Расчетно-графическая работа
«Проектирование технологического процесса сборки фиксатора»
по дисциплине
«Технология сборки ракет»
РГР.0268999.45.25.00.000.ПЗ
Руководитель работы
_________________________
________________________
(подпись, дата)
Выполнил студент гр.ПРК-132
_________________________
________________________
(подпись, дата)
Оценка _________________
Омск – 2017
Исходные данные
Вариант 25
В качестве исходных данных предоставляется набор конструкторской документации на изделие согласно варианту, в формате PortableDocumentFormat «.pdf»





 Содержание
Содержание
Исходные данные…………………………………………………………………2
Введение. 4
1. Разработка технологического маршрута. 5
2. Обоснование технологического процесса сборки. 5
3. Маршрутная карта сборки. 6
Заключение. 8
Список литературы.. 9
Приложение 1. Процесс построения трёхмерной модели изделия «Фиксатор» в САПР NX 10…………………………………………………………..………..10
Приложение 2. Маршрутная карта сборки……………………….……...…….21
Введение
Цель расчётно-графической работы - формирование навыков самостоятельнойразработки технологического процесса сборки на основе анализа сборочного чертежа.
Задачи расчётно-графической работы:
· ознакомиться спорядком разработки технологической документации на сборочную единицу;
· ознакомиться с расчётом технологической сборки изделия;
· приобрести практические навыки в построенииобъёмной моделисборочной единицы в системе автоматизированного проектирования SiemensNX 10.
Разработка технологического маршрута
Таблица 1. Технологический маршрут сборки фиксатора
| Индекс | Наименование операций, содержание переходов |
| А Б А Б А Б А Б А Б А Б А Б | 005 Комплектовочная Верстак слесарный 010 Контрольная Контрольный стол 015 Моечная Моечная машина 020 Сушильная Сушильный шкаф 025 Контрольная Контрольный стол 030 Сборочная Сборочный стол 035 Контрольная Контрольный стол |
Обоснование технологического процесса сборки
При сборке фиксатора применяется метод неполнойвзаимозаменяемости, при этом методе в серийном типе производства можно обеспечить точность сборки узла, за счет замены некоторых деталей.
Метод неполной взаимозаменяемости – с целью обеспечения изготовления деталей, при этом допуски на их геометрические размеры несколько увеличены. При сборке с увеличенными допусками, некоторая часть собранных сборочных единиц не требует удовлетворять техническим условиям и требует переборки. Данный метод не требует специальной дорогостоящей оснастки и оборудования, но возрастают затраты на сборку. Данный метод применяют в серийном и единичном производстве.
005 Комплектование. Цель данной операции - скомплектовать детали согласно комплектовочной карте технологического процесса.
010 Контроль. Цель операции - произвести внешний осмотр деталей на отсутствие механических повреждений, а также необходимо проверить детали на наличие клейм БТК и сопроводительную документацию.
015 Промывка - операция, которая необходима для тщательной очистки деталей от окислов, масла, влаги, стружки и других загрязнений.
020 Сушка - операция, которой подвергаются детали для удаления влаги, так как остатки влаги на поверхностях деталей способствуют интенсивному развитию коррозии металлов.
030 Сборка - данная операция представляет собой сборку, состоящую из переходов и приемов по сборке деталей и собранных узлов в изделие.
030 Контрольная - БТК проверяет изделия на правильность сборки, дает заключение о годности, либо не годности собранных изделий.
Маршрутная карта сборки
Маршрутная карта (МК) является основным и обязательным документом любого технологического процесса. Формы и правила оформления маршрутных карт, применяемых при отработке технологических процессов изготовления или ремонта изделий в основном и вспомогательном производствах, регламентированы согласно ГОСТ 3.1118-82 (Формы и правила оформления маршрутных карт).
Маршрутная карта - документ, содержащий описание технологического процесса изготовления (сборки или ремонта) изделия по всем операциям различных видов в технологической последовательности с указанием данных об оборудовании, оснастке, материальных и трудовых нормативах в соответствии с установленными формами. Маршрутные карты применяют в единичном и серийном производстве.
Маршрутная карта технологического процесса сборки фиксатора представлена в Приложении 2, МК составлялась на основе технологической схемы сборки время на выполнение операций, содержащихся в ней было определено с помощью справочника источника [2], и приведено в минутах.
В соответствии со сборочным чертежом сборочного изделия составляется технологическая схема сборки.



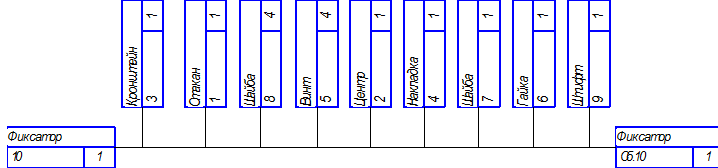
Рис. 1. Технологическая схема сборки
Ниже представлен порядок сборки фиксатора.
На сборочном столе подготавливаем детали к сборке, проверяем их комплектность. Устанавливаем стакан поз.1 в корпус кронштейна. Крепим стакан поз.1 к корпусу кронштейна винтами и шайбами поз. 5, 8. Устанавливаем центр поз. 2 в стакане. Устанавливаем накладку поз.4. Закрепляем накладку шайбой поз.7. и гайкой поз.6. Устанавливаем в отверстие центра штифт поз.9. Запрессовываем штифт. Проверяем отсутствие проворачивания накладки.

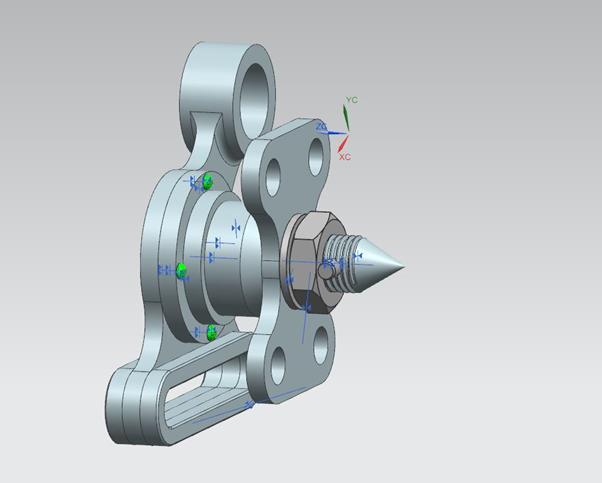
Рис. 2. Объёмная модель фиксатора в сборе
Заключение
В результате выполнения расчетно-графической работы сформированы навыки самостоятельнойразработки технологического процесса сборки на основе анализа сборочного чертежа.
По сборочному чертежу разработаны объёмная модель фиксатора в САПР NX 10, технологическая схема сборки, технологический маршрут сборки и обоснован технологический процесс сборки изделия.
Список литературы:
1. Тарасов В.А. Теоретические основы технологии ракетостроения: учеб. Пособие/
В.А. Тарасов, Л.А. Кашуба; под ред. В.А. Тарасова. – М.: Изд–во МГТУ им. Н.Э.Баумана, 2006 – 352 с. Ил.
2. Центральное бюро нормативов по труду Государственного комитета СССР по труду и социальным вопросам. Общемащиносгроительные нормативы времени на слесарную обработку деталей и слесарно-сборочные работы по сборке машин и приборов в условиях массового, крупносерийного и среднесерийного типов производства: Нормативно-производственное издание/ под ред.С.Ю.Романова– М.: Изд–во «Экономика», 1991 – 159 с.
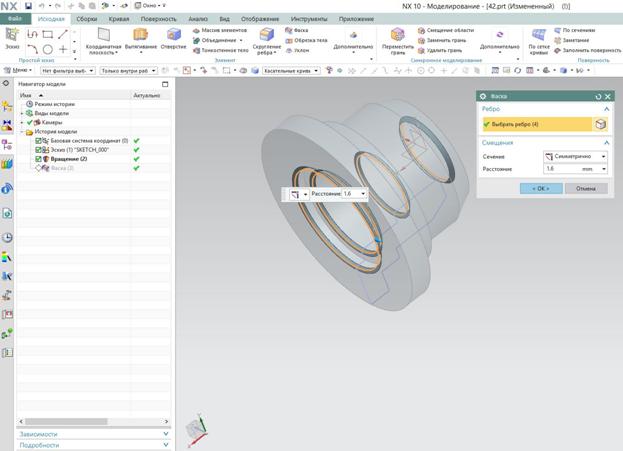
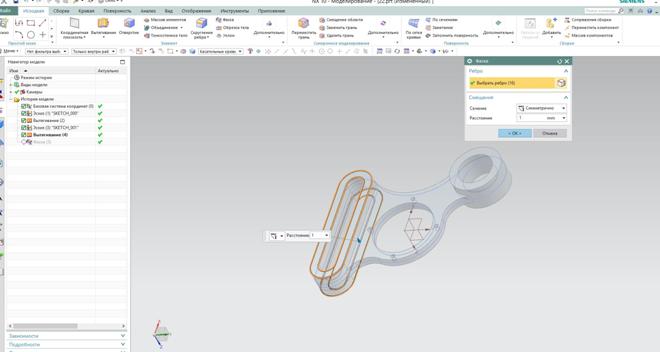
Приложение 1. Процесс построения трёхмерной модели изделия «Фиксатор» в САПР NX 10
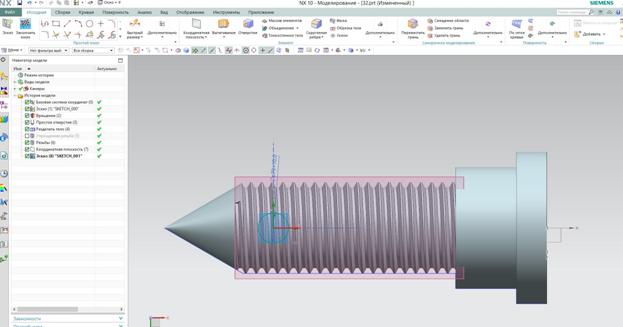
Деталь 1 - Стакан





Деталь 2 - Центр







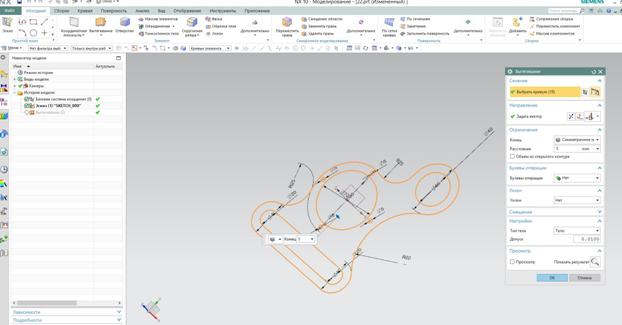
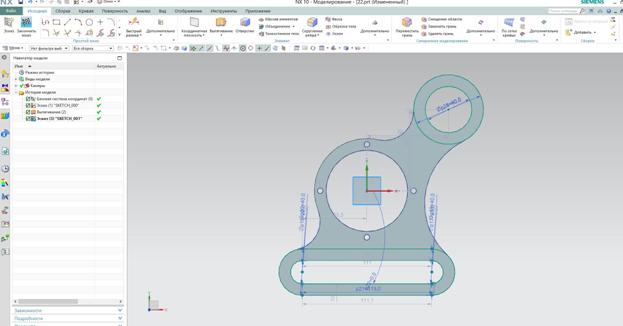
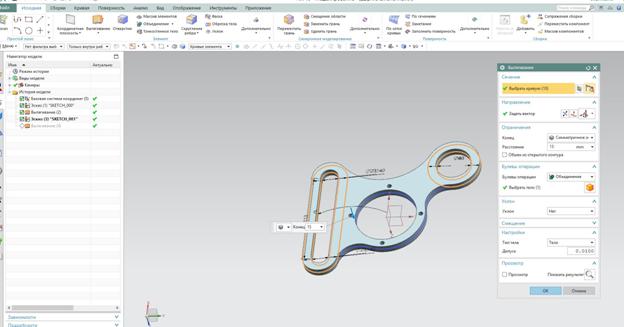
Деталь 3 - Кронштейн

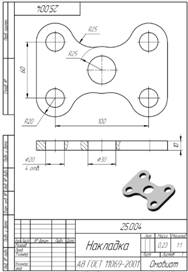
Деталь 4 - Накладка


Сборочная единица - Фиксатор