Содержание
Введение
Исходные данные
3.Расчёт автомата продольного точения:
а)-выбор режимов резания, определение параметров органа настройки привода главного движения;
- определение величины ходов инструментов и шпиндельной бабки;
- определение радиусов кулачков;
- определения числа оборотов шпинделя по переходам
- определение параметров органа настройки привода распределительного вала;
- предварительное определение времени одного цикла;
- определение углов холостых и рабочих ходов;
-определение производительности автомата.
б) Составить карту наладки автомата, используя в качестве исходного материала результаты расчёта наладки.
в) Вычертить кулачки.
Заключение.
Литература
Введение
Расчёты производятся для автомата продольного точения модели 1Б10П.
Технические характеристики:
Станки модели 1б10п предназначены для обработки методом продольного точения деталей типа тел вращения из калиброванного холоднотянутого прутка в условиях серийного, крупносерийного, массового производства
Класс точности станка по ГОСТ 8-82, (Н,П,В,А,С) П
Диаметр детали над станиной, мм 200
Диаметр детали над суппортом, мм 115
Длина обрабатываемой детали, мм 350
Габариты станка Длинна Ширина Высота (мм) 1310_690_1360
Масса 660
Мощность двигателя кВт 1.1
Пределы частоты вращения шпинделя Min/Max об/мин 35/3500
Число инструментов в магазине 24
На рисунке 2 предтавлена схема-компоновка автомата продольного точения модели 1Б10П.
 |
Рисунок 1схема-компоновка автомата продольного точения модели 1Б10П.
1 – пруток; 2 – шпиндельная бабка; 3 – шпиндель с цангой; 4 – стойка; 5 – люнетная втулка; 6 – вертикальный суппорт с резцом; 7 – балансир; 8 – дополнительное приспособление; 9 – распределительный вал; 10 - кулачки
На Рисунке 3 Приведена кинематическая схема автомата продольного точения модели 1Б10П.

Рисунок 3 - Кинематическая схема станка модели 1Б10П.
Исходные данные
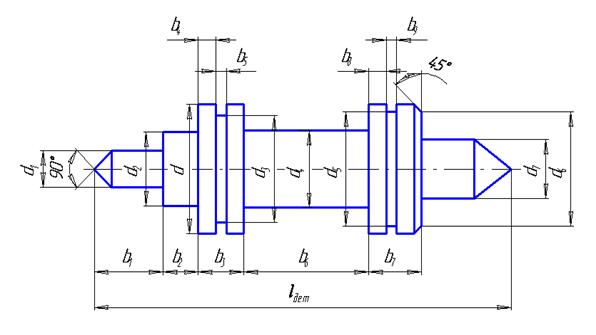
Ось (рисунок 10, таблица 2) изготавливается на автомате продольного точения модели 1Б10П. Переходы 1, 37, 38 (приложение 8,) осуществляются вертикальным суппортом №4, переходы 2, 5, 8 – суппортом №1 балансира, переходы 3, 6 – суппортом №1 и шпиндельной бабкой (ШБ), переходы 9, 14, 21, 26 – шпиндельной бабкой, переходы 10 – 13, 22, 23, 25 –вертикальным суппортом №3, переходы 15, 16, 20, 30, 32, 36 – суппортом №2 балансира, переходы 18, 34 – суппортом №2 и ШБ, переходы 27, 28, 30 – вертикальным суппортом №5. Ось изготавливается по 10 квалитету с параметром шероховатости Ra = 1,6 мкм. Результаты расчёта наладки сводятся в карту наладки, составленную по форме приложения 9.
 ,мм ,мм
| 5,4 | |
 , мм , мм
| 2,5 | |
 , мм , мм
| 3,6 | |
 , мм , мм
| 5,0 | |
 , мм , мм
| 3,9 | |
 , мм , мм
| 5,0 | |
 , мм , мм
| 3,7 | |
 , мм , мм
| 2,8 | |
 , мм , мм
| 9,0 | |
 , мм , мм
| 6,0 | |
 , мм , мм
| 7,0 | |
 , мм , мм
| 2,5 | |
 , мм , мм
| 2,0 | |
 , мм , мм
| 7,0 | |
 , мм , мм
| 8,0 | |
 , мм , мм
| 4,0 | |
 , мм , мм
| 2,0 | |
 , мм , мм
| ||
| Материал заготовки | Ст.20 | |
Расчёт автомата продольного точения
Выбор режимов резания, определение параметров органа
настройки привода главного движения
Определим скорость резания V (т. 6 с.27 методических указаний). Поскольку ведётся многоинструментальная обработка, то скорость резания следует выбирать наименьшую, подходящую для всех обрабатываемых элементов.
Принимаем V =40м/мин.
Определяем частоту вращения на шпинделе по формуле:
n =  , (1)
, (1)
где V - скорость резания, D - диаметр заготовки (вала).
n =  = 2359,04 об/мин.
= 2359,04 об/мин.
Скорректируем частоту вращения nд по паспортным данным станка (т.10 с.33 методических указаний)
Принимаем nд = 2250 об/мин.
Скорректируем скорость резания Vд с учётом принятой частоты вращения на шпинделе nд по формуле:
 (2)
(2)

Данное значение скорости резания является допустимым для всех обрабатываемых элементов (согласно т.6 с.27 методических указаний).
По таблице 7 с.28 УМК определим подачу S для каждого рабочего хода согласно технологического процесса.
S3 = 0,028; S6 = 0,028; S11 = 0,005; S11 = 0,005;
S18 = 0,03; S23 = 0,03; S28 = 0,03; S32 = 0,028;
S34 = 0,003; S38 = 0,004;
Определение величины хода инструмента и шпиндельной бабки автомата продольного точения.
На автоматах продольного точения режущим инструментам суппортной стойки можно сообщать только поперечную (радиальную) подачу. Продольная подача осуществляется перемещением шпиндельной бабки и резьбонарезного приспособления.
В зависимости от характера движения рабочих органов станка и формы режущего инструмента длина рабочего хода  определяется по формулам:
определяется по формулам:
- для инструментов, работающих с поперечной подачей:
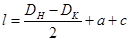 , мм (3)
, мм (3)
- для инструментов, работающих с продольной подачей:
 , мм, (4)
, мм, (4)
где DН и DК - соответственно, начальный и конечный диаметры обработки;
а - величина подвода инструмента на рабочей подаче;
с – величина перебега инструмента;
b – длина хода резания.
Величины a и c учтены в технологическом процессе и карте наладки, поэтому данные размеры можно не учитывать повторно.
Определим длины рабочих ходов для каждого перехода кроме переходов "пауза" (см. карту наладки, приложение А):






























Все полученные данные длины рабочих ходов занесём в карту наладки (приложение А).