При последовательном виде движения производственный заказ – одна деталь, или одна собираемая машина, или партия деталей (серия машин) – в процессе их производства переходит на каждую последующую операцию процесса только после окончания обработки (сборки) всех деталей (машин) данной партии (серии) на предыдущей операции. В этом случае с операции на операцию транспортируется вся партия деталей одновременно. При этом каждая деталь партии машины (серии) пролеживает на каждой операции сначала в ожидании своей очереди обработки (сборки), а затем в ожидании окончания обработки (сборки) всех деталей машин данной партии (серии) по этой операции.
Производственная партия - это группа изделий одного наименования и типоразмера, запускаемых в производство в течение определенного интервала времени при одном и том же подготовительно-заключительном времени на операцию.
Операционная партия - производственная партия или ее часть, поступающая на рабочее место для выполнения технологической операции.
На рисунке 1 представлен график последовательного движения предметов труда по операциям.

При параллельном виде движения обработка (сборка) каждой детали (машины) в партии (серии) на каждой последующей операции начинается немедленно после окончания предыдущей операции, независимо от того что обработка (сборка) других деталей (машин) в партии (серии) на данной операции еще не окончена. При такой организации движения предметов труда несколько единиц одной и той же партии (серии) могут одновременно находиться в обработке (сборке) на разных операциях. Общая продолжительность процесса обработки (сборки) партии деталей (серии машин) значительно уменьшается по сравнению с тем же процессом, выполняемым последовательно. В этом заключается существенное преимущество параллельного вида движения, позволяющего значительно сократить продолжительность производственного процесса.
Однако при параллельном виде движения, в процессе обработки (сборки) партии деталей (машин) на некоторых рабочих местах могут возникать простои людей и оборудования (рис. 2), продолжительность которых определяется разностью между тактом и длительностями отдельных операций процесса. Такие простои неизбежны в том случае, если операции, следующие одна за другой, не синхронизированы (не выровнены по их длительности), как это обычно делается на поточных линиях. Поэтому практическое применение параллельного вида движения предметов труда оказывается безусловно целесообразным и экономически выгодным при поточной организации производственного процесса.
Необходимость выравнивания (синхронизации) длительности отдельных операций существенно ограничивает возможность широкого применения параллельного вида движения, что способствует применению третьего – параллельно-последовательного вида движения предметов труда.

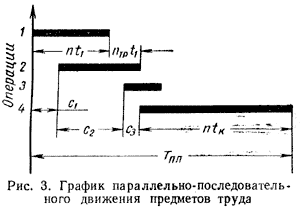
Параллельно-последовательный вид движения предметов труда характеризуется тем, что процесс обработки деталей (сборки машин) данной партии (серии) на каждой последующей операции начинается раньше, чем полностью заканчивается обработка всей партии деталей (сборки машин) на каждой предыдущей операции. Детали передаются с одной операции на другую частями, транспортными (передаточными) партиями. Накопление некоторого количества деталей на предыдущих операциях перед началом обработки партии на последующих операциях (производственный задел) позволяет избежать возникновения простоев.
Параллельно-последовательный вид движения предметов труда позволяет значительно уменьшить продолжительность производственного процесса обработки (сборки) по сравнению с последовательным видом движения. Применение параллельно-последовательного вида движения экономически целесообразно в случаях изготовления трудоемких деталей, когда длительности операций процесса значительно колеблются, а также в случаях изготовления малотрудоемких деталей крупными партиями (например, нормалей мелких унифицированных деталей и т. д.).
При параллельно-последовательном виде движения предметов труда могут быть три случая сочетания длительности операций:
1) предыдущая и последующая операции имеют одинаковую длительность (t1 = t2);
2) длительность предыдущей операции t2 больше длительности последующей t3, т. е. t2 > t3;
3) длительность предыдущей операции t3 меньше длительности последующей t4, т. е. t3 < t4.
В первом случае передача деталей с операции на операцию может быть организована поштучно; из соображения удобства транспортировки может быть применена одновременная передача нескольких деталей (передаточной партией).
Во втором случае последующая, менее продолжительная операция может быть начата только после окончания обработки всех деталей на предыдущей операции, входящих в первую передаточную партию. На рис. 3 это имеет место при переходе от первой операции ко второй.
В третьем случае (на рис. 3 – переход от 3 к 4-й операции) нет необходимости накапливать детали на предыдущей операции. Достаточно передать одну деталь на последующую операцию и начать ее обработку без всякого опасения возможности возникновения простоя. В этом, как и в первом случае, передаточная партия устанавливается только из транспортных соображений.
Момент начала работы на каждой следующей операции (рабочем месте) определяется по графику или путем расчета минимальных смещений.