Важные факты о строение валика
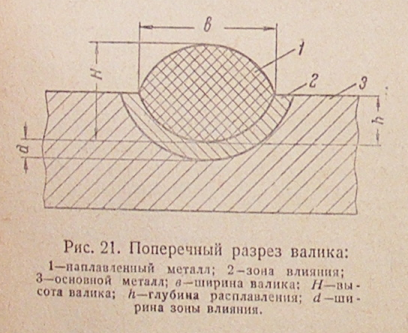
На рис. валик изображен в поперечном разрезе, где можно найти три основных размера, характеризующих валик:
1 Ширину
2 высоту
3 и так называемую глубину расплавления.

на рис хорошо видна структура шва

сварной шов
В нормальных случаях сварки ширина валика колеблется в пределах от 6 до 15 мм, высота от З до 8 мм и глубина расплавления от 2 до 5 мм.
Если мы разрежем пластину металла с валиком поперек оси валика и поверхность разреза отшлифуем, то на полученном шлифе увидим, что металл валика резко отделяется от основного металла пластины.
Металл, образующий валик, носит название наплавленный металл и обладает свойствами литого металла, т. е. такого, который получился в результате затвердевания жидкого расплавленного металла без последующей проковки, прокатки и тому подобной обработки.
Способы зажигания дуги.
Дугу зажигают коротким прикосновением электрода к изделию (впритык) или чирканьем концом электрода о поверхность металла ("спичкой"). Способ "спичкой" предпочтительнее, но он неудобен в узких, труднодоступных местах
КАСАНИЕМ

ЧИРКАНЬЕМ

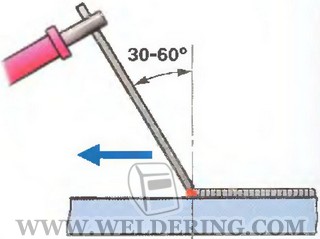
ПОЛОЖЕНИЯ ЭЛЕКТРОДА ПРИ СВАРКЕ
"УГЛОМ ВПЕРЕД"
Горизонтальные, вертикальные, потолочные швы, сварка неповоротных стыков труб

"ПОД ПРЯМЫМ УГЛОМ"
Сварка в труднодоступных местах

"УГЛОМ НАЗАД"
Угловые и стыковые соединения
ОКОНЧАНИЕ СВАРКИ
ОБРЫВ ДУГИ
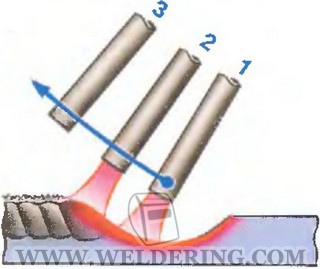
В конце шва нельзя обрывать дугу сразу. Электрод перемещают на верхний край сварочной ванны (1-2) и затем быстро отводят (3) от кратера
ЗАВАРКА КРАТЕРА
1-й способ

Дугу обрывают в конце сварного шва (1), а затем повторно зажигают (2) для формирования необходимой высоты шва
2-й способ

Особенности наплавки и ее виды
Это один из способов нанесения металлического слоя на поверхность детали путем расплавления реставрациоцнного материала ручной, газовой либо автоматической сваркой. Применяется наплавка в различных целях, но главное ее предназначение – восстановление изношенных деталей и их геометрических размеров. Иногда эту операцию проводят и для повышения качества материала, например, когда хотят улучшить коррозионную стойкость, повысить износоустойчивость, твердость, жаростойкость и т. д.
Огромную роль играет качество шва, ведь по сути он и определяет конечный результат. Дефекты в виде пор, трещин и разных включений недопустимы. Также необходимо придерживаться следующих правил:
1. Смешивание основного и присадочного материала должно быть минимальным.
2. Чем меньше будет сварочная ванна, тем лучше.
3. Припуски на последующую обработку должны находиться в строго заданных пределах.
4. Следует свести к минимуму напряжения и остаточные деформации в изделии.

Нанесение металлического слоя на поверхность детали
Для восстановления цилиндрических поверхностей допускается использование любого вида наплавки, но большей популярностью пользуется электродуговая и электрошлаковая технология. Первая может осуществляться открытой дугой в среде защитных газов или под слоем флюса. Каждый из этих способов имеет свои плюсы и минусы. Например, при наплавке открытой дугой не нужна специальная защита сварочной ванны. В среде защитных газов или под флюсом получается задавать свойства шва.
Недостатком электродугового метода можно назвать деформацию изделия из-за значительного нагрева. Также после наплавки деталь подвергается закалке, а это может спровоцировать появление горячих трещин. К тому же не обойтись без дополнительной термической обработки. Очень часто износ незначительный, а толщина наплавленного слоя составляет несколько миллиметров, и чтобы изделие соответствовало заданным размерам, потребуется дальнейшая механическая обработка.

Электродуговой метод наплавки
Отдав предпочтение вибродуговой наплавке валков можно рассчитывать на высокую производительность, а поверхность получается достаточно твердой даже без последующей термической обработки. По сути, это один из видов электродуговой сварки. Ее особенность – вибрирующий электрод с частотой от 20 до 100 Гц. Этим способом восстанавливают валы диаметром от 8 и до 200 мм.
Электрошлаковая наплавка (ЭШН) отличается высокой производительностью. Отдав предпочтение этому способу, получится обеспечить химическую однородность плакирующего слоя. Он будет иметь и одинаковую структуру на всей площади, что гарантирует равномерный износ детали. Также появляется возможность варьировать геометрию и химический состав шва в широких пределах. К недостаткам следует отнести такие особенности:
· возможность наплавки валов только в одном положении;
· процесс нельзя прерывать;
· материал шва имеет крупнозернистую структуру;
· необходимость в изготовлении технологической оснастки.
Из положения 1, не обрывая дуги, смещают электрод на 10-15 мм в положение 2, а затем в положение 3, после чего дугу обрывают