Рис. 2б - Ротор короткозамкнутый
На внутренней поверхности сердечника имеются открытые пазы для укладки в них трехфазной обмотки, выполненной из изолированного провода. Оси обмоток расположены симметрично под углом 120° друг к другу.
Ротор (рис. 2, б) асинхронного электродвигателя состоит из вала, опирающегося на подшипники, сердечника и обмотки. Сердечник ротора набирается из штампованных листов электротехнической стали. На внешней поверхности сердечника имеются пазы, в которых размещаются медные или алюминиевые стержни обмотки ротора без изоляции. Концы стержней путем сварки или литья под давлением соединяются с кольцами. В результате получается короткозамкнутая обмотка ротора, напоминающая беличье колесо (рис. 3).
Рисунок 3 - Короткозамкнутая обмотка ротора асинхронного электродвигателя
| ПСТ.КР.140613.12.731.06.000.ПЗ |
| Изм |
| Документ |
| Лист |
| Подпись |
| Дата |
| Лист |








1.2.1 Принцип действия
Принцип действия асинхронного электродвигателя основан на взаимодействии индуктированного тока ротора с магнитным потоком статора. При включении обмотки трехфазного двигателя под напряжение источника трехфазного переменного тока внутри расточки статора образуется вращающееся магнитное поле, частота вращения которого равна.
n1 = 60fp (1)
где n1 - частота вращения магнитного поля, об/мин; f - частота тока, Гц; p - число пар магнитных полюсов двигателя.
Силовые линии вращающегося магнитного поля пересекают стержни короткозамкнутой обмотки ротора, и в них индуктируется ЭДС, которая вызывает появление тока и магнитного потока в роторе двигателя.
Взаимодействие магнитного поля статора с магнитным потоком ротора создает механический вращающий момент, под действием которого ротор начинает вращаться. Частота вращения ротора несколько меньше частоты вращения магнитного поля. Поэтому двигатель называется асинхронным.
Величина, характеризующая отставание ротора от магнитного поля в относительных единицах, называется скольжением, подсчитывают ее по формуле.
S = (n1−n2)/n1, (2)
где S - скольжение (относительная угловая скорость); n1 - частота вращения магнитного поля, об/мин; n2 - номинальная частота вращения ротора, об/мин.
Для включения двигателя в сеть его статорные обмотки должны быть соединены в "звезду" или "треугольник".
Для включения двигателя по схеме «треугольник» нужно начало первой обмотки соединить с концом второй, начало второй обмотки - с концом третьей и начало третьей - с концом первой. Места соединения обмоток подключают к трем фазам сети (рис. 4, а).
Чтобы двигатель включить в сеть по схеме «звезда», нужно все концы обмоток соединить электрически в одну точку, а все начала обмоток присоединить к фазам сети (рис. 4, б).
| ПСТ.КР.140613.12.731.06.000.ПЗ |
| Изм |
| Документ |
| Лист |
| Подпись |
| Дата |
| Лист |










Схемы включения всегда приводятся на обратной стороне крышки, закрывающей коробку выводов электродвигателя.
Для изменения направления вращения трехфазного асинхронного электродвигателя достаточно поменять местами две любых фазы сети независимо от схемы включения электродвигателя. Для быстрого изменения направления вращения двигателя применяют реверсивные рубильники, пакетные выключатели или реверсивные магнитные пускатели.

Трехфазный асинхронный электродвигатель с короткозамкнутым ротором наряду с простотой конструкции, высокой надежностью в работе, долговечностью, низкой стоимостью и универсальностью, обладает одним существенным недостатком: при его пуске возникает пусковой ток, значение которого в 5-7 раз больше номинального. Большой пусковой ток, на который электрическая сеть обычно не рассчитана, вызывает значительное снижение напряжения, что, в свою очередь, отрицательно влияет на устойчивую работу соседних электроприемников.
Рисунок 4 - Схемы соединения: а - треугольник, б - звезда.
| ПСТ.КР.140613.12.731.06.000.ПЗ |
| Изм |
| Документ |
| Лист |
| Подпись |
| Дата |
| Лист |
Чтобы уменьшить пусковые токи трехфазных асинхронных короткозамкнутых двигателей больших мощностей, их включают с помощью переключателя схем со "звезды" на "треугольник". При этом сначала обмотки двигателя соединяются по схеме "звезда", потом, после того как ротор двигателя наберет номинальную частоту вращения, его обмотки переключаются в схему "треугольник". Снижение пускового тока двигателя при переключении его обмоток со звезды на треугольник происходит потому, что вместо предназначенной для данного напряжения сети схемы "треугольник" каждая обмотка двигателя включается на напряжение в √3 раз меньшее, а потребляемый ток снижается в три раза. Снижается также в три раза и мощность, развиваемая электродвигателем при пуске. Поэтому изложенный способ снижения пускового тока можно использовать лишь при нагрузке не более 1/3 номинальной.
На каждом электрическом двигателе должен быть технический паспорт в виде металлической пластинки, укрепленной на его корпусе. В паспорте трехфазного асинхронного электродвигателя приводятся его основные технические данные, тип электродвигателя, заводской номер, соответствие стандартам, номинальные: напряжение, ток, мощность, частота вращения, коэффициент мощности, коэффициент полезного действия, масса и др.
1.3 Управление
Электропривод токарно-винторезного станка 1Е61МТ питается от сети переменного напряжения 380 В.
Напряжение цепи управления 110 В переменного тока, напряжение цепи управления электромагнитными муфтами 24 В постоянного тока.Напряжение цепи местного освещения 24 В переменного тока, цепи сигнализации 29 В переменного тока.
Электропривод станка состоит из четырех трехфазных асинхронных электродвигателей:
- привода шпинделя типа 4АМI32М8/4У3 мощностью 5 кВт, n=1500 об/мин, U=380 В;
- привода быстрых перемещений каретки и суппорта типа ДПТП224СIУ3 мощностью 0,37 кВт, n=1500 об/мин, U=380 В;
- привода насоса охлаждающей жидкости типа X1422МУХЛ4 мощностью 0,12 кВт, n=3000 об/мин,U=380 В;
- привода насоса смазки,в комплекте со станцией смазки С4814 мощностью 0,12 кВт, n=3000 об/мин,U=380 В;
Электродвигатели установленные на станке имеют низкий коэффициент полезного действия, и создают много шума в работе.
| ПСТ.КР.140613.12.731.06.000.ПЗ |
| Изм |
| Документ |
| Лист |
| Подпись |
| Дата |
| Лист |
Коробка скоростей главного привода станка имеет две электромагнитные муфты, посредствам которых осуществляется пуск и торможение шпинделя станка.
Органы управления станком сосредоточены в шкафу управления.
На станке размешается пульт управления. На нем находятся следующие кнопки:
- рукоятка включения электрооборудования станка в сеть;
- рукоятка включения насоса охлаждения;
- рукоятка переключения скорости главного электродвигателя;
- кнопка включения ускоренных ходов каретки и суппорта;
- рукоятка пуска станка и реверсирования шпинделя;
- кнопка аварийная;
- кнопка пуска главного электродвигателя;
Также на пульте управления находится сигнальная лампа HL2, сигнализирующая наличие питания сети и HL1,сигнализирующая наличие питания трансформатора.
Установленные автоматические выключатели устарели и не отвечают требованиям безопасности. Они нуждаются в замене на более современные с лучшими характеристиками.
Необходимая скорость вращения двигателя М1 главного привода задается установкой переключателя S1 в положение 1 –первая, малая скорость, или в положение 2 –вторая скорость.
Установкой рукоятки вводного выключателя F1 в положение 1 электрооборудование станка подключается к питающей сети и включается сигнальная лампа НL1.
При воздействии на кнопку управления S7 включается реле К2, К3,КТ и магнитные пускатели К1, К7. Магнитный пускатель К7 включает электродвигатель М1 главного привода, а магнитный пускатель К1 –электродвигатель М4 станции смазки.
После запуска электродвигателя М1 могут быть включены: переключателем S11 –магнитный пускатель К10 электронасоса охлаждения М3, а рукояткой управления, левой или правой –шпиндель станка. Перемещение каретки может происходить независимо от запуска электродвигателя М1; кнопкой управления S10 включается магнитный пускатель К9 электродвигателя М2 быстрых перемещений каретки и суппорта.
Работа одновременно двумя рукоятками управления, например, включение шпинделя правой рукояткой, а отключение левой – невозможно.
| ПСТ.КР.140613.12.731.06.000.ПЗ |
| Изм |
| Документ |
| Лист |
| Подпись |
| Дата |
| Лист |
Если одной из рукояток шпиндель включен –вторая рукоятка никакого действия на работу привода не оказывает, так как, если работает правой рукояткой, реле К2 оказывается отключенным, а при работе левой рукоятки отключается реле К3. Но, если обе рукоятки находятся в нейтральном положении и реле К2 и К3 включены, то начинать работу можно любой рукояткой управления.
Для останова шпинделя рукоятку управления следует перевести из положения 3 в положение 2 “Шпиндель стоп”. При этом контакты переключателя s9 в цепях 3 и 5 замыкаются и включается реле КЗ, а контакт в цепи 9 размыкается и отключает реле К4 и через него К6. Контакт К6 в цепи 25 отключает электромагнитную муфту Y1, а в цепи 27 включает электромагнитную муфту Y2. Шпиндель тормозится и останавливается, но электродвигатель М1 продолжает вращаться в прямом направлении. После останова шпинделя реле К11 отключается и отключает электромагнитную муфту Y2.
При торможении реле К11 включается и отключается с помощью модуля времени АТ. Время торможения шпинделя задается в пределах 2…3 секунды и регулируется потенциометром модуля времени АТ1.
Чтобы включить обратный ход шпинделя “Шпиндель назад “, рукоятку управления следует перевести из положения 2 “Шпиндель стоп “ в положение 1 “Шпиндель назад”. При этом контакты переключателя S9в цепях 3 и 5 размыкаются и реле КЗ отключается, а контакт S9 в цепи 10 замыкается и включает реле К5.
При включении реле контакт К5 в цепи 13 размыкается и отключает магнитный пускатель К7 хода вперед электродвигателя М1 главного привода, контакт К5 в цепи 15 замыкается, включает магнитный пускатель К8 хода назад, и электродвигатель М1 начинает вращаться в обратном направлении.Другой контакт реле К5 в цепи 12 включит реле К6.
Контакт К6 в цепи 25 замыкается, включает электромагнитную муфту Y1, и шпиндель станка начинает вращаться в обратном направлении.
Для останова шпинделя рукоятку управления из положения 1 следует перевести в положение 2 “Шпиндель стоп”. При этом контакты переключателя S9в цепях 3 и 5 замыкается и включается реле КЗ, контакт S9 цепи 10 размыкается и отключается реле К5. Обесточенное реле К6отключает электромагнитную муфту Y1 и включает электромагнитную муфту Y2. При отключении реле К5 магнитный пускатель К8 остается включенным и двигатель М1 продолжает вращаться в обратном направлении.
При управлении шпинделем станка правой рукояткой управления команда “Шпиндель вперед“ или “Шпиндель назад“ подается переключателем S8. При подаче этих команд переключателем S8 реле К2 отключается, а реле К3 остается включенным. В остальном действие электросхемы аналогично действию при управлении шпинделем станка левой рукояткой управления.
| ПСТ.КР.140613.12.731.06.000.ПЗ |
| Изм |
| Документ |
| Лист |
| Подпись |
| Дата |
| Лист |
Релейно-контакторная схема используемая для управления станком 16Б16П обладает следующими недостатками:
- низкая надежность;
- большая потребляемая мощность;
- большие габариты схемы;
- затраты энергии на срабатывание;
- при длительном хранении катушки реле стареют.
Используемое напряжение 110В, для цепи управления не отвечает нынешним требованиям ГОСТа и является опасным для работающих на станке.
Контакты реле и пускателей изнашиваются, в них возникает искрение, что может привести к возникновению пожара.
Тепловые реле используемые для защиты электродвигателей от перегрузки устарели и не могут обеспечить надежную защиту.
Понижающий трансформатор используемый для питания цепей управления и местного освещения уже устарел, нуждается в замене.Он потребляет большую мощность при низком коэффициенте полезного действия.
В связи с указанными недостатками возникает необходимость модернизации станка 1Е61МТ.
1.4 Эксплуатационные требования
При уходе за электрооборудованием необходимо периодически, не реже одного раза в месяц, проверять состояние пусковой и релейной аппаратуры, обращая особое внимание на надежность замыкания и размыкания контактных мостиков пускателей. Все детали электроаппаратов должны быть свободными от пыли и грязи, винты контактных зажимов - затянуты.
Контакты изготовлены из серебросодержащих материалов, поэтому специального ухода и регулировки не требуют, а в случае износа подлежат замене новыми. Зачищать контакты не рекомендуется, т.к. почернение поверхности не ухудшает их работы. При смене нагревателей тепловых реле их натяг и искривления не допускаются.
Во избежание появления ржавчины поверхность стыка сердечника с якорем пускателя нужно периодически смазывать машинным маслом с последующим обязательным протиранием сухой тряпкой (для предохранения от прилипания якоря к сердечнику).
Периодичность технических осмотров электродвигателей устанавливается в зависимости от производственных условий, но не реже одного раза в два месяца.
| ПСТ.КР.140613.12.731.06.000.ПЗ |
| Изм |
| Документ |
| Лист |
| Подпись |
| Дата |
| Лист |
При технических осмотрах проверяется состояние вводных проводов обмотки статора, производится очистка двигателей от загрязнения, контролируется надежность заземления и соединения вала с приводным механизмом. Периодичность профилактических ремонтов устанавливается в зависимости от производственных условий, но не реже одного раза в год.
Замену смазки подшипников при нормальных условиях эксплуатации следует проводить через 40000 ч работы. Рекомендуемая марка смазки – 158 ТУ38 101320-77. Камеру подшипника заполнять смазкой на 2/3 ее объема.
Профилактический осмотр автоматического выключателя необходимо производить не реже одного раза в шесть месяцев, а также после каждого отключения при коротком замыкании, в том числе и повторном.
При осмотре нужно очистить выключатель от копоти и нагара металла, проверить затяжку винтов, целостность пружин и состояние контактов.
Шарниры механизма выключателя следует периодически (примерно через 2- 3 тыс. включений) смазывать приборным вазелиновым маслом.
| ПСТ.КР.140613.12.731.06.000.ПЗ |
| Изм |
| Документ |
| Лист |
| Подпись |
| Дата |
| Лист |









2 ЭКСПЛУАТАЦИЯ
2.1 Организация обслуживания
Станок имеет типовую конструкцию, порядок поддержания работоспособности которой широко освещен в технической литературе, посвященной токарным станкам.
Таблица 1 - Содержит рекомендации очередности проведения планово -
предупредительных мероприятий
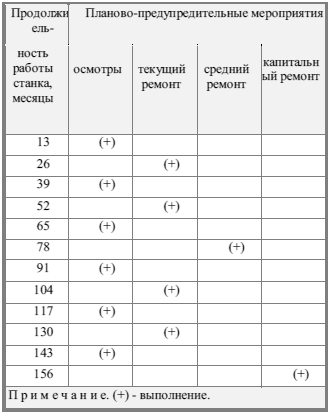
В частности, рекомендации по обеспечению работоспособности станка изложены в “Единой системе планово - предупредительного ремонта и рациональной эксплуатации технологического оборудования машиностроительных предприятий” (М.: Машиностроение, 1968).
| ПСТ.КР.140613.12.731.06.000.ПЗ |
| Изм |
| Документ |
| Лист |
| Подпись |
| Дата |
| Лист |
Необходимо помнить, что поддержание станка в работоспособном состоянии обеспечивается своевременно проводимыми профилактическими мероприятиями и высококачественным ежедневным обслуживанием. При этом нужно избегать лишней разборки станка, особенно узлов, определяющих точность обработки заготовок на станке (шпиндельная группа, винторезные цепи и т.п.).
Категория ремонтосложности механической части станка - 11 е.р.с., а электрической части - 7,5 е.р.с.
Ремонтный цикл (срок работы до первого капитального ремонта) при двухсменной работе станка - не менее 13 лет, ресурс по точности – не менее 26,0 тысяч часов, наработка на отказ - не менее 1,0 тысяч часов.
Таблица 1 содержит рекомендации очередности проведения планово - предупредительных мероприятий.
Нужно избегать обработки изделий с ударом. Не рекомендуется совмещать на одном станке чистовые и обдирочные операции.
Нельзя обрабатывать заготовки с дисбалансом, превышающим рекомендуемые значения.
| Рисунок 2 - Моторная установка |
Наибольшие допускаемые значения крутящего момента на шпинделе станка в зависимости от частоты вращения шпинделя приведены в подразделах 13.4.1 и 13.6.1 (таблица 27 - параметры механизма главного движения) РЭ.
| ПСТ.КР.140613.12.731.06.000.ПЗ |
| Изм |
| Документ |
| Лист |
| Подпись |
| Дата |
| Лист |
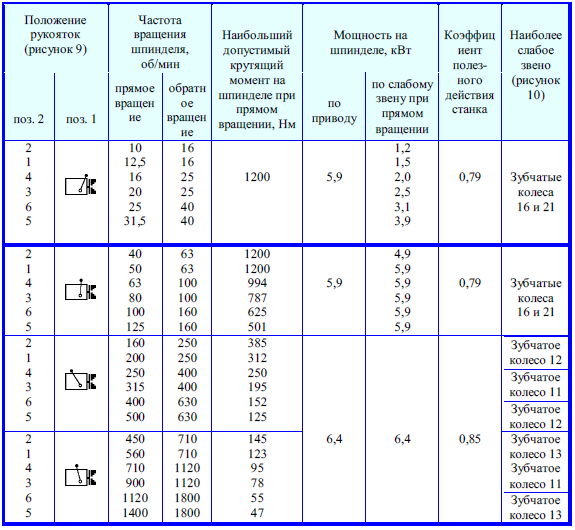
Данные о наиболее слабых звеньях приведены выше (таблица 2, 3)
Диаметр сверла при сверлении чугунных деталей не должен превышать 28 мм, при сверлении стальных - 25 мм. Работать с перемещениями каретки более 10 мм/мин не рекомендуется.
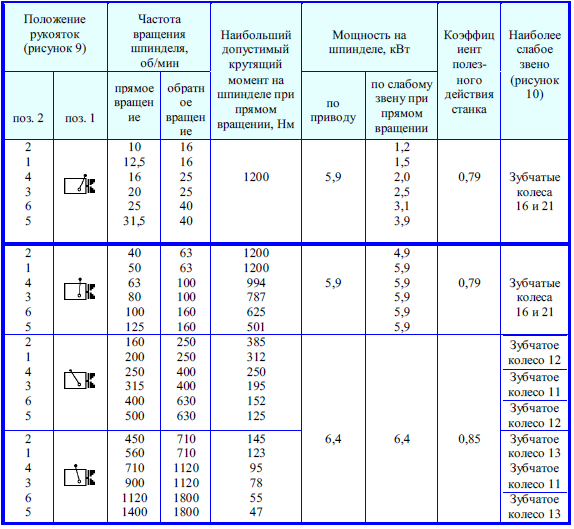
Таблица 2 - Параметры механизма главного движения
Период сохранения первоначальной точности и долговечности станка зависит от правильного функционирования всех его узлов и систем. В процессе эксплуатации возникает необходимость в регулировании отдельных составных частей станка с целью восстановления их нормальной работы.
Если с течением времени наблюдается уменьшение крутящего момента шпинделя, то, поскольку в станке имеется клиноременная передача от двигателя главного привода к фрикционному валу, следует проверить натяжение ремней. Если ремни недостаточно натянуты, их следует подтянуть.
| ПСТ.КР.140613.12.731.06.000.ПЗ |
| Изм |
| Документ |
| Лист |
| Подпись |
| Дата |
| Лист |
Для этого требуется снять нижний кожух, закрывающий моторную установку, отвернуть винты 1, 2 и 6 (рисунок 2), крепящие под моторную плиту 5, и, отвертывая гайку 8 оси поворота, опустить под моторную плиту до требуемого натяжения ремней.
Установка передней бабки в горизонтальной плоскости. Передняя бабка жестко закреплена на станине при сборке станка, и ее смещение в процессе эксплуатации нежелательно.
Таблица 3 - Параметры механизма главного движения
В случае необходимости установки передней бабки в горизонтальной плоскости следует снять облицовку коробки подач, ослабить винты крепления передней бабки к станине и регулировочным винтом установить положение оси шпинделя.
| ПСТ.КР.140613.12.731.06.000.ПЗ |
| Изм |
| Документ |
| Лист |
| Подпись |
| Дата |
| Лист |
Правильность положения оси шпинделя определяется по пробным проточкам заготовки. При достижении необходимой точности обработки заготовки затянуть винты крепления передней бабки к станине.
Рисунок 3 - Расположение органов управления станком
Регулирование фрикционной муфты. Когда натяжение ремня достаточное, а крутящий момент на шпинделе понижен, следует отрегулировать фрикционную муфту главного привода, расположенную в передней бабке. Для этого нужно открыть крышку передней бабки и снять маслораспределительный лоток. Поворотом гайки на валу приводного шкива, расположенной ближе к шкиву по часовой стрелке при утопленной (нажатой) защелке можно подтянуть муфту прямого вращения шпинделя, поворотом другой гайки против часовой стрелки - муфту обратного вращения.
Для облегчения регулирования муфты прямого вращения шпинделя рукоятку 8 (рисунок 3) нужно повернуть вправо, для облегчения регулирования муфты обратного вращения шпинделя - влево. Обычно достаточно повернуть эти гайки на 1/16 оборота, т.е. на один зубец. По окончании регулирования нужно убедиться в том, что защелки надежно вошли в пазы гаек. При повороте гаек более чем на 1/16 оборота следует проверить легкость включения фрикциона. Если включение рукоятки 8 (рисунок 3) производится с трудом, то муфта слишком затянута и следует несколько ослабить гайки.
Регулирование ленточного тормоза. Если при максимальном числе оборотов шпинделя с патроном (без закрепленной заготовки) время его торможения превышает 5 с, то нужно с помощью натяжных гаек подтянуть ленту тормоза.
Указания по регулированию зазоров в подшипниках опор валов коробки скоростей и шпинделя.
Зазоры в конических радиально - упорных подшипниках опор валов коробки скоростей выбираются подтягиванием регулировочных винтов, расположенных на торцевых стенках передней бабки. Для этого следует отвернуть контргайку, подтянуть винт и снова законтрить.
| ПСТ.КР.140613.12.731.06.000.ПЗ |
| Изм |
| Документ |
| Лист |
| Подпись |
| Дата |
| Лист |
Смещение шпинделя контролируется аттестованным индикатором с ценой деления не более 0,001 мм, устанавливаемым на шпиндельной бабке и
касающимся своим измерительным наконечником верхней части фланца шпинделя. Отклонение шпинделя на 0,001 мм должно происходить при приложенном усилии не менее 30-35 кгс. Если величина нагрузки при смещении на 0,001 мм значительно ниже указанной, то целесообразнее всего обратиться на завод с подробным описанием методи<