В швейном производстве приходится перерабатывать материалы различной структуры и физико-механических свойств. Растяжимость, плотность, температура плавления, состояние поверхности и другие параметры определяют требования, которые предъявляются к рабочим органам и механизмам шьющей головки.
Вид стежка, выполняемого петлеобразующими органами, должен соответствовать растяжимости обрабатываемого материала. Если растяжимость стежка ниже такого же параметра материала, нитки в шве рвутся. Ранее мы говорили, что растяжимость цепного переплетения выше растяжимости челночного из-за различной структуры расположения ниток в стежке. И в зависимости от характера переплетения ниток все швейные машины обычно делят на две большие группы: челночные и цепные, точнее, выполняющие челночные стежки и образующие строчки, состоящие из стежков цепного переплетения.
Если принять весь объём работ, осуществляемых с применением ниточного соединения, за 100 %, то 76 % из них выполняется челночным стежком, 9 % – цепным однониточным, 2 % – цепным двухниточным, 5 % – краеобмёточным и 8 % – цепным двухниточным при одновременном обмётывании.
По числу игл машины классифицируются на одно-, двух-, трёх- и многоигольные.
По признаку специализации машины бывают универсальными и специальными. Универсальные машины предназначены для выполнения широкого круга операций, причём квалификация оператора здесь играет определяющую роль. Таковы машины 1022М, 97А и др.
Специальные машины создаются на базе универсальных и в той или иной степени оснащаются различными приспособлениями, позволяющими облегчить выполнение технологических операций.
Ещё один признак классификации – автоматизация. По этому признаку машины делятся на машины неавтоматизированные, автоматизированные, машины-полуавтоматы и машины-автоматы.
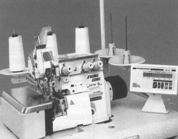
Следующий важный признак классификации швейных машин – технологический. По технологическому назначению различают (рис. 1):

а – машины стачивающие прямострочные;

б – машины стачивающие, выполняющие зигзагообразную строчку;

в – машины краеобмёточные и стачивающе-обмёточные;
г
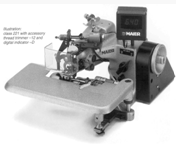
г – машины для выполнения потайных строчек;


д – полуавтоматы для изготовления петель

е – полуавтоматы для пришивания пуговиц;
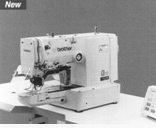
ж – полуавтоматы для изготовления закрепок и пришивания фурнитуры (короткошовные);
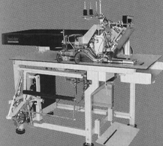
з – полуавтоматы длинношовные;

и – полуавтоматы вышивальные и отделочные.
Рис. 1. Классификация машин по назначению
По скоростным характеристикам машины делятся на три группы:
- низкоскоростные (частота вращения главного вала до 2500 мин-1);
- среднескоростные (от 2500 до 5000 мин-1);
- высокоскоростные (свыше 5000 мин-1).
Дальнейшие признаки классификации учитывают некоторые конструктивные особенности машин.
Так, в зависимости от расположения шьющей головки относительно оператора различают машины: праворукавные, леворукавные и фронтальные.
По величине вылета рукава (это расстояние от иглы до опоры рукава) машины принято делить на три вида: с уменьшенным вылетом (до 200 мм); с нормальным вылетом (от 200 до 260 мм) и длиннорукавные (свыше 260 мм). В последнем случае вылет может достигать 1 м.
В зависимости от расположения платформы шьющей головки относительно крышки стола машины делят на три типа: на уровне стола, выше и ниже.
Кроме того, швейные машины классифицируют по виду платформы: с плоской, рукавной, колонковой и специальной (И-образной, П-образ-ной и др.).