Систему координат станка, выбранную в соответствии с рекомендациями ISO (Международной организации по стандартизации) принято называть стандартной. Стандартная система координат представляет собой правую прямоугольную декартову систему координат, в которой положительные направления осей координат определяются правилом правой руки: большой палец указывает положительное направление оси абсцисс Х, указательный — оси ординат У, и средний — оси аппликат Z.
Особенность системы в том, что ось координат Z принимают всегда параллельной оси главного шпинделя станка, независимо от того, как он расположен — вертикально или горизонтально. Эта особенность позволяет при ЧПУ для наиболее распространенной плоской обработки использовать в программах обозначения координат через Х и У независимо от расположения шпинделя (рисунок 3.1).
В качестве положительного направления оси Z принимают направление от заготовки к инструменту. Ось Х — всегда горизонтальна. Дополнительные движения, параллельные осям Х, У, Z обозначают соответственно U, V, W (вторичные) и P, Q, R (третичные). Вращательные движения вокруг осей Х, У, Z обозначают соответственно буквами А, В, С. Положительные направления вращений А, В, С вокруг координатных осей Х, У и Z показаны на рисунке 3.1. Для вторичных угловых перемещений вокруг специальных осей используются буквы D и Е.
Начало стандартной системы координат станка обычно совмещается с базовой точкой узла, несущего заготовку и зафиксированного в таком положении, при котором все перемещения рабочих органов станка описываются в стандартной системе положительными координатами.
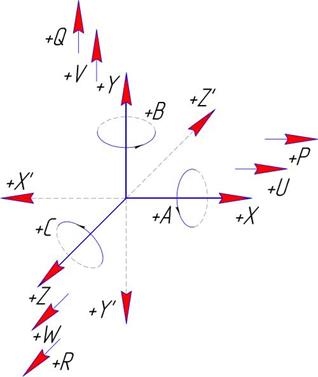
Рисунок 3.1 — Правая прямоугольная система координат станка
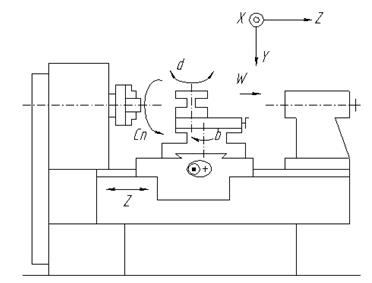
Системой координат токарного станка служит двухкоординатная система Х, Z. Начало этой системы принимается в базовой точке шпиндельного узла. Положительные направления осей системы координат токарного станка определяются расположением основного рабочего диапазона перемещений инструмента (рисунок 3.2, а, б).
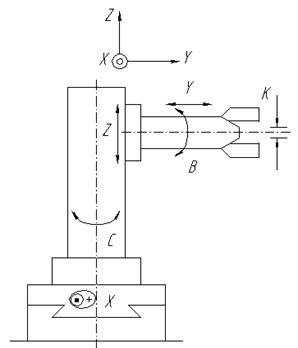
Для станков сверлильной, сверлильно-расточной и фрезерной групп применяется трехкоординатная система Х, У, Z. Начало этой системы координат принимается преимущественно в базовой точке стола, расположенного в одном из крайних положений. Направления координатных осей этой стандартной системы связаны с конструкцией станка (рисунок 3.2, в,г).
Движения рабочих органов станка задаются в программе координатами или приращениями координат базовых точек в системе координатных осей, определенных в стандартной системе координат. Система координатных осей рабочих органов станка представляет собой совокупность отдельных управляемых по программе координат, каждая из которых закреплена за конкретным рабочим органом станка и имеет индивидуальное обозначение, направление и начало отсчета. Для обеспечения общности методов подготовки программ рекомендации комитета ISO регламентируют обозначения и направления осей координат рабочих органов станка.
На рисунках 3.3–3.6 изображены схемы различного оборудования с ЧПУ, на которых указаны обозначения и положительные направления движений рабочих органов относительно стандартной системы координат, связанной с обрабатываемой заготовкой.

Рисунок 3.2 — Направления стандартной системы координат станка:
а — токарного при перемещении инструментов над осью вращения шпинделя; б — то же, под осью шпинделя; в, г — сверлильно-расточных и фрезерных с соответственно вертикальным и
горизонтальным расположением шпинделя
А б
Рисунок 3.3 — Компоновка токарного станка (а) и промышленного робота (б) с направлениями их
осей и движений
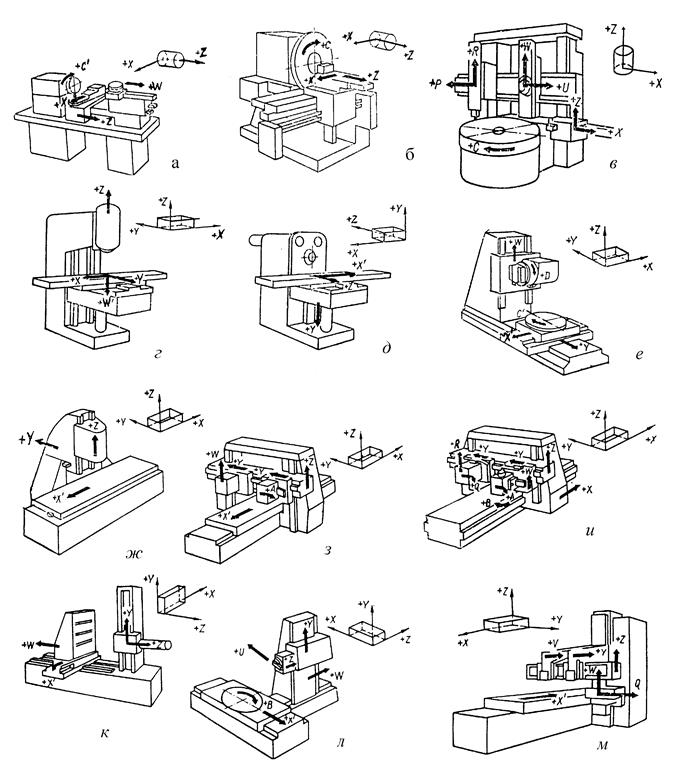
Рисунок 3.4 — Обозначение осей координат и направлений перемещений на схемах станков с
ЧПУ:
а — токарно-револьверного; б — лоботокарного; в — токарно-карусельного; г — вертикально-фрезерного; д — горизонтального консольно-фрезерного; е — фрезерного с поворотным столом и поворотной бабкой; ж — вертикального портально-фрезерного; з — двухстоечного портально-фрезерного; и — двухстоечного с подвижным порталом; к — горизонтально-расточного с неподвижной передней бабкой; л — с продольно-подвижной передней бабкой; м — продольно-строгального
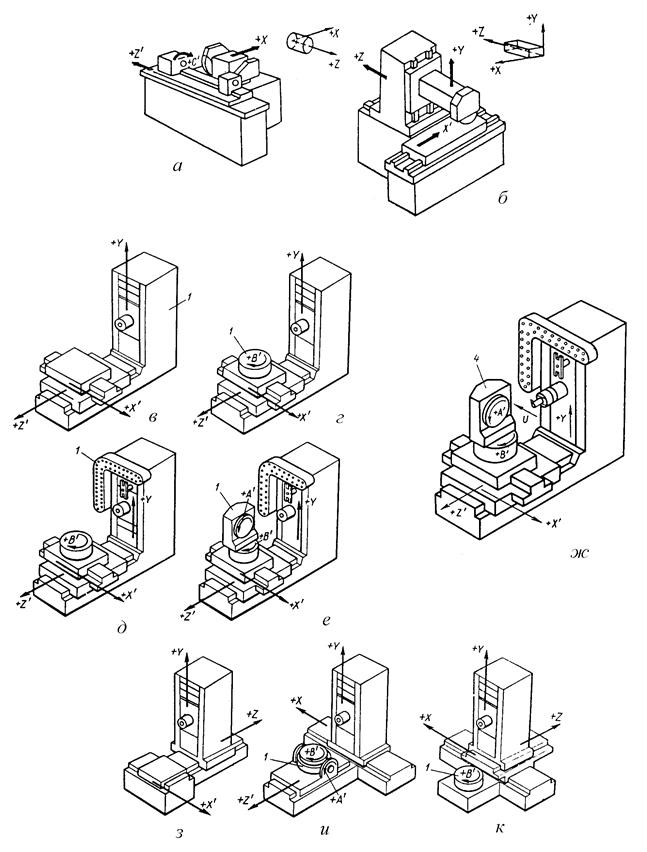
Рисунок 3.5— Обозначение осей координат станков с ЧПУ:
а — круглошлифовального; б — плоскошлифовального; в, г, д, е, ж — многооперационных станков средних габаритов; з, и, к — многооперационных станков различных компоновок
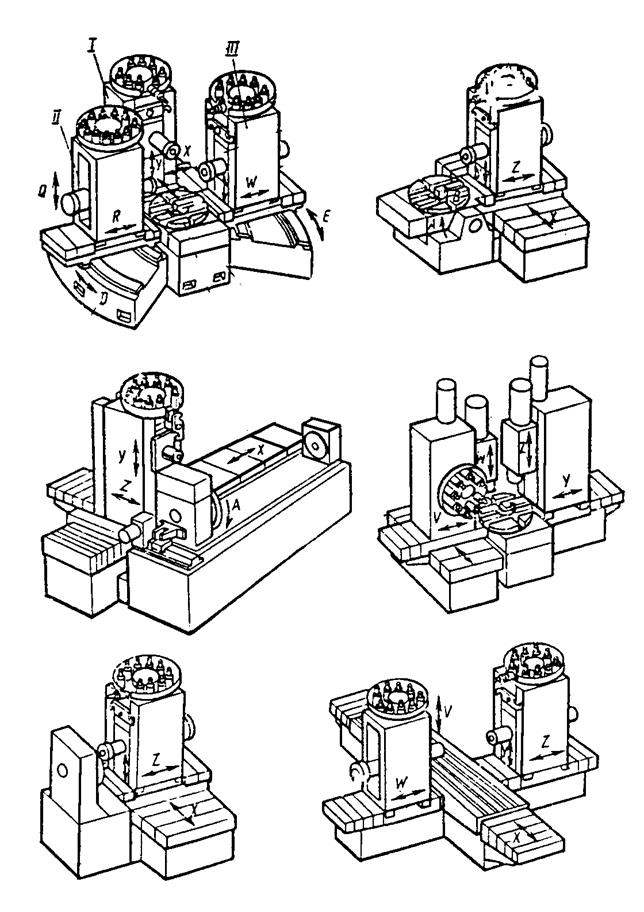
Рисунок 3.6 — Обозначение осей координат и направлений движений агрегатных станков с ЧПУ