ФХиТП
Исполнитель:
Студент гр. 10А52 ____________ Ли С.Е.
.
Руководитель
Доцент ___________ Зернин Е.А.
.
Юрга-2017
1. В данном опыте мы будем менять силу тока и напряжение при механизированной сварке в защитных газах.
1.1 Задали определенные геометрические параметры, сталь,режим сварки и сварочные материалы: Выбрали сталь 30ХГСА без скоса кромок.Толщина металла 6 мм, а величина зазора 2 мм. Силу тока установили на 200 А,напряжение на 20 В, скорость сварк 6 мм/c,скорость подачи проволки 270 м/ч, ток постоянный,прамая полярность.Метод сварки: механизированный в защитных газах. Установили проволку Св-08Г2С диаметром 1,2. Используемый газ-СО2.

1.2 Изеняем силу тока(I) на 250 А, а напряжение(U) на 25 В.  1.3 Изменяем силу тока(I) на 300 А, а напряжение(U) на 28 В.
1.3 Изменяем силу тока(I) на 300 А, а напряжение(U) на 28 В. 
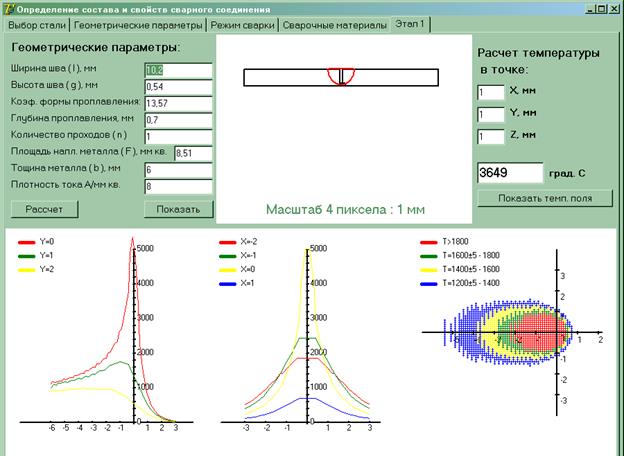
Вывод: Больше всего глубина проплавления зависит от силы сварочного тока. По мере увеличения силы сварочного тока глубина проплавления возрастает, по мере снижения — уменьшается. Напряжение на дуге оказывает существенное влияние на ширину шва и лишь незначительное на глубину проплавления. С увеличением напряжения значительно увеличивается ширина шва при некотором уменьшении глубины проплавления.
2. В данном опыте мы будем менять геометрические параметры и режимы сварки при РДС.
2.1 Задали определенные геометрические параметры, сталь,режим сварки и сварочные материалы: Выбрали сталь 30ХГСА без скоса кромок.Толщина металла 6 мм, а величина зазора 2 мм. Силу тока установили на 300 А,напряжение на 28 В, скорость сварк 5 мм/c, ток постоянный,прямая полярность.Метод сварки:РДС. Электрод Э-09Х1МФ диаметром 4 мм.

2.2 Изменяем силу тока(I) на 350 А, напряжение(U) на 30 В, толщину металла на 4 мм, а зазор на 1 мм.

2.3. Выбрали V-образную разделку кромки.Угол скоса кромки -30о, толщина металла – 14 мм, величина зазора – 1 мм, высота ступеньки – 1мм. Сила тока – 100 А, напряжение – 35 В, скорость сварки – 3 мм/с 
Вывод: скорость перемещения электрода вдоль сварного шва (скорость сварки) влияет на то, сколько времени есть у энергии дуги на то, чтобы проникнуть в основной материал в каждой отдельно взятой точке шва. По мере увеличения скорости сварки время нахождения дуги в отдельной точке шва снижается, из-за чего снижается глубина проплавления. По мере снижения скорости сварки время нахождения дуги в отдельной точке шва увеличивается, а глубина проплавления становится больше. Зазор, угол скоса кромок и глубина разделки определяют в основном форму усиления и долю участия основного металла в сварном шве для каждого режима сварки. Следовательно, чем больше зазор, угол скоса кромок и глубина разделки, тем меньше усиление шва и доля участия основного металла в шве.
3. В данном опыте мы будем менять сварочные материалы и режимы сварки при механизированной сварке под флюсом. 3.1 Задали определенные геометрические параметры, сталь,режим сварки и сварочные материалы: Выбрали сталь 08Х18Н10 без скоса кромок.Толщина металла 3 мм, а величина зазора 2 мм. Силу тока установили на 200 А,напряжение на 20 В, скорость сварк 5 мм/c, скорость подач проволки 270 м/ч. Метод сварки: механизиованная под флюом. Электрод Э-10Х5МФ диаметром 4 мм. 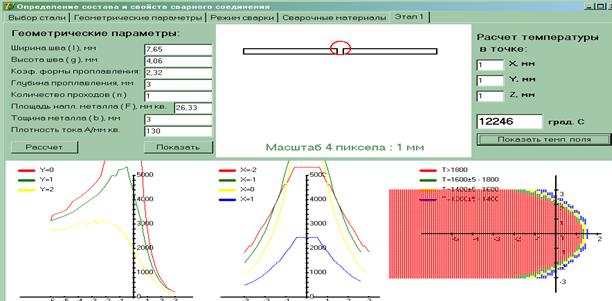
3.2 Изменили силу тока на 250, напряжение на 25, скорость сварки на 4. Взяли электрод э-09м с диаметром 5 мм. 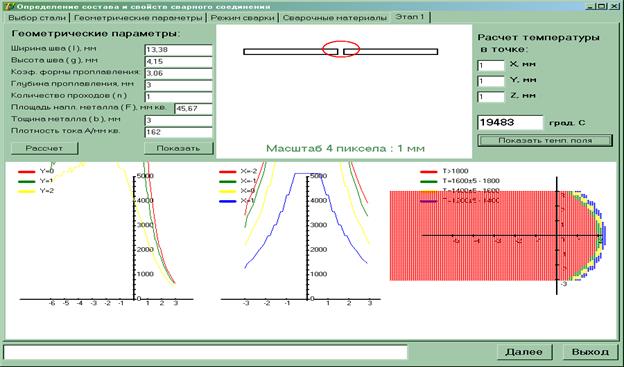
3.3 Изменили силу тока на 275 А, напряжение на 40 В, скорость сварки на 10 мм/с,скорость подачи проволки на 300 м/ч.Взяли электрод Э-09М с диаметром 6 мм.

Вывод: Ширина шва во всех случаях с увеличением скорости сварки уменьшается. Диаметр электродной проволоки значительно влияет на форму и размеры шва, особенно на глубину проплавления. С увеличением вылета электрода возрастает интенсивность его подогрева, а значит, и скорость его плавления. В результате толщина прослойки расплавленного металла под дугой увеличивается и, как следствие этого, уменьшается глубина проплавления.
4. Изменяем только геометрические параметры.


4,2 Изменяем режимы сварки 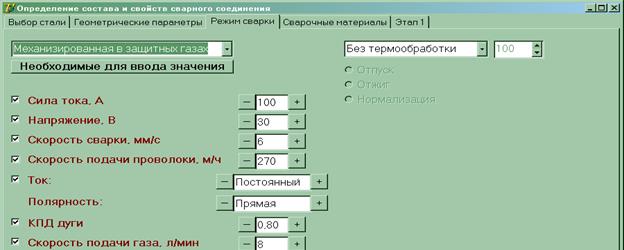

4.3 Изменяем сварочные материалы

Вывод: геометрические параметры, режимы сварки, сварочные материалы и выбор стали влияют на качество шва и его тепловые поля.