Д.М. Толов, И.В. Маликов, А.К. Кузьмин, Е.А.Гусева
Национальный исследовательский Иркутский государственный технический университет
Проведен микроскопический анализ сварного соединения углеродистой стали. Исследования проводились на образцах малоуглеродистой стали. Изучены зоны сварного соединения. Определена марка стали. Приведены фотографии основного металла, металла шва и участков зоны термического влияния. Проведенная работа позволяет вести дальнейшие исследования по изучению участков зоны термического влияния, что позволит оценить их влияние на механические свойства сварного соединения в целом.
Актуальной задачей на сегодняшний день является необходимость получения сварных конструкций с требуемыми механическими свойствами. Это становится возможным при получении определенной микроструктуры сварного шва, что зависит от различных параметров сварки. Предметом наших исследований являлся сварной шов конструкций из углеродистых сталей. Для того чтобы выявить склонность металла и зоны термического влияния к образованию трещин и разрушению сварных конструкций надо исследовать микроструктуру сварного соединения,на которую могут оказывать влияние различные факторы. Мы будем исследовать влияние скорости охлаждения на структуру и зону термического влияния различных сталей при сварке. Для начала нужно исследовать и изучить микроструктуру сварного соединения низкоуглеродистой стали, что мы и сделали в данной работе.
Соединение, выполненное сваркой плавлением (малоуглеродистой, низколегированной) стали, состоит из следующих зон: металл шва 1; зона сплавления 2; зона термического влияния 3 и основной металл 4 (рис. 1).
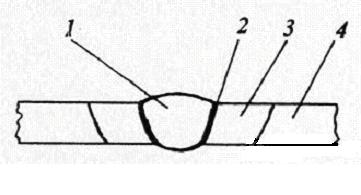
Рис.1. Строение сварного соединения
Металл шва– сплав, образованный расплавленным основным и наплавленным металлами или только переплавленным основным металлом.
Зона сплавления– зона, где находятся частично оплавленные зерна металла на границе основного металла и металла шва. Эта зона нагрева ниже температуры плавления. Нерасплавленные зерна в этой зоне разъединяются жидкими прослойками, связанными с жидким металлом сварочной ванны, в эти прослойки имеют возможность проникать элементы, введенные в ванну с дополнительным металлом или сварочными материалами. Поэтому химический состав этой зоны отличен от химического состава основного металла.
Зона термического влияния– участок основного металла, не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева или пластической деформации при сварке, наплавке или резке.
Основной металл– металл подвергающихся сварке соединяемых частей, чаще это малоуглеродистая сталь после прокатки.
Мы изучали структуру сварного соединения при помощи микроанализа. Микроскопический метод исследования металлов и сплавов (микроанализ), изучает структуру металлов и сплавов с помощью металлографического микроскопа. Для этого были приготовлены шлифы – образцы изучаемого металла со специально подготовленной плоской (шлифованной, полированной) поверхностью. Структура металлов сплавов, наблюдаемая при помощи микроскопа, называется микроструктурой. Специально приготовленные для проведения микроанализа образцы называются микрошлифами.
Приготовление микрошлифа состоит в вырезании образца, шлифовке и полировке его поверхности, выбранной для исследования, и последующего травления. На всех стадиях приготовления шлифа необходимо следить за тем, чтобы образец не перегревался, иначе это может повлечь за собой изменения в структуре.
Образец шлифовали вручную, начиная со шлифовальной шкурки с крупным зерном, с последующим переходом к шкуркам с более мелким зерном. При переходе к меньшему номеру зернистости очищали образец от абразиваи меняли направление шлифовки на 90°. После завершения шлифования образец тщательно промывали водой для полного удаления абразива. Затем полировали образец на полировальных станках для удаления рисок шлифования. Вращающийся диск станка был обтянут сукном, в качестве абразива использовали оксид хрома. Поверхность полированного шлифа – зеркальная (отсутствуют риски, царапины). Далее шлиф промывают водой и просушивают прикладыванием фильтровальной бумаги к полированной поверхности.
Под микроскопом изучают сначала шлиф до травления, затем – после травления. На нетравленой поверхности металла непосредственно после полировки можно обнаружить на общем светлом поле отдельные темные или серые точки, линии и пятна, которые могут представлять собой как не устраненные полировкой дефекты поверхности образца (раковины, поры, микротрещины, следы обработки – риски шлифования), так и неметаллические включения (оксиды, сульфиды, силикаты).
Для выявления полной картины микроструктуры металла образец подвергают травлению. Перед травлением поверхность микрошлифа обезжиривается спиртом, а затем погружается в травитель. Травителем в данном случае являлся 5%-ный раствор азотной кислоты в этиловом спирте. При травлении реактив взаимодействует с различными участками поверхности микрошлифа неодинаково, что приводит к разной степени их травимости и образованию микрорельефа поверхности. Более протравившиеся фазы и зерна выглядят более темными в отличие от светлых, непротравившихся. Для проведения микроанализа мы использовали металлографические микроскопы, вертикальный МИМ-7 и горизонтальный МИМ-8, которые позволяют рассматривать структуру в отраженном свете.
Структура сварного шва определяется условиями охлаждения, влияющими на процессы кристаллизации и на диффузионные процессы. Участок наплавленного металла (шва) имеет столбчатое строение (рис.2), т.к. процесс кристаллизации в металле шва имеет направленность: кристаллы растут в направлении, обратном отводу тепла, вглубь жидкой ванны, и металл приобретает столбчатую структуру. Кристаллит состоит из отдельных дендритов, имеющих общую направленность, которые иногда могут иметь и различную разветвленность. Группа дендритов, имеющая четкую границу, составляет столбчатый кристаллит. В корне шва, ближе к переходной зоне, составляющие столбчатый кристаллит дендриты разветвлены минимально. Сталь малоуглеродистая, микроструктура: феррит и небольшое количество перлита.
Структура литого металла с грубым столбчатым строением характерна для однослойных швов. Если шов выполнен в несколько проходов, то наложение каждого последующего шва оказывает тепловое влияние на нижний шов. В результате структура нижележащего шва становится мелкозернистой. Верхний шов при этом сохраняет литую структуру.
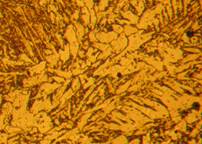
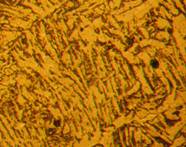
Рис.2. Металл шва
Зона термического влияния (ЗТВ)– это область сварного соединения, в которой происходят изменение структуры и свойств металла под действием выделяемого источником нагрева тепла. В ЗТВ для свариваемых сталей (малоуглеродистые, низколегированные) можно выделить шесть основных участков: неполного расплавления, перегрева, перекристаллизации, неполной перекристаллизации, рекристаллизации и участок перехода от ЗТВ к основному металлу. Зона термического влияния – это весьма неоднородная область сварного соединения, структура и свойства которого определяются фазовыми превращениями в стали, протекающими в процессе нагрева и охлаждения при сварке.
Участок неполного расплавления представляет собой очень узкую область – от 0,1 до 0,4 мм основного металла. Здесь проходит граница сплавления. Данный участок нагревается немного выше температуры плавления, т. е. происходит частичное оплавление зерен Структура: феррито-перлитная с окантовкой перлитных выделений ферритными прослойками. Структура характеризуется значительным ростом зерен, развивается ликвация и как следствие участок имеет пониженную прочность и пластичность. Структурный и химический состав в большой степени зависит от диффузии легирующих элементов между сварным швом и основным металлом,так как область неполного расплавления очень узкая,то сфотографировать ее нам не удалось.
Участок перегрева (рис.3) находится в интервале максимальных температур и ограничивается: со стороны шва – температурой участка неполного расплавления (1450°С, идет интенсивный рост зерна аустенита); со стороны основного металла – температурой плавления основного металла (1100 – 1200°С). На этом участке металл претерпевает полиморфное превращение из Fed(ОЦК-решетка) в Feg(ГЦК-решетка). Здесь наблюдается перегрев и, следовательно, рост аустенитного зерна. В процессе остывания образуется крупнозернистая видманштеттова структура. Формирующаяся неблагоприятная структура характеризуется резким снижением пластичности и снижением сопротивления хрупкому разрушению,что оказывает решающее влияние на качество сварного соединения.
Ширина этого участка 1-3 мм, – чем меньше его протяженность, тем выше качество сварного соединения. Перегретый металл является слабым местом в сварном соединении.
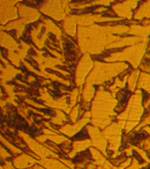

Рис.3. Участок перегрева
На участке перекристаллизации или нормализации (рис.4) температура находится несколько выше точки Ас3 (1000–900 °С). На этом участке происходит полная перекристаллизация или нормализация, образуется мелкозернистая структура. Длительность пребывания стали при этих температурах невелика, зерно аустенита не успевает вырасти. Участок характеризуется высоким комплексом механических свойств. Ширина в зависимости от способа и режима сварки изменяется от 1,2 до 4 мм.
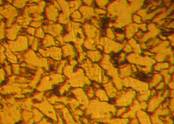
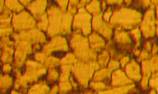
Рис.4. Участок нормализации
Участок неполной перекристаллизации (рис.5) имеет максимальную температуру нагрева в интервале температур точек от Ас1 до Ас3 (725–850°С). Структура состоит из крупных неперекристаллизовавшихся зерен феррита и расположенных вокруг них колоний мелких перекристаллизовавшихся зерен феррита и перлита. Механические свойства более низкие, чем у участка нормализации. Влияние на свойства сварного соединения менее отрицательны, чем у участка перегрева, механические свойства выше.

Рис.5. Участок неполной перекристаллизации
На участке рекристаллизации температура находится в пределах от 0,4Тпл до Ас1 (450–700°С). Здесь наблюдается рост новых равноосных зерен после упрочняющей термической обработки или после пластической деформации (ковка, штамповка, прокатка). Происходит рекристаллизация, которая вызывает разупрочнение металла, пластичность повышается. Если до сварки металл не подвергался пластической деформации (например, литые сплавы), рекристаллизации не происходит.
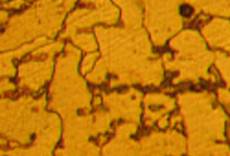
Рис. 5. Участок рекристаллизации
Участок перехода от ЗТВ к основному металлу охватывает температурный интервал 200–400°С, характеризуется резким снижением вязкости, которое обусловлено старением металла. Из пересыщенного феррита выпадают карбиды железа, оксиды, нитриды. Они скапливаются вокруг дефектных участков кристаллической решетки. На поверхности металла появляются синие цвета побежалости. Иногда этот участок называют участком синеломкости.
Основной металл (рис. 6) – это малоуглеродистая сталь. Структура: феррит и небольшое количество перлита. Приблизительное количество перлита (темные участки) 10-13%, что соответствует содержанию углерода ≈ 0,1%. Определенная нами марка стали 10.
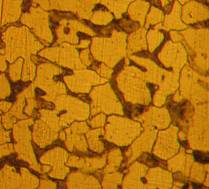
Рис. 6. Основной металл
Данная работа по детальному изучению отдельных зон сварного шва и участков зоны термического влияния имеет научное и практическое значение, так как, изменяя, можно влиять на механические свойства сварного соединения.
Список литературы
Ефименко Л.А., Прыгаев А.К., Елагина О.Ю. Металловедение и термическая обработка сварных соединений. М.: Логос, 2007. 456с.
Геллер Ю.А., Рахштадт А.Г. Материаловедение. М.: Металлургия, 1989. 387с.