ОСНОВНЫЕ ЭЛЕМЕНТЫПРОЦЕССА РЕЗАНИЯ
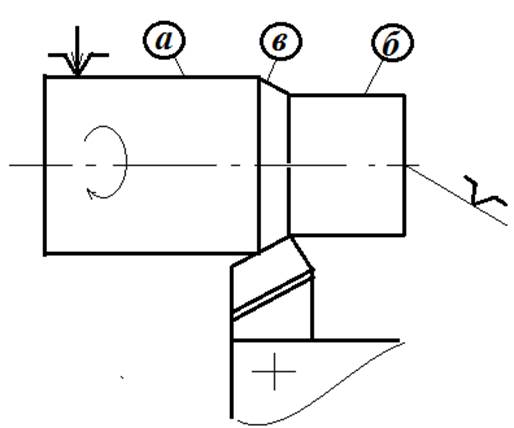
На примере токарной операции различают следующие поверхности:
а) обрабатываемая;
б) обработанная;
в) поверхность резания.
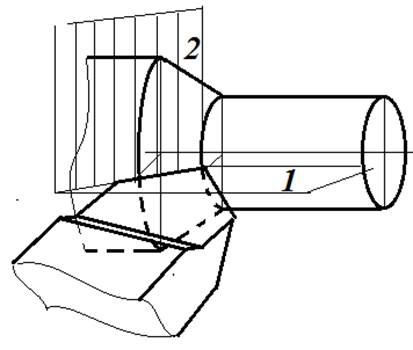
и плоскости:
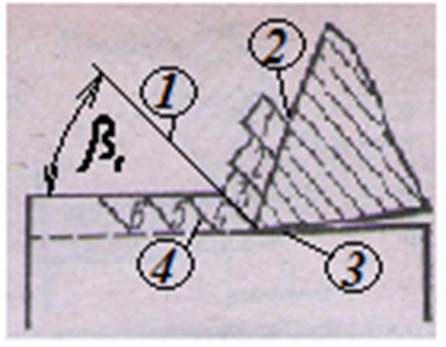
1) Основная плоскость - плоскость, проведённая через рассматриваемую точку режущей кромки, перпендикулярно вектору скорости главного движения (горизонтальная через ось вращения);
2) Плоскость резания – плоскость касательная к поверхности резания;
3) Рабочая плоскость – плоскость, в которой расположены направления скоростей главного движения и подачи;
4) Нормальная секущая плоскость – плоскость, нормальная к режущей кромке в данной точке.
При обработке деталей на металлорежущих станках различают следующие виды движения обрабатываемой детали относительно режущего инструмента:
1. Главное движение – определяет величину скорости резания, обеспечивает снятие стружки (при точении – вращение детали; при сверлении – вращение инструмента).
2. Движение подачи – обеспечивает непрерывность процесса снятия стружки за счёт перемещения инструмента.
3. Вспомогательное движение – установочные перемещения суппортов, задней бабки, поворот резцедержателя.
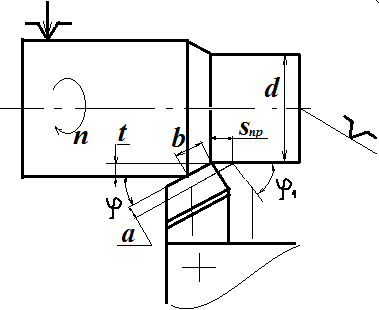
ЭЛЕМЕНТЫРЕЖИМА РЕЗАНИЯ
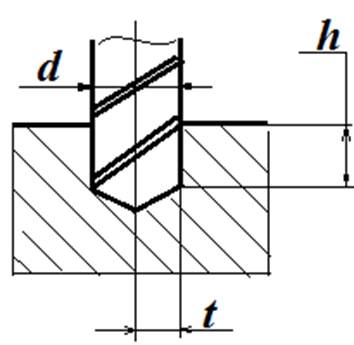
1. Глубина резания t – расстояние между обрабатываемой и обработанной поверхностями, измеренное по нормали. При переменном значении t (не цилиндрическая заготовка), в качестве расчётного значения выбирается её наибольшее значение.

при сверлении
2. Подача S – величина перемещения резца за один оборот детали (мм/об, мм/ дв. ход, мм/зуб.) продолная, поперечная, вертикальная, наклонная, круговая, тангенциальная, окружная.
3. Скорость резания V - окружная скорость перемещения обрабатываемой поверхности детали относительно резца, или окружная скорость наиболее удалённой от радиуса точки режущей кромки вращающегося инструмента.
 ,
, 
4. Площадь поперечного сечения срезаемого слоя
 ,
,
где a - толщина срезаемого слоя;
b - длина стороны срезаемого слоя
5. Производительность металлосъёма - объём снятой стружки в единицу времени Q = t s v / 1000
ТЕПЛОВЫЕ ЯВЛЕНИЯ ПРОЦЕССА РЕЗАНИЯ
Резание металла – это сопутствующие процессы упруго-пластических деформаций и трения. При этом работа, затрачиваемая при резании, может быть представлена в виде
Арез = Апласт + Аупр + Атр
Согласно ранее проведённым исследованиям - 85-90% работы резания преобразуется в теплоту, а 10-15% реализуется на разрушение кристаллической решетки обрабатываемого материала.
То есть теплота при резании составит
 [ккал/мин],
[ккал/мин],
Где  – сила резания, Н,
– сила резания, Н,
 скорость резания м/мин
скорость резания м/мин
Источники образования теплоты
1) Зона максимальных пластических деформаций – плоскость скалывания (работа пластических деформаций);
2) Контактирующие друг с другом прирезцовая поверхность стружки и передняя поверхность лезвия инструмента (работа сил трения);
3) Задняя поверхность лезвия инструмента и обработанная поверхность детали;
4) область пластических деформаций перед плоскостью скалывания.
Отвод теплоты из зоны резания.
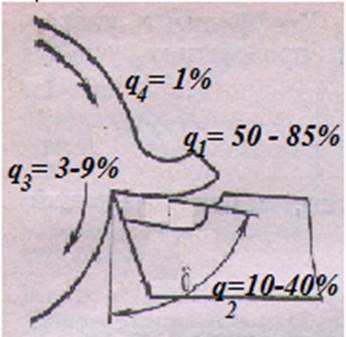
Образующаяся теплота распределяется между:
1) Стружкой – q1 = 50-85%;
2) Резцом q2 = 10-40%;
3) Обрабатываемой деталью q3 = 3-9%;
4) Излучением в окружающую среду q4 = 1%.
В итоге уравнение теплового баланса
Q1 + Q2 + Q3 + Q4 = q1 + q2 + q3 + q4 = 
Изменение условий резания приводит к изменению соотношения составляющих приходной и расходной частей уравнения теплового баланса. Например, увеличение поперечного сечения тела инструмента способствует лучшему теплоотводу в тело резца, что снижает температуру в зоне резания.
На величину температуры в зоне резания влияют:
1) Физико-механические свойства обрабатываемого материала (теплоёмкость, теплопроводность);
2) режим резания;
3) геометрические параметры инструмента;
4) Применение СОТС.
Температурный режим во многом определяет условия, а значит и продолжительность работы инструмента. В инструменте сосредотачивается почти вся теплота трения, а его режущее лезвие находится в зоне наибольшего тепловыделения, очень высоких давлений, дефицита какого либо смазочного действия.
При повышении температуры режущего инструмента изменяются физико-механические свойства материала, из которого он изготовлен, снижается его твёрдость, нарушаются геометрические формы и обуславливают три основных вида износа: