
Рисунок1.14. Технологические и установочные размеры ИБ для сверления отверстия сборным сверлом
Выбор рабочего диаметра сверла DО4:
При выборе рабочего диаметра сверла учитываем предельно допустимую величину отношения длины просверленного отверстия в детали lо к его диаметру d1:
14 мм ≤ DО4 ≤ 63 мм при  ,
,
где lо = l7 – глухое отверстие тип 2.
L7 = 65 мм; d1= 38 мм.
Принимаем DО4 = 38 мм, согласно [1, с. H3]
Выбор длины рабочей части сверла LС
При выборе длины рабочей части сверла учитываем условие:
LC ≥ l7 + LСФ + lпер.,(1.11)
lпер. = LСФ + l′пер- длина выхода сверла из сквозного отверстия в конце рабочего хода,
где LСФ = 1 – 2 мм, длина торцового фасонного участка сверла, вследствие фасонной конфигурации режущих лезвий сверла,
l′пер = 1 - 3 мм – длина выхода из отверстия калибрующей части сверла
LC≥ 65 = 38+42
Принимаем LC= 80, согласно [1, с. H3]
Выбираем сверло с обозначением DT190-038WN40R01SO12-2D-IK [1, c.H3]
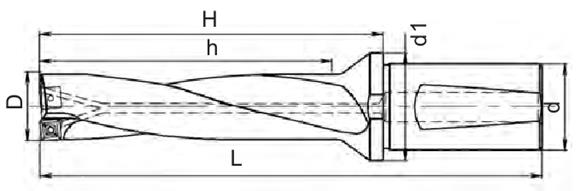
Рисунок 1.15. Сверло сборное
D = 38; h = 76 мм; H = 106 мм; L = 176 мм; d = 40 мм; d1 = 56 мм;z = 2
Конструкцию и параметры СРП (марка ИРМ, размеры и геометрия лезвия) для оснащения сверла принимают по рекомендациям [1, с.H1]

Рисунок 1.16. Конструкция СРП для сверла
ic = 11,6 мм; l = 11 мм; S = 4,8 мм; d1 = 4,1 мм; r = 1мм
Марка твердого сплава HCP30B. Пластина SOMT120410ER. Размеры СРП и геометрия лезвия – согласно [1, с. H1]. Используем систему обозначений СРП по ISO 1832 [1,c.H1] – Р30.
Расшифровка обозначения СРП:
S –квадратная форма пластины
О – задний угол, требующий более точного описания
М – класс точности
Т – тип пластины
12 – длина режущей кромки
04 – толщина пластины (S=4,8 мм)
10 – радиус при вершине режущей кромки 1 мм
Е – исполнение режущей кромки
R – направление резания
Размеры оправки для сверла конструкции TH-NC…W…H [1, c.I12-I14] принимают с учетом типа и размеров конического отверстия в шпинделе МС, диаметра хвостовика сверла, ограничительных размеров рабочего пространства МС и зазоров ∆.

Рисунок1.17. Оправка для сборного сверла с конусом 7/24
7/24; d = 40 мм; D = 80 мм; H = 120 мм.
При проектировании рассчитывают длинновые, габаритные LИБ4 и технологические LК4, LН4размеры ИБ для сверления отверстия, необходимые при эксплуатации. При расчете размера LК4 учитывают расстояние LФ от переднего торца фланца хвостовика до торца шпинделя МС.
LК4= H4+ LОП4, мм, (1.16)
где H4- длина сборного сверла, мм;
LОП4– длина оправки с учетом вычета длины фланца LФ;
LОП4 = 120-19,1=100,9 мм,
LК4 = 106+100,9=206,9 мм,
LН4= LК4 + LФ, мм, (1.17)
где LФ– расстояние от переднего торца фланца хвостовика диаметром DФ до торца шпинделя МС, мм.
Принимаем LФ = 19,1 мм согласно [1, cJ42]
LН4 = 206,9+19,1=226 мм,
LИБ4 = LН4+ Lкон, мм, (1.18)
где Lкон – расстояние от торца шпинделя МС до конца хвостовика, мм.
LИБ4 = 226+101,75=327,75 мм.
1.2.5. Проектирование ИБ для чернового растачивания отверстия

Рисунок.1.18. Технологические и установочные размеры ИБ для чернового растачивания отверстия двурезцовой расточной головкой
Исходя из исходных данных диаметр d3 = 43 мм, следовательно, применяем регулируемую расточную головку типа В406 с цилиндрическим хвостовиком [2, с.132, рис.3] с исполнением: В406.М.32.050.032 для чернового растачивания отверстий диаметром от 38 мм до 50 мм.

Рисунок1.19. Двурезцовая расточная головка для чернового растачивания
D1 = 38-50 мм; d1 = 32 мм; d = 18 мм; D = 32 мм; Резцы – R406.38…;
L = 50; мм L1 =64 мм
Выбор конструкции и типоразмера СРП:
Конструкцию и размеры СРП для оснащения черновой расточной головки принимаем по данным, приведенным в [2, с.137]. Используем систему обозначений СРП по ISO 1832 [1,c.A16-A17]
Выбираем типоразмер резца: R406.28-C06 с длиной режущей кромки 6 мм для оснащения головок В406.М.32.050.032.
Обозначение (код СРП): CCNW0608ERGRK25-K35
Расшифровка кода СРП:
CC… 06 – СРП ромбической формы с задними углами 70 при длине режущей кромки 6 мм.
N – класс точности
Т – тип сталь
08 – радиус при вершине режущего лезвия
E – исполнение режущей кромки
R–направление резания (правое)
S–резание стали
R – черновая обработка
Выбор вспомогательного инструмента:
Применяют базовые втулки В410.М.4 с хвостовиком 7/24 по стандарту
DIN 69871 [2, с.121, таблица] с учетом заданных типа и размеров
конического отверстия в шпинделе МС. Базирование и закрепление расточной головки в базовой втулке обеспечивает цилиндро-торцовое соединение [5, с.23, рис.2.10, в]

Рисунок 1.20. Оправка B410.M.4.50.120.80
7/24; d = 18 мм; D = 32 мм; L = 120 мм; L1 = 101 мм.
При проектировании рассчитывают длинновые, габаритные LИБ5 и технологические LК5, LН5размеры ИБ для сверления отверстия, необходимые при эксплуатации. При расчете размера LК5 учитывают расстояние LФ от переднего торца фланца хвостовика до торца шпинделя МС.
Расчет длины консольнойLК5 части с учетом длины сквозного растачиваемого отверстия диаметром d3 длиной l7.
LК5 ≥ l7 + lпер. + ∆, (1.13)
LК5≥ 65+3+5 мм
Принимаем LК5 =140 мм
LK5 = L+ LОП5, мм (1.20)
где LОП5 – длина оправки с учетом вычета длины фланца LФ, мм
LK5 = 64+74=138 мм
LН5 = LK5+LФ, мм (1.21)
LН5 = 138+26=164 мм
LИБ5 = LН5+ Lкон = 164+32=196 мм
Чертёж КР-НГТУ-151900(А13ТМв)-005приложение А