Введение
Конические зубчатые колеса можно нарезать на универсально-фрезерных и поперечно-строгальных станках, но точность конических зубчатых колес, нарезанных на этих станках, низкая, поэтому для нарезания конических зубчатых колес применяют специальные зуборезные станки.
Станки для нарезания конических колес делят на станки, работающие по методу копирования, и станки, работающие по методу обкатки (огибания). В станках, работающих по методу копирования, используют один или два резца, которые получают направление движения по копиру. Такие станки применяют для нарезания конических зубчатых колес диаметром до 5000 мм и модулем до 40 мм. Выпускают две модели таких станков-5А283 и 52ТМ2. Первый работает двумя резцами, а второй - одним. Основные технические данные этих станков приведены в табл.1.
В станках, работающих по методу обкатки, используют различный режущий инструмент: резцы, фрезы, резцовые головки и протяжки. Выпускают станки для нарезания конических ^зубчатых колес по методу обкатки с диаметрами колес от 5 до 800 мм и модулем от 0,3 до 16 мм.
Таблица 1
Технические характеристики станков
Параметр 5А283 52ТМ2
Диаметр нарезаемых зубчатых колес,
мм 1600 3200
Длина образующей начального конуса,
мм 800 1000
Модуль, мм 30 40
Ширина зубчатого венца, мм 270 500
Устройство и принцип действия зубострогальных станков
Зубострогальный станок МОД.5А250.
Зубострогальный станок мод.5А250 предназначен для нарезания конических колес с прямыми зубьями модулем от 1,5 до 8 мм и диаметром до 500 мм. На станке можно производить как черновое, так и чистовое зубонарезание. Станок работает двумя строгальными резцами. На станке мод.5А250 можно нарезать конические колеса с бочкообразными зубьями. При черновом зубонарезании станок может работать по методу копирования, а при чистовом зубонарезании по методу огибания.
Станок (рис.2) состоит из следующих основных узлов: станины 1, представляющей собой жесткую отливку коробчатой формы, внутри которой размещены механизмы и электрооборудование станка, передней бабки 2, вкоторой расположена люлька 3, на суппортах которой закрепляют и устанавливают резцы, в определенном положении с помощью шкал и установочных приспособлений. Нарезаемое колесо укрепляют на оправке, устанавливаемой в шпинделе делительной бабки 4 и зажимаемой посредством гидравлического зажима патрона. На столе станка расположена поворотная плита 5, на которой установлена делительная бабка 4.
Цикл работы станка при чистовом зубонарезании. Нажатием пусковой кнопки осуществляется быстрый подвод нарезаемого колеса, включается возвратно-поступательное движение суппорта, несущего резцы, вращение нарезаемого колеса и люльки. По окончании обработки зуба нарезаемое колесо быстро отводится назад, люлька начинает вращаться в обратном направлении, а нарезаемое колесо продолжает вращаться в ту же сторону, что и при рабочем ходе. По окончании обратного хода люльки цикл повторяется.
При черновом зубонарезании работа происходит в основном так же, как при чистовом, с той лишь разницей, что величина огибания уменьшается, а быстрый подвод стола заменяют медленной рабочей подачей, при которой резцы постепенно врезаются в заготовку.
Кинематическая схема станка. На рис.3 приведена кинематическая схема станка, состоящая из ряда цепей, к числу которых следует отнести цепи главного движения, обеспечивающие необходимую скорость резания, подачи, ускоренного перемещения и обкаточно-делительного движения.

Рис.3. Кинематическая схема зубострогального станка мод.5А250
Цепь главного движения. От электродвигателя (N = 2,8 кВт,
п = 1420 об/мин) вращение через колеса 15/48 передается на вал I, с которого через конические колеса 34/34 на гитару скоростей со сменными колесами А и Б, далее через передачу 30/72 на кривошипный вал, на конце которого находится кривошипный диск К, и с помощью рычажной системы, ползунов П1 и П2 резцы получают возвратно-поступательное движение.
Расчетные перемещения резцов запишем следующим образом,
1420 об/мин - > п дв. ход/мин.
Уравнение расчетных перемещений запишем так:
1420 (15/48 34/34 А/В 30/72) = дв. ход/мин.
Решая уравнение, находим передаточное отношение сменных колес А и В для настройки гитары главного движения:
A/B=n/185; n=1000 v/2l
где v - скорость резания, м/мин, выбираемая по нормативам; l= = b+ (6-8) длина хода резцов, мм; b - длина нарезаемого зуба, мм.
Станок снабжают набором сменных колес, дающим возможность установить числа двойных ходов резцов в минуту в пределах 73 - 470. Всего девять различных чисел двойных ходов резцов.
Цепь подач (вращение барабана Б). Подачу станка определяют временем обработки одного зуба в секунду.
От приводного электродвигателя М, посредством колеса, движение передается на вал I, с которого сменными колесами ac/ bd; гитары подач движение через колеса 34/68, фрикционную муфту, колеса 42/56 передается на вал II, с которого зубчатыми колесами 44/96 96/64 и червячную передачу 2/66 передается на барабан подач Б, снабженный двумя канавками для черновой и чистовой нарезки зубьев колеса. Барабан подачи совершает один оборот за время нарезания зуба, причем рабочему ходу соответствует поворот на 160°; или 4/9 оборота, а холостому ходу 200°, или 5/9 оборота.
Расчетными перемещениями в этом случае будут время t нарезания одного зуба в секундах и поворот барабана подач за это время на величину 4/9 оборота.
Уравнение для определения передаточного отношения сменных колес гитары подач запишется так:
S (1420/60 15/48 a/b c/d 34/68 42/56 44/96 96/64 2/66) =4/9
Отсюда находим передаточное отношение сменных колес гитары подач
a/a c/d=7.69/t
Пределы величин подач s= 4 - 123 с/зуб. Необходимую величину s выбирают по нормативам.
Цепь ускоренных перемещений. От приводного электродвигателя М через колеса 15/48 и 34/34 движение к барабану подач может быть передано
через колеса 76/64 или 52/88 и через фрикционную муфту, колеса 42/56на вал II, откуда через колеса 44/96 96/64 на червячную передачу 2/66барабана подач.
Продолжительность ускоренного холостого хода люльки можно легко определить, зная, что барабан подач за это время должен повернуться на 5/9 оборота.
При передаче 76/64
5/9 66/22 64/96 96/44 56/42 64/76 48/15 60/1420=4 с/ зуб = S xx
При передаче 52/88
5/9 66/22 64/96 96/44 56/42 88/52 48/15 60/1420 = 6 с/ зуб = S xx
При нарезании колеса с числом зубьев z >= 17 Tx = 4 с/зуб, а при числе зубьев, z <= 16 SХХ = 6 с/зуб.
Цепь вращения нарезаемого колеса (деление). Эта цепь кинематически связывает вращение распределительного барабана Б с вращением
нарезаемого колеса следующим образом: распределительный барабан Б, червячная передача 66/2, зубчатые колеса 64/60 60/44, коническая
передача 23/23, вал III, зубчатые передачи 75/60 или 27/108, конические пары 26/26, 26/26, 26,26, сменные колеса гитары деления a1/b1 c1/d1, конические колеса 30/30, 30/30, червячная передача 1/120, шпиндель нарезаемого колеса.
Нарезаемое колесо непрерывно вращается в одном направлении. На станке деление происходит через несколько зубьев, а не последовательно зуб за зубом, но так, чтобы при каждом цикле заготовка поворачивалась на целое число зубьев z1ъ не имеющее общих множителей с числом зубьев нарезаемого колеса.
Расчетные перемещения следует записать следующим образом: за время одного оборота распределительного барабана Б заготовка должна совершить zi/z оборота, где z - число зубьев нарезаемого колеса.
Расчетное уравнение делительной цепи, когда происходит нарезание конического колеса по методу обкатки с участием пары колес 75/60, запишем так:
1 об. Расп. Барабана 66/2 64/60 60/44 23/2375/60 26/26 26/26 26/26 a1/b1 c1/d1 30/30 30/30 * 1/120 = zi / z об. Заготовки
Откуда
a1/b1 c1/d1 = 2 zi/z
При методе копирования, когда в делительной цепи участвует пара колес 27/108, сменные колеса гитары деления подбирают по формуле
a1/b1 c1/d1 = 10 zi/z
Цепь обкатки. Эта кинематическая цепь связывает вращение люльки с вращением нарезаемого колеса. Расчетные перемещения следует записать следующим образом. Когда люлька повернется на величину -, нарезаемое колесо должно повернуться на величину. Другими словами, когда производящее колесо г0 - повернется на один зуб, то и нарезаемое колесо также должно повернуться на один зуб. Запишем расчетное уравнение для люльки и нарезаемого колеса:
1/z0 135/2 28/30 1/102 21/252 224/14 32/16 75/60 26/26 26/26 26/26 i дел 30/30 30/30* 1/120 = 1/z,
откуда
z0/z= 7/4 i дел / i or
где i or - передаточное отношение сменных колес гитары огибания, равное a2/b2 c2/d2; i дел - передаточное отношение сменных колес гитары деления. Подставляя в формулу z0/z= 7/4 i дел / i or вместо i дел = 2 zi/z, получим формулу для подбора сменных колес гитары обкатки
a2/b2 c2/d2 = 7/2 z1/z sin q
где z0= z/ sin q; q - половина угла при. вершине начального конуса нарезаемого колеса.
Пример. Необходимо нарезать коническое зубчатое колесо с числом зубьев z= 53. Примем z=9, тогда нарезание зубьев будет происходить в следующей последовательности:
10, 19, 28, 37, 46 - 1-й оборот заготовки;
11, 20, 29, 38, 47 - 2-й. То же 3, 12, 21, 30, 39, 48 - 3-й"
13, 22, 31, 40, 49 - 4-й", 14, 23, 32, 41, 50 - 5-й", 15, 24, 33, 42, 51 - 6-й"
16, 25, 34, 43, 52 - 7-й", 17, 26, 35, 44, 53 - 8-й", 9, 18, 27, 36, 45 - 9-й
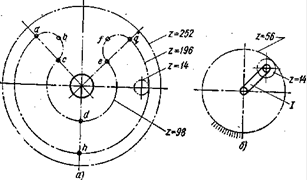
Реверсивный механизм. Роль реверсивного механизма люльки выполняет составное зубчатое колесо (рис.4, а). Он состоит из нескольких частей: зубчатого сектора внутреннего зацепления a hq, имеющего 196 зубьев; зубчатого сектора наружного зацепления cde, имеющего 98 зубьев; полуокружностей аbс и еfq, имеющих по 28 зубьев. Замкнутый зубчатый контур abcdefqha приводится во вращение зубчатым колесом, имеющим 14 зубьев. Благодаря такому устройству при вращении колеса с числом зубьев 14 в одну сторону замкнутый зубчатый контур abcdefqha будет сообщать составному зубчатому колесу возвратное движение то в одну, то в другую сторону и тем самым реверсирование люльки, несущей режущий инструмент (резцы). Частота вращения колеса, имеющего 14 зубьев, за время цикла обработки одного зуба нарезаемого колеса может быть найдена из уравнения:
n14= (Zs/14) - 1
n14 - частота вращения колеса, имеющего 14 зубьев, за время одного качания составного зубчатого контура; Zs - число зубьев замкнутого контура:
Zs=196+98+2*28=350
Рис.4. Составное зубчатое колесо
Подставляя в последнюю формулу данные, будем иметь
n14 = (350/ 14) - 1= 24 об /цикл.
Это означает, что за 24 частоты вращения колеса, имеющего 14 зубьев, происходит нарезание одного зуба на заготовке. Найдем число оборотов распределительного барабана Б, когда шестерня с 14 зубьями совершит 24 об/цикл:
(32/16 44/60 60/64 2/66) - 1 оборот
Таким образом, за время одного качания составного колеса распределительный барабан совершит один оборот.
Найти необходимую частоту вращения колеса с числом зубьев, равным 14, за время цикла нарезания одного зуба можно следующим образом: при внутреннем зацеплении частота вращения ее равна (196/14) - 14, при наружном зацеплении 98/14= 7. Когда происходит переход от внутреннего зацепления к наружному и наоборот, зубчатое колесо z = 14, контактируя с зубчатым колесом z = 56 (сложены две полушестерни), работает как планетарная передача, что схематично показано на рис.4б, где I - ведущее звено (водило); колеса с числом зубьев 56 - неподвижное, а колесо с 14 зубьями - ведомое. Для нахождения передаточного отношения колеса с 14 зубьями составим табл.2.
Таблица 2
Определение передаточного отношения планетарной передачи
| Движение | Звенья системы | ||
| е частное частное Суммарное | +1 | +1 | +1 56/14 |
Следовательно, когда колесо с числом зубьев 14 полностью обежит колесо с числом зубьев 56, оно совершит три оборота. При сложении знак минус не учитывают. Тогда частота вращения колеса с числом зубьев z = 14 будет 14 + 7 + 3 = 24 об/цикл.
Гидропривод станка. Станок мод.5А250 гидрофицирован для выполнения следующих работ: зажима нарезаемого колеса на оправке, переключения фрикционной муфты, рабочего и холостого ходов, подвода и отвода стола и счета циклов для выключения станка после нарезания всех зубьев колеса. Гидропривод состоит из нормализованных узлов и работает на минеральном масле марки Турбинное 22.
Технологические возможности станка характеризуются следующими данными:
Наибольший модуль нарезаемых колес в мм 8
Наибольшая длина образующей нарезаемого зубчатого колеса в мм 57
Угол делительного конуса нарезаемых зубчатых колес 14°2/ _ 75С 58°
Наибольшее передаточное отношение нарезаемых ортогональных передач 4: 1
Наибольший диаметр начальной окружности нарезаемого зубчатого колеса при наибольшем передаточном отношении в мм 5 00
Наибольшая длина нарезаемого зуба в мм 22
Числа зубьев нарезаемых колес 10-80
Габариты станка в мм:
в плане 1100*1540
высота 1310.
Расчет критериев