Операция 000 заготовительная.
Операционный эскиз изображён на рисунке 2

Рисунок 2 - Операционный эскиз. Операция 000
Содержание операции: нарезать на абразивно-отрезном станке, заготовки выдерживая размер 1
Операция 005 – Токарная
Операционный эскиз изображен на рисунке 3
Заготовка закрепляется в трехкулачковом патроне DIN6350 Ø500мм

Рисунок 3 - Операционный эскиз. Операция 005
Содержание операции:
Переход1: Сверлить отверстие, выдерживая размер 1. Эскиз на переход изображен на рисунке 4. Выполняется черновое сверление внутренней поверхности сверломØ20. Сверло Р18ГОСТ 10903-77
Измерительный инструмент: штангенциркуль
1 переход

Рисунок4-Эскиз на переход 1. Операция005
Переход 2. Сверлить поверхность, выдерживая размеры 1. Эскиз на переход изображен на рисунке 5. Выполняется чистовое сверление внутренней поверхности сверлом. Материал сверла –Сверло 72 Р6М5 ГОСТ 10903-77 Измерительный инструмент: штангенциркуль.
2 переход

Рисунок 5-Эскиз на переход 2. Операция005
Операция 010 – Токарная
Операционный эскиз изображен на рисунке 6.
Заготовка закрепляется в трехкулачковом патроне DIN6350 Ø500мм

Рисунок 6 - Операционный эскиз. Операция 010
Содержание операции:
Переход 1. Точить поверхности, выдерживая размеры 1 и 2. Эскиз на переход изображен на рисунке 7. Выполняется черновое точение наружной цилиндрической поверхности и торцовой поверхности резцом проходным токарным. Материал – твердый сплав Т15К6 ГОСТ 3882-7
1 переход 
Рисунок7-Эскиз на переход 1. Операция010
Переход 2. Точить поверхности, выдерживая размеры 1,2 и 3. Эскиз на переход изображен на рисунке 8. Выполняется чистовое точение наружной цилиндрической поверхности и торцовой поверхности резцом проходным токарным.Материал – твердый сплав Т15К6 ГОСТ 3882-74
2 переход

Рисунок8-Эскиз на переход 2. Операция010
Переход 3. Расточить отверстие, выдерживая размеры 1, 2. Эскиз на переход изображен на рисунке 9. Выполняется черновое растачивание отверстия расточным резцом. Материал – твердый сплав Т15К6 ГОСТ 3882-74.
3 переход

Рисунок9-Эскиз на переход 3. Операция010
Переход 4. Расточить отверстие, выдерживая размеры 1, 2. Эскиз на переход изображен на рисунке 10. Выполняется чистовое растачивание отверстия расточным резцом. Материал – твердый сплав Т15К6 ГОСТ 3882-74.
4 переход 
Рисунок10-Эскиз на переход 4. Операция010
Операция 015 – Токарная
Операционный эскиз изображен на рисунке 11.
Заготовка закрепляется в трехкулачковом патроне DIN6350 Ø500мм


Рисунок11- Операционный эскиз. Операция015
Переход 1. Точить поверхности, выдерживая размеры 1,2 и 3. Эскиз на переход изображен на рисунке 12. Выполняется черновое точение наружной цилиндрической поверхности и торцовой поверхности резцом проходным токарным. Материал – твердый сплав Т15К6 ГОСТ 3882-7

Рисунок12-Эскиз на переход 1. Операция015
Переход 2. Точить поверхности, выдерживая размеры 1,2,3и 4. Эскиз на переход изображен на рисунке 13. Выполняется чистовое точение наружной цилиндрической поверхности и торцовой поверхности резцом проходным токарным.Материал – твердый сплав Т15К6 ГОСТ 3882-74
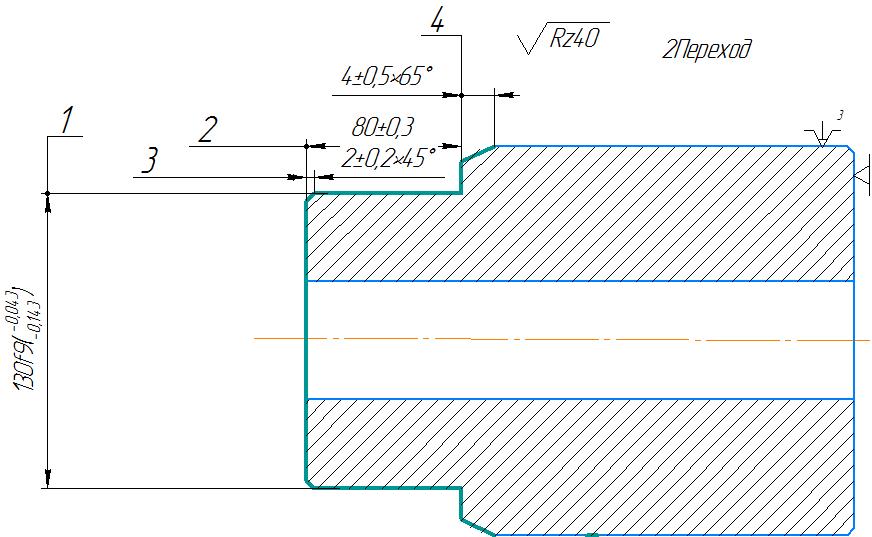
Рисунок13-Эскиз на переход 2. Операция015
Переход 3. Расточить отверстие, выдерживая размеры 1, 2. Эскиз на переход изображен на рисунке 14. Выполняется черновое растачивание отверстия расточным резцом. Материал – твердый сплав Т15К6 ГОСТ 3882-74


Рисунок14-Эскиз на переход 3. Операция015
Переход 4. Расточить отверстие, выдерживая размеры 1, 2 и 3. Эскиз на переход изображен на рисунке 15. Выполняется чистовое растачивание отверстия расточным резцом. Материал – твердый сплав Т15К6 ГОСТ 3882-74.

Рисунок15-Эскиз на переход 4. Операция015
Переход 5.Проточить паз, выдерживая размер 1и 2. Эскиз на переход изображен на рисунке 16. Выполняется протачивание канавочным резцом. Материал – твердый сплав Т15К6 ГОСТ 3882-74

Рисунок16-Эскиз на переход 5. Операция015
Переход 6.Проточить паз, выдерживая размер 1и 2. Эскиз на переход изображен на рисунке 17. Выполняется протачивание канавочным резцом. Материал – твердый сплав Т15К6 ГОСТ 3882-74

Рисунок17-Эскиз на переход 6. Операция015
Переход 7.Нарезать метрическую резьбу, выдерживая размер 1и 2. Эскиз на переход изображен на рисунке 18. Выполняется нарезание резбы Резец резьбовой 16х10х100 Т15К6 для наружной резьбы ГОСТ 2660-0001
| 1.6 |

Рисунок18-Эскиз на переход 8. Операция015
Операция 020 –фрезерная.
Операционный эскиз изображен на рисунке 19.
Заготовка закрепляется делительной головке

Рисунок19- Операционный эскиз. Операция020
Переход 1. Фрезеровать паз, выдерживая размеры 1, 2, 3 и 4. Эскиз на переход изображен на рисунке 20. Выполняется фрезерование паза, пазовой дисковой фрезой. Материал – Р6М5 ГОСТ 2250-0003,. Диаметр фрезы –ширина-6 мм. 
Рисунок20- Операционный эскиз. Операция020
Переход 2. Фрезеровать скругление, выдерживая размеры 1, 2, 3 и 4. Эскиз на переход изображен на рисунке 21. Выполняется фрезерование скругление паза, Фрезой радиусной с цилиндрическим хвостовиком Р6М5. Материал – Р6М5 ГОСТ 2250-0003.
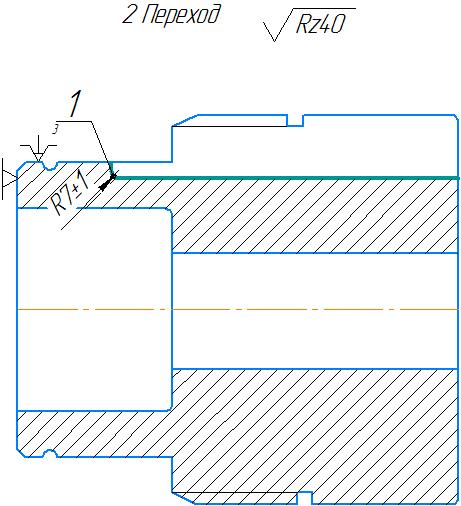
Рисунок 21- Операционный эскиз. Операция020
Переход 3. Фрезеровать паз, выдерживая размеры 1, 2 и 3. Эскиз на переход изображен на рисунке 22. Выполняется черновое фрезерование паза, Фрезой концевой. Материал – Р6М5 ГОСТ 2250-0003.Диаметр фрезы 38мм

Рисунок 22- Операционный эскиз. Операция020
Переход 4. Фрезеровать паз, выдерживая размеры 1, 2 и 3. Эскиз на переход изображен на рисунке 23. Выполняется чистовое фрезерование паза, Фрезой концевой Р6М5. Материал – Р6М5 ГОСТ 2250-0003.Диаметр фрезы 38мм
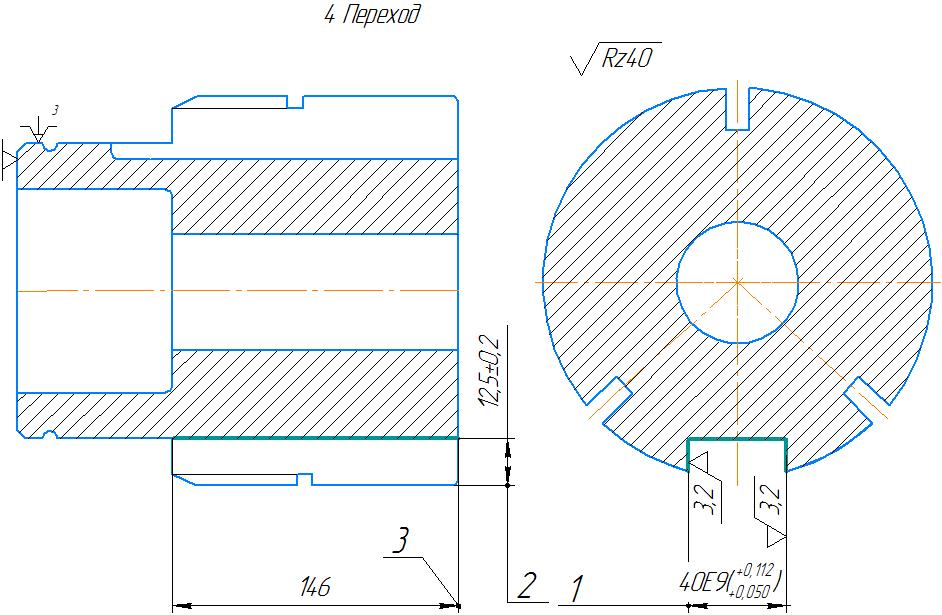
Рисунок 23- Операционный эскиз. Операция020
Операция 025 –Сверление
Операционный эскиз изображен на рисунке 24.
Заготовка закрепляется делительной головке

Рисунок24- Операционный эскиз. Операция025
Переход 1. Сверлить три отверстия, выдерживая размеры 1,2 и 3. Эскиз на переход изображен на рисунке 25. Выполняется сверление двух глухих отверстий спиральным сверлом. Материал сверла – быстрорежущая сталь Р6М5 ГОСТ 19265-73. Диаметр сверла – 7 мм.

Рисунок 25- Операционный эскиз. Операция025
Переход 2. Зенкеровать два отверстия, выдерживая размеры 1, 2 и 3. Эскиз на переход изображен на рисунке 26. Выполняется зенкерование двух сквозных отверстий зенкером. Материал зенкера – быстрорежущая сталь Р6М5 ГОСТ 19265-73. Диаметр зенкера – 8 мм.

Рисунок 26- Операционный эскиз. Операция025
Переход 3. Сверлить три отверстия, выдерживая размеры 1,2, 3 и 4. Эскиз на переход изображен на рисунке 27. Выполняется сверление двух глухих отверстий спиральным сверлом. Материал сверла – быстрорежущая сталь Р6М5 ГОСТ 19265-73. Диаметр сверла – 11 мм

Рисунок 27- Операционный эскиз. Операция025
Операция 030 – Слесарная
Операционный эскиз изображен на рисунке 28.
Заготовка закрепляется в тисках.
 Рисунок28 - Операционный эскиз. Операция030
Рисунок28 - Операционный эскиз. Операция030
Переход 1.Нарезать метрическую резьбу метчиком, шаг резьбы равен 1.5, выдерживая размеры 1,2, 3 и 4. Эскиз на переход изображен на рисунке 28. Выполняется нарезание резьбы метчиком
Расчет припусков
Минимальные припуски для проката вычесляются из следующих таблиц.
Табл. 2. Минимальные припуски на черновое обтачивание заготовок, полученных горячей штамповкой и из проката.
| Наибольший диаметр (диаметр обрабатываемой поверхности), штамповки, диаметр обрабатываемой поверхности заготовки из проката. | Черновое обтачивание горячештампованных заготовок из сталей и титановых сплавов. | Черновое обтачивание заготовок из проката обычной точности | ||||||||
| Припуск Zmin на диаметр при: | ||||||||||
| общей длине (длине обрабатываемого участка) штамповка | расчетной длине | |||||||||
| до 120 | св. 120 до 260 | св. 260 до 500 | св. 500 до 800 | св. 800 до 1250 | до 120 | св. 120 до 260 | св. 260 до 500 | св. 500 до 800 | св. 800 до 1250 | |
| До 50 св. 50 до 120 св. 120 до 260 св. 260 до 500 | 1,7 2,0 2,2 2,5 | 2,0 2,2 2,4 2,7 | 2,4 2,6 2,7 2,8 | 2,8 2,9 3,0 3,1 | 3,2 3,3 3,4 3,5 | 1,3 1,5 1,8 | 1,5 1,8 2,2 - | 2,0 2,2 2,4 - | 2,5 2,6 2,8 - | 3,1 3,2 3,3 - |
Для операции 010 переход 1 – 2,2 мм
Для операции 015переход 1 – 1,8 мм
Табл. 4. Минимальные припуски на чистовое обтачивание после черного обтачивания.
| Диаметр обработки | Чистовое обтачивание после чернового | Чистовое обтачивание после чернового и термообработки. | ||||||||
| Припуск Zmin на диаметр при расчетной длине | ||||||||||
| до 120 | св. 120 до 260 | св. 260 до 500 | св. 500 до 800 | св. 800 до 1250 | до 120 | св. 120 до 260 | св. 260 до | св. 500 до 800 | св. 800 до 1250 | |
| До 50 св. 50 до 120 св. 120 до 500 | 0,5 0,6 0,7 | 0,6 0,7 0,8 | 0,8 0,9 1,0 | 1,0 1,1 1,2 | - 1,3 1,4 | 0,8 0,85 0,9 | 1,0 1,1 1,1 | 1,2 1,2 1,3 | 1,4 1,5 1,6 | - 1,8 1,9 |
Для операции 010 переход 2 – 1,1 мм
Для операции 015 переход 2 – 0,85 мм
Табл. 17. Минимальные припуски на чистовое растачивание, чистовое зенкерование и развертывание отверстий.
| Диаметр отверстия | Чистовое растачивание, зенкерование | Развертывание |
| Припуск Zmin на диаметр | ||
| До 10 св. 10 до 30 св. 30 до 50 св. 50 до 120 св. 120 до 500 | - 0,5 0,6 0,9 1,2 | 0,12 0,16 0,20 - - |
Для операции 010, переход 4 – 0,9 мм
Для операции 025, переход 2 – 0,9 мм