Краткие теоретические и учебно-методические материалы по теме
Существующие методы сварки плавлением могут быть классифицированы по виду источников теплоты, способы сварки - по характеру защиты ванны и свариваемого металла от взаимодействия с атмосферой воздуха, особенности введения теплоты, степени автоматизации процессов и другим признакам. По виду источника теплоты могут быть выделены методы сварки плавлением: дуговая электрошлаковая; электронно-лучевая; свето-лучевая; газовая; плазменная; термитная.
По характеру защиты свариваемого металла и сварочной ванны от окружающей атмосферы могут быть выделены способы сварки со шлаковой, газошлаковой и газовой защитой.
По особенностям введения теплоты различают способы сварки с непрерывным нагревом и импульсным.
По степени автоматизации процесса существующие способы сварки могут быть разделены на ручную, механизированную и автоматическую.
Характеристика наиболее широко применяемых в промышленности методов и способов сварки плавлением, учитывающая отмеченные технологические признаки, приведена в таблице
| Отличительные признаки способов сварки | Дуговая сварка | Электрошлаковая сварка |
| Источник теплоты | Теплота, выделяющаяся при бомбардировке поверхности нагрева заряженными частицами, и теплота плазмы столба дуги | Теплота, выделяющаяся при прохождении тока через расплавленный шлак |
| Характер защиты | Газошлаковая и газовая инертными и активными газами. Местная и общая. При нормальном внешнем и повышенном давлениях и в вакууме | Шлаковая |
| Введение теплоты | Непрерывный, импульсный | Непрерывный |
| Степень автоматизации | Ручная, механизированная и автоматическая | Автоматическая и механизированная |
| Отличительные признаки способов сварки | Лазерная сварка | Электронно-лучевая сварка |
| Источник теплоты | Теплота, выделяющаяся при бомбардировке поверхности нагрева электронами, получившими ускорение в поле высокого напряжения | Теплота, выделяющаяся при поглощении поверхностью нагрева индуцированного излучения с определенной длиной волны |
| Характер защиты | Общая в вакууме | Газовая инертными газами. Местная и общая. При нормальном и повышенном давлениях и в вакууме |
| Введение теплоты | Непрерывный, импульсный | Непрерывный, импульсный |
| Степень автоматизации | Автоматическая | Автоматическая |
| Отличительные признаки способов сварки | Газовая сварка | Плазменная сварка | Термитная сварка |
| Источник теплоты | Теплота, полученная при сжигании горючего газа в кислороде | Теплота, содержащаяся в ионизированном газовом потоке | Теплота, содержащаяся в перегретом жидком расплаве |
| Характер защиты | Газовая и газошлаковая | Газовая, инертными и активными газами. Местная и общая | Шлаковая |
| Введение теплоты | Непрерывный, периодический | Непрерывный | Непрерывный |
| Степень автоматизации | Ручная | Ручная и автоматически | Ручная |
Сварка плавлением — это сварка, осуществляемая местным сплавлением соединяемых частей без приложения давления. В соответствии с типом источника энергии, непосредственно используемым для образования сварного соединения, к сварке плавлением относятся следующие виды сварки*: дуговая, электрошлаковая, электронно-лучевая, плазменно-лучевая, ионно-лучевая, тлеющим разрядом, световая, индукционная, газовая, термитная и литейная. Основным признаком, по которому они различаются и который определяет их основные технологические возможности, является источник теплоты, которым в процессе сварки осуществляется воздействие на металл в зоне формирования сварного соединения.
ИСТОЧНИКИ ТЕПЛОТЫ, ИСПОЛЬЗУЕМЫЕ ПРИ СВАРКЕ ПЛАВЛЕНИЕМ
Для осуществления современных процессов сварки плавлением наиболее широко в качестве источников теплоты используются электрическая дуга, плазма (сжатая электрическая дуга), электрошлаковая ванна, электронный луч, лазер и газовое пламя.
Несмотря на существенные различия физической природы источников теплоты, используемых при сварке, в них можно найти и общие черты, характеризующие их
ТОСТ 19521-74 «Сварка металлов. Классификация».
энергетические возможности и позволяющие сравнивать их по единым параметрам. К важнейшим параметрам сварочных источников теплоты относятся:
- общая мощность;
- уровень концентрации мощности на единицу площади (пятна)нагрева;
- максимальная температура в пятне нагрева;
- эффективный коэффициент полезного действия источника нагрева (КПД), представляющий собой отношение мощности, вводимой в свариваемое изделие, к общей мощности, отбираемой от источника энергии. Для правильного выбора того или иного сварочного процесса применительно к конкретному изделию следует учитывать по крайней мере три основных фактора: техническую возможность применения процесса; качество и надежность получаемого соединения; энергетическую и экономическую эффективность сварочного процесса.
Источники теплоты различных способов сварки характеризуются рядом особенностей, которые определяют эффективность их применения в процессах сварки.
Таблица 1.1– Энергетические характеристики некоторых источников сварочного нагрева
| Источники энергии | Температура пламени или дуги, К | Наименьшая площадь нагрева, см2 | Макс. плотность энергии в пятне q2 , Вт/см2 |
| Газовое пламя | 3000 - 3500 | 1·10-2 | 5·104 |
| Топливно-плазменное пламя | 4000-5000 | 1·10-2 | 5·104 |
| Дуга в парах: щелочных металлов; железа | 4500 - 5000 5 000 - 6 000 | 1·10-2 | 1·107 |
| Дуга в газах: водород, азот аргон, гелий | 5 000 - 8 000 10000 - 20000 | 1·10-3 | 1·107 |
| Микроплазма | — | 1·10-6 | 1·108 |
| Электронный луч | — | 1·10-7 | 1·109 |
| Фотонный луч | — | 1·10-8 | 1·1010 |
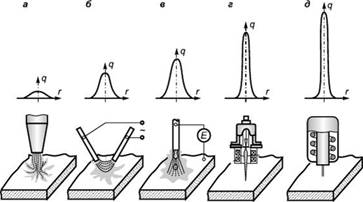
Рис. 4.1 Распределение теплоты q в пятне нагрева при различных способах сварки плавлением: а — газовой; 6 — дугой косвенного действия; в — плавящимся электродом дугой прямого действия; г — электронным лучом; д — лазером.
Общая мощность сварочных источников теплоты. Максимальная мощность источника теплоты (табл. 4.1) практически достигнута при электрошлаковом (-250 кВт) и электродуговом (-200 кВт) способах сварки. Хорошим диапазоном мощностей (примерно от 1 Вт до 100 кВт) характеризуются электронно-лучевые сварочные установки. Несколько меньшая максимальная мощность (-25 кВт) тока достигается в установке для сварки лазером. Максимальная мощность практически применяемого газосварочного пламени ограничивается -10 кВт.
По эффективности ввода теплоты в свариваемое изделие наиболее высоким значением КПД характеризуются электронный луч, сварочная дуга, а при большой толщине металла — электрошлаковый сварочный источник теплоты. Значительно менее эффективно использование лазера и газосварочного пламени.
Из термических источников пока наиболее распространена электрическая дуга ввиду простоты ее получения, поддержания и регулирования. Однако сравнительно невысокая предельная концентрация мощности в пятне нагрева снижает эффективность использования дуги при сварке толстостенных конструкций.
Высококонцентрированные электронные пучки находят в настоящее время все большее применение: для сварки химически активных и жаростойких, высокопрочных сталей сплавов, для сварки в условиях космического пространства и т. п.
Плазменная струя и газовое пламя широко используются для разделительной резки, напыления на поверхность изделия слоя со специальными свойствами и в других областях.
Перспективным источником сварочного нагрева является лазерный луч, обладающий наивысшей концентрацией мощности среди всех известных источников. Лазерный луч применяется пока для сварки изделий сравнительно небольшой толщины (до 15 мм). Серьезным недостатком этого источника является низкий КПД (до 15%). Мощные и высокоэффективные лазерные источники нагрева займут со временем достойное место в сварочном производстве.
Задание:
1. Изучите предложенный материал.
2. Законспектируйте материал. При конспектировании старайтесь выразить мысль своими словами. Записи следует вести четко, ясно.