При выполнении некоторых операций механической обработки (сверление, растачивание) жесткость режущего инструмента и технологической системы в целом оказывается недостаточной. Для устранения отжима инструмента используют направляющие элементы. Они должны быть точными, износоустойчивыми и при большой производственной программе — сменными. Такими элементами приспособлений являются кондукторные втулки для сверлильных и расточных приспособлений.
Конструкция и размеры кондукторных втулок для сверления стандартизованы. Втулки бывают постоянные (рис. 35, а) и сменные (рис. 35, б). Постоянные втулки применяют в мелкосерийном производстве при обработке отверстия одним инструментом. Сменные втулки используют в массовом и крупносерийном производстве. Быстросменные втулки с замком (рис. 35, б) употребляют при обработке отверстия несколькими последовательно сменяемыми инструментами. Сменные и быстросменные втулки вставляют в постоянные втулки, запрессовываемые в корпус приспособления.
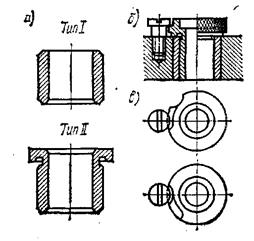
Рис. 35 – Схемы кондукторных втулок
При диаметре отверстия до 25 мм втулки изготовляют из стали марки У10А, закаливают до твердости HRC 60...65, при диаметре отверстия свыше 25 мм — из стали 20 (20Х) с цементацией и закалкой до той же твердости. Ориентировочный срок службы кондукторных втулок 10...15 тыс. сверлений.
Если инструменты направляются во втулке не рабочей частью, а цилиндрическими центрирующими участками, отверстие втулки выполняют с допусками по системе отверстия. Для определения предельных размеров отверстия допуски на диаметр инструмента принимают по соответствующим ГОСТам. Эксцентриситет наружной поверхности втулки по отношению к отверстию не должен превышать 0,005 мм. Между нижним торцом втулки и поверхностью заготовки оставляют зазор от l /з d до d, а при сверлении глубоких отверстий в стали—до 1,5d (здесь d— диаметр обрабатываемого отверстия). Посадочные поверхности втулок обрабатывают шлифованием (Rа=1>25...0,32 мкм). Поверхность отверстия для прохода инструмента отделывают (Rа=0,32...0,08 мкм) для повышения срока службы втулки. Примеры специальных втулок приведены на рис. 36. На рис. 36, а показана втулка для сверления отверстий на наклонных поверхностях; удлиненную быстросменную втулку (рис. 36, б) применяют, если обрабатывают отверстие в углублении заготовки; при малом расстоянии между осями отверстий используют срезанные втулки (рис. 36, в) или одну блочную (рис. 36, г).
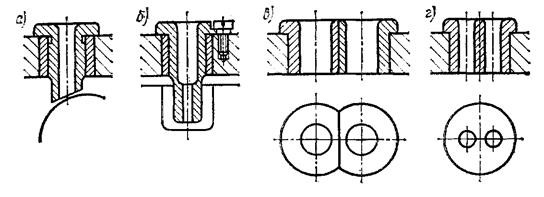
Рис. 36 - Примеры специальных втулок
Для направления борштанг (расточных оправок) применяют неподвижные и вращающиеся втулки. На рис. 37, а приведена конструкция вращающейся втулки, поверхность скольжения которой защищена от стружки. На рис. 37, б показана втулка, вмонтированная на подшипниках качения. В обеих конструкциях на внутренних поверхностях прорезан паз для шпонки борштанги; этим обеспечивается принудительное вращение втулок. Для облегчения попадания шпонки в паз втулки последнюю часто выполняют со скошенными кромками или плавающей. На внутренней поверхности втулки часто предусматривают пазы для прохода выступающих резцов-бортштанги.
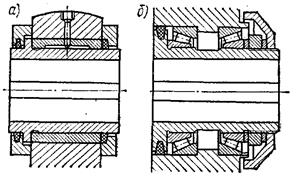
Рис. 37 – Схемы вращающийся (а) и неподвижной (б) втулок
К направляющим элементам приспособлений относятся также копиры, применяемые при обработке фасонных поверхностей сложного профиля. Их задача — направлять режущий инструмент по обрабатываемой поверхности заготовки для получения заданной траектории их движения.