Здравствуйте студенты группы ЭГС-19-1!
Задание: Вам необходимо самостоятельно изучить материал, рассмотреть схему, выполнить задание.
Выполненную работу (ответы на вопросы) отправить отдельным файлом на электронную почту преподавателя.
Если такой возможности нет, выполненное задание предоставить в распечатанном (рукописном) виде после возобновления занятий
Обратная связь: ihor_2611@mail.ru
Тема: Многоэлектродная наплавка (МЭН)
Цели:
Образовательная:обучить студентов основным аспектам многоэлектродной наплавки, изучить основные характеристики МЭН, ознакомить студентов со схемой многоэлектродной наплавки
Развивающая: формировать интерес к учению; развивать познавательные интересы, прививать исследовательские навыки; развивать навыки самостоятельной работы, самоконтроля.
Воспитательная: Воспитание у обучающихся активности; обеспечение сознательного усвоения материала.
Задачи: освоить характеристики многоэлектродной наплавки.
Литература:
1. Юхин Н.А. Газосварщик: учеб. пособие для нач. проф. образования – М.: Издательский центр «Академия», 2010.
2. Г.Г Чернышов. Справочник электрогазосварщика и газорезчика: учеб. пособие для нач. проф. образования – М.: Издательский центр «Академия», 2006.
3. А.И. Герасименко «Основы электрогазосварки», Учебное пособие – М: ОИЦ «Академия», 2010г.
Ход урока:
1. Ознакомиться с изложенным материалом
2. Рассмотреть схему многоэлектродной наплавки:
3. Ответить на заданные вопросы.
Лекция:
Многоэлектродная наплавка (МЭН) относится к широкослойным способам дуговой механизированной наплавки, технологическая схема которой показана на рисунке 1. Сущность способа МЭН заключается в том, что несколько электродов (более двух), расположенные по фронту в одну линию на некотором расстоянии один от другого, подаются параллельно и одновременно в зону дуги. Причем все электродные проволоки подключены к одному полюсу источника сварочного тока и подаются в зону формирования общей ванны расплавленного металла.
Технологические возможности МЭН выше, чем у одноэлектродной наплавки: глубина и равномерность проплавления, благоприятные условия легирования наплавленного металла через флюс и в связи с этим более высокая однородность структуры наплавленного металла. При этом производительность МЭН, по сравнению с одноэлектродной наплавкой, увеличивается в 2-3 раза. Присущие процессу МЭН технологические достоинства могут быть реализованы только при оптимальном сочетании параметров режима и условий наплавочного процесса, для определения которых на первом этапе можно применять расчетный метод.
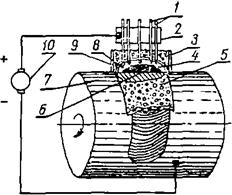
Рис. 1 Схема многоэлектродной наплавки:
1 — электроды: 2 — токопроводящий контакт; 3—флюс; 4— дуга; 5— лаковая корка; 6—наплавленный металл; 7 — деталь; 8 — газовый пузырь; 9 — эластичная оболочка из расплавленного флюса; 10 — источник тока
ХАРАКТЕРИСТИКА МНОГОЭЛЕКТРОДНОЙ НАПЛАВКИ
Многоэлектродную наплавку можно определить как нанесение слоя металла на поверхность изделия сваркой, осуществляемой двумя и более электродами одновременно с общим подводом сварочного тока. Этот способ еще называют наплавкой расщепленным электродом.
Способ обеспечивает высокую производительность процесса и качество наплавленного металла, снижение удельного тепловложения и, как следствие, уменьшение проплавления и коробления деталей.
Высокое качество металла при многоэлектродной наплавке достигается интенсивным перемешиванием металла и получением однородного химического состава наплавленного слоя в результате мощных конвективных потоков в сварочной ванне. Конвективные потоки образуются благодаря импульсному плавлению отдельных электродов и сложным магнитным и электрическим полям в зоне плавления электродов и ванне жидкого металла и шлака. Под воздействием магнитных и электрических полей ток, протекающий через ванну, способствует коагуляции неметаллических включений, а относительно длительное существование жидкой ванны создает условия для их всплывания.
Показано, что при использовании четырех электродов диаметром 3 мм достигается производительность расплавления электродного металла до 90 кг/ч. Высокая производительность наплавки (80— 200 кг/ч) при использовании 4—15 электродов и более диаметром 2, 3 и 4 мм отмечается.
В отличие от наплавки лентой, когда с увеличением ширины ленты выше критической производительность падает ввиду уменьшения плотности тока, у много-электродной наплавки с увеличением числа электродных проволок и ширины наплавки производительность непрерывно увеличивается. Дополнительные возможности повышения производительности процесса
открывает подача в сварочную ванну порошкообразных присадочных материалов которые уменьшают избыток количества теплоты в ванне, позволяют вести процесс на форсированных режимах и получать при этом высокое качество металла, создавать необходимые композиции сплавов из исходных компонентов прямо на поверхности изделия в ходе процесса наплавки. Наплавка слоя за один проход автомата позволяет проектировать роботы с минимальным числом рабочих движений.
Другой важной особенностью многоэлектродной наплавки является импульсное индивидуальное или групповое (по два-три и более) плавление электродов. При правильном выборе напряжения и скорости подачи электродной проволоки в многоэлектродной системе происходит самопроизвольное импульсное плавление электродов без применения специальных устройств.
Показаны условия плавления электродов в импульсном режиме, которые обеспечивают мелкокапельный перенос металла и на 20—25 % увеличивают количество расплавленного металла при сохранении величины расходуемой мощности. Это объясняется тем, что мгновенная плотность пульсирующего тока в электродах в 4 раза больше средней арифметической, приходящейся на один электрод.
Существует некоторая критическая скорость подачи электродов в сварочную ванну, при которой происходит скачкообразный переход от чередующегося к одновременному горению дуг на всех электродах. При этом суммарный сварочный ток увеличивается на 20—25 % и наблюдается мелкокапельный перенос металла с незначительным разбрызгиванием.
Импульсное плавление электродов благотворно влияет на качество наплавленного металла. Дуги, попеременно возникающие на электродах, оказывают на сварочную ванну сложное электрическое и механическое воздействие, вызывая в ней мощные конвективные потоки, которые способствуют ее хорошему перемешиванию, удалению газов и различных включений, а также улучшают формирование слоя.
Импульсное плавление электродов по фронту рассредотачивает тепловложение в основной металл и уменьшает глубину проплавления, сохраняя одновременно высокий градиент температуры в ванне. Однако
импульсное плавление электродов не всегда связано с короткими замыканиями на ванну. С помощью киносъемки и осциллографирования показано, что при наплавке четырьмя самозащитными проволоками во всем диапазоне значений сварочного тока и напряжения, соответствующих благоприятному формированию валика, перенос электродного металла происходит в виде потока мелких капель, непрерывно отделяющихся от оболочки и сердечника в процессе дугового разряда. Попеременное возбуждение дуг на отдельных или одновременно на нескольких электродах происходит без коротких замыканий на ванну.
Показано, что при искусственно созданной прерывистой подаче двух электродов в зону дуги колебания режима гораздо в меньшей степени сказываются на формировании и размерах валика, чем при одноэлектродной наплавке. При сварке двумя электродами, подключенными к одному полюсу источника тока, во всех случаях колебание суммарного тока намного меньше, чем тока на каждом электроде. Изменения тока и напряжения на дугах, связанные с капельным переносом металла, влияют на стабильность режима гораздо слабее, чем при одноэлектродной сварке. Увеличение числа электродов свыше четырех снижает колебания суммарного тока до 10 % и менее.
В зависимости от характера горения дуг (индивидуальное или групповое) температура ванны жидкого металла может быть разной. При индивидуальном горении дуг температура ванны снижается и, как следствие, уменьшается глубина проплавления основного металла. При групповом горении дуг температура ванны увеличивается и, как следствие, увеличивается глубина проплавления. Эта особенность характерна только для многоэлектродной наплавки и позволяет в широких пределах управлять металлургическими и технологическими свойствами процесса.
Еще одной особенностью многоэлектродной наплавки следует назвать возможность изменения числа электродов, подаваемых в зону горения дуги. Это позволяет получать наплавленные слои переменного химического состава путем подачи проволок различного химического состава по определенной программе; наплавлять изделия сложного профиля, например плужные лемехи, крестовины железнодорожных переводов
Домашнее задание:
1. Назвать основные элементы многоэлектродной наплавки?
2. Охарактеризуйте импульсное плавление электродов?