующего. В состав связующего дополнительно может вводится минеральный дисперсный наполнитель. Этим способом получают изделия толщиной до 25 мм, которые применяются главным образом в судостроении и химическом машиностроении.
Способ контактного формования имеет ряд недостатков, которые особенно проявляются в условиях серийного производства. К ним относятся: значительный разброс показателей физико-механических свойств изделий; длительность процесса формования; зависимость качества изделий от квалификации формовщиков; тяжелые условия труда.
Более производительным и качественным методом получения изделий с волокнистым наполнителем является формование под вакуумом, пневматическое формование эластичным пуанссоном и формование в автоклаве.
При вакуумформовании или пневмоформовании эластичным пуансоном волокнистый наполнитель (чаще всего – ткань, реже – мат из рубленой стеклопряжи) укладывают на оболочковой или параболической оправке (форме), пропитывают связующим, равномерно обжимают и покрывают эластичной полимерной пленкой, которую закрепляют по краям оправки. Из полученного таким образом мешка с помощью вакуумного насоса откачивают воздух (вакуумформование) или в пресс-камеру через штуцер подают сжатый воздух под заданным давлением. Под действием перепада давления эластичный пуансон деформируется вместе со слоем из композиции и прижимает ее к стенкам формы. Плотное прижатие композиции к форме обеспечивает равномерное распределение в ней связующего и волокна, удаление пузырьков воздуха и уплотнение материала (рис.).

Рис. Приспособления для вакуум- (а) и пневмоформования (б) эластичным пуансоном: 1 – форма, 2 – формуемое изделие, 3 – эластичный пуансон, 4 – вакуумная сеть (а), подача давления (б)
Отверждение осуществляется нагреванием формы с помощью горячей воды и при давлении около 90 – 95 кПа в гидро- или автоклаве. Изделия, полученные формованием эластичным пуансоном, обладают более высокой размерной точностью и плотностью, а также повышенными эксплуатационными характеристиками, по сравнению с изделиями, изготовленными ручной выкладкой. Этот способ формования находит широкое применение для получения трехслойных (сэндвичевых) конструкций с пенопластовым заполнителем, малогабаритных строительных конструкций, при получении емкостей для воды, стеклопластиковых корпусов огнетушителей, фильтров и др. Если емкости, имеющие форму тел вращения, должны выдерживать высокие давления, их необходимо изготавливать методом намотки.
Для получения изделий более сложной формы применяется метод отверждения в закрытой форме под давлением (на прессе) – метод компрессионного прессования. В этом случае оформление изделия осуществляется за счет прессования материала между жесткими пуансоном и матрицей. Пакет из наполнителя, пропитанного таким связующим, помещают в форму, состоящую из двух полуформ. После установки формы в пресс ее смыкают, прикладывают давление и выдерживают в таком состоянии до отверждения связующего. Получаемые при этом изделия обладают высоким качеством внутренней и наружной поверхностей в отличие от изделий, изготовленных ручной выкладкой. Кроме того, прессование обеспечивает более высокую плотность материала и сокращает продолжительность технологического цикла. Этот метод пригоден для крупносерийного производства изделий. Однако высокая стоимость оборудования и сложность изготовления прессформ больших размеров ограничивают размеры изделий, формуемых методом компрессионного прессования.
Этим методом получают листы текстолита и гетинакса. Для этого несколько слоев ткани (стеклянной, льняной) или бумаги, собранных в пакет нужной толщины и пропитанных связующим, помещают между горячими плитами пресса и выдерживают под давлением до отверждения связующего. Для повышения производительности прессование осуществляют на многоэтажных прессах.
Некоторые изделия, полученные любым из вышерассмотренных методов, могут нуждаться в механической доработке – обрезке неровных краев, приливов избытка связующего и т. д. Для этого применяют самые разнообразные методы – резание, фрезерование, сверление, обточка на токарном станке, шлифование и т.п.