| Расстояние между центрами, мм | 750, 1000, 1500, 2000 |
| Диаметр обработки над станиной, мм | |
| Ширина станины, мм | |
| Диаметр обработки над суппортом, мм | |
| Перемещение по X, мм | |
| Перемещение по Z, мм | 680, 930, 1430, 1930 |
| Размер патрона, мм | |
| Конус шпинделя | 1:20 |
| Диаметр отверстия в шпинделе, мм | |
| Диапазон скоростей шпинделя (частотник), об/мин | 7-135, 30-550, 110-2200 |
| Коробка переключения передач вращения шпинделя | 3-х ступенчатая |
| Общая мощность двигателя, кВт | 7,5 |
| Быстрые перемещения по осям x/z, мм | 6/10 |
| Точность установки инструмента, мм | 0,008 |
| Точность позиционирования по x/z, мм | 0,02 |
| Время смены инструмента, с | |
| Диаметр пиноли задней бабки, мм | |
| Ход пиноли, мм | |
| Конус задней бабки | M5 |
| Габариты станка, c РМЦ-750 мм (Д*Ш*В), масса, кг | 2580x1750x1620 мм, 2550 кг |
| Габариты станка, c РМЦ-1000 мм (Д*Ш*В), масса, кг | 2830x1750x1620 мм, 2600 кг |
| Габариты станка, c РМЦ-1500 мм (Д*Ш*В), масса, кг | 3330x1750x1620 мм, 2700 кг |
| Габариты станка, c РМЦ-2000 мм (Д*Ш*В), масса, кг | 3830x1750x1620 мм, 2800 кг |
2.3 Организация рабочего место для токарного станка с ЧПУ 16К20Ф3.
Рабочее место оператора представляет собой отдельный производственный участок, закрепленный за одним рабочим или за бригадой рабочих. Рациональная организация рабочего места повышает эффективность использования станков с ЧПУ и способствует выполнению работы на них c наименьшими затратами труда. Основными факторами, влияющими на организацию рабочего места, являются технологический процесс и организация производства, а также система обеспечения рабочего места заготовками, технической документацией, инструментом, приспособлениями и ремонтообслуживанием оборудования.
Прежде всего рабочее место должно обеспечиваться необходимым количеством заготовок, инструмента и приспособлений для бесперебойной работы в течение смены. Площадь рабочего места должна быть такой, чтобы, с одной стороны, она гарантировала оптимальные условия труда, а с другой - была бы экономически целесообразной.
Одной из наиболее важных характеристик рабочего места является эффективность его внутренней планировки.
Рациональная организация любого рабочего места предполагает наличие на нем определенного набора организационной и технологической оснастки, а также средств ухода за оборудованием.
Таблица 1. Перечень организационной оснастки на рабочем месте оператора токарного станка мод 16К20Ф3
| Оснастка | Столик приемный с инструментальными ящиками | Стеллаж-подставка | Решетка под ноги |
| Модель (обозначение) | С37.05.24 | СД37.02.10 | С37.94.01 |
| Назначение | Для хранения измерительного, слесарно-монтажного инструмента и технической документации | Для установки тары с деталями | Для предохранения ног и обуви рабочего от мелкой стружки и холодного пола |
| Габаритные размеры, мм | 960×670×830 | 250×750×300 | |
| Грузо-подъемность, кг | |||
| Кол. на одном рабочем месте |
Таблица 2. Средства ухода за оборудованием на рабочем месте оператора токарного станка мод. 16К20Ф3
| Средства ухода за оборудованием | |||
| Щетка-сметка волосяная | Для сметания пыли и стружки с оборудования | B×H×L=27×75×300 | |
| Совок | Для уборки мелкой стружки | L×H×B = 300× 120×130 | |
| Крючок | Для удаления стружки из зоны резания | L=400 | |
| Масленка колпачковая емкостью 0,5 л | Для смазки направляющих поверхностей | - | |
| Очки защитные | Для защиты глаз от повреждений | - | |
2.4 Режущий инструмент
В станках с ЧПУ применяют режущий инструмент общего назначения, т. е. инструмент, которым обычно работают на станках с ручным управлением. Однако к инструменту, предназначенному для применения в станках с ЧПУ, предъявляются повышенные требования по жесткости, взаимозаменяемости, качеству заточки, износостойкости и т. д.
Для крепления инструмента применяются инструментальные державки и резцовые оправки. Режущий инструмент настраивают, изменяя положение его в инструментальной державке. Если в суппорте станка или револьверной головке закреплены резцовые оправки, то в них устанавливают настроенные на размер малогабаритные резцовые вставки (рис. 4).
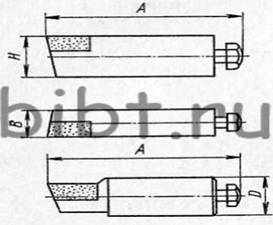
Рис. 4. Резцовые вставки с предварительно настроенным размером А.
В настоящее время в большинстве современных станков используются для закрепления резцов инструментальные державки (резцовые блоки), так как в этом случае не возникает необходимости в специальном режущем инструменте и можно работать обычными резцами (рис. 5).

Рисунок 5 Резцовые блоки без предварительной настройки на размер.
Из наиболее важных требований, которые предъявляются к резцовым блокам, следует отметить точную и стабильную установку блока в суппорте станка (повторяемость установки должна быть в пределах 0,001—0,003 мм) и малую массу блока. Установочными поверхностями у резцовых блоков служат чаще всего призмы и зубчатые рейки.
В станках с ЧПУ часто используются резцы с механическим креплением многогранных неперетачиваемых быстросменных пластинок из твердого сплава (рис. 6).

Рисунок 6. Сборные резцы с механическим креплением неперетачиваемых твердосплавных пластинок: 1 — стержень, 2 — твердосплавная пластинка, 3 — клин, 4 — винт зажима клина. 5 — базирующий штифт, 6 — твердосплавная подкладка.
Для обработки отверстий на станках с ЧПУ используются сверла, зенкеры, развертки как обычного исполнения, так и с цилиндрическим хвостовиком, поводком и винтом для установки их вылета (рис. 7). Для чистовой обработки отверстий диаметром свыше 20 мм используются расточные оправки с микрометрической регулировкой. Резец (1) смонтирован во втулке (3), в которой он может совершать поступательное движение при помощи лимба-гайки (2) относительно оправки (4) (рис. 8).
Рис. 7. Инструменты для станков с ЧПУ: а — сверло, б — зенковка.

Рис. 8. Расточная оправка для станков с ЧПУ.
Смена инструмента в станках с ЧПУ с револьверными головками производится автоматически. В соответствии с управляющей программой после окончания резания инструмент отводится от заготовки, заменяется, затем снова подводится в исходную позицию. Причем сначала осуществляется быстрый подвод инструмента в зону резания, а потом —подача на рабочей скорости.
Инструмент и принадлежности, закрепляемые в отверстиях револьверных головок станков с ЧПУ, не должны иметь повреждений (царапин, забоин, рисок) на хвостовиках.