Глава 4 АВТОМАТИЗАЦИЯ МАТЕРИАЛЬНЫХ ПОТОКОВ В ИПС
При выборе технологического оборудования для комплексной автоматизации инструментального производств необходимо учитывать следующие требования:
1) максимальная автоматизация производственного процесса (загрузка-выгрузка деталей, смена инструмента, отвод стружки, контроль и диагностирование);
2) максимальная концентрация операций на станке с целью снижения числа переустановок заготовок и числа единиц оборудования;
3) выполнение принципа постоянства базирования заготовок при переходе от станка к станку;
4) компоновочная и программная стыковка технологического оборудования с транспортно-накопительной системой, измерительным и диагностическим комплексом и др.;
5) обеспечение быстрой переналадки технологического оборудования;
6) обеспечение заданной точности и качества обработки;
7) соответствие производительности оборудования годовому объему выпуска изделий;
8) минимальная себестоимость обработки и отпускная цена оборудования;
9) реальная возможность приобретения нового и использования имеющегося оборудования.
Оборудование выбирают в соответствии с особенностями инструментального производства.
По каталогам и отраслевым нормалям можно производить выбор методов и средств автоматической загрузки-выгрузки заготовок. деталей и инструментальных сборочных головок.
Существует алгоритм выбора технологического оборудования уровня гибких производственных модулей (ГПМ) для комплектования гибких производственных систем (ГПС). Исходными данными для процедуры выбора оборудования служат: изготавливаемых изделий и ГПМ, а также типизация технологических процессов. При сопряжении технологической операции с соответствующим ГПМ учитываются массогабаритные параметры заготовок, деталей, изделий и производится выбор технологической оснастки (спутники, устройства базирования, делительные головки и др.), обрабатывающего и измерительного инструмента.

|
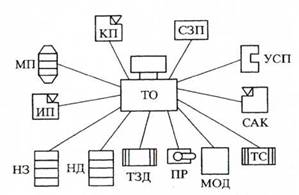
Технологическое оборудование, обеспечивающее автоматизацию материальных потоков, включает различные механические системы и управляющий вычислительный комплекс. Для наглядности механические системы на схеме могут быть сосредоточены вокруг специального технологического оборудования ТО, являющегося ядром ГПМ (рис. 4.1).
|
Рис.4.1. Комплект технологических средств ГПМ
В общем виде в комплект технических средств ТО входят:
а) накопители заготовок НЗ и деталей НД;
б) транспортер заготовок и деталей ТЗР;
в) транспортер стружки ТС;
г) измерительный пост ИП;
д) промышленный робот ПР;
е) система активного контроля САК обработки;
ж) механизм отбраковки деталей МОД;
з)магазин инструмента МИ с устройством автоматической смены инструмента УСИ;
и) средства контроля инструмента КИ (степени износа и поломок);
к) счетчиком числа заточек инструмента СЗИ.
Управляющий вычислительный комплекс (УВК) ГПС представляет собой систему:
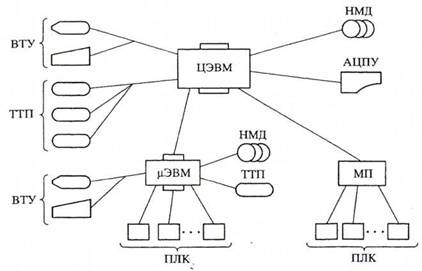
Рис. 4.2. Комплект технических средств управляющего вычислительного комплекса ГПС
Верхний уровень:
- центральная ЭВМ (ЦЭВМ)(выполняет обработку и распределение данных управляющих программ на несколько единиц оборудования с ЧПУ (рис. 4.2);
Второй уровнь:
- микроЭВМ и микропроцессорные системы МП;
- программируемые логические контроллеры (ПЛК).
МиероЭВМ и микропроцессоры задают режимы и согласования работы программируемых логических контроллеров ПЛК. ПЛК генерируют команды для различных исполнительных механизмов (приводы подач, устройства смены инструмента и т. п.).
ВТУ - видеотерминальное устройство;
ТТУ - технологические терминальные устройства.
Они используются для непосредственного сообщения оператору различных указаний и для связи оператора с диспетчером и другими службами предприятия (различные пульты). Таким образом, диспетчер и станочник-оператор могут вводить данные и команды (например, внеочередные заказы) прямо на рабочем месте в зависимости от текущей ситуации.