Лабораторная работа
Измерение линейных размеров штангенциркулем
Цель работы
Освоить применение штангенциркуля в измерениях линейных величин.
Решаемые задачи
При выполнении лабораторной работы студенты должны решить следующие задачи:
1. Изучить устройство штангенциркуля.
2. Провести поверку штангенциркуля.
3. Осуществить измерение линейных величин.
Средство для проведения работы
1. Деталь для измерения.
2. Штангенциркуль.
3. Методические указания и бланк отчета.
Порядок выполнения работы
1. Изучить устройство и принцип действия штангенциркуля.
Варианты, наиболее часто применяемых на производстве конструктивных исполнений штангенциркулей типа ШЦ (ГОСТ 166-89) представлены на рисунках 1, 2, 3.
Внимание! Запрещается перемещать подвижную рамку за пределы штанги во избежание потери плоской пружины.
Рис.1. Штангенциркуль ШЦ-1 двусторонние с глубиномером. 1 – штанга; 2 – рамка; 3 – зажимающий элемент; 4 – нониус; 5 – рабочая поверхность штанги; 6 – глубиномер; 7 – губки с кромочными измерительными поверхностями для измерения внутренних размеров; 8 – губки с плоскими измерительными поверхностям для измерения наружных размеров; 9 – шкала штанги
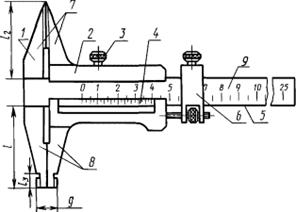
Рис. 2. Штангенциркуль ШЦ-II двусторонние. 1 – штанга; 2 – рамка; 3 – зажимающий элемент; 4 – нониус; 5 – рабочая поверхность штанги; 6 – устройство тонкой установки рамки; 7 – губки с кромочными измерительными поверхностями для измерения наружных размеров; 8 – губки с плоскими и цилиндрическими измерительными поверхностями для измерения наружных и
внутренних размеров соответственно; 9 – шкала штанги
Рис. 3. Штангенциркуль ШЦ-III односторонние (выполняется с микрометрической подачей или без неё). 1 – штанга; 2 – рамка; 3 – зажимающий элемент; 4 – нониус; 5 – рабочая поверхность штанги; 6 – губки с плоскими измерительными поверхностями для измерения наружных размеров; 7 – губки с цилиндрическими измерительными поверхностями для измерения внутренних размеров; 8 – шкала штанги
Нониус
Шкала нониуса делит целое число миллиметров основной шкалы на определенное число частей. На рис.4 представлена шкала нониуса с ценой деления 0,1 мм. Длина нониуса в этом случае равна 19 мм и разделена на 10 частей. Одно деление (длина деления) нониуса равна 19:10 = 1,9 мм, что на 0,1 мм меньше целого числа миллиметров.
Рис. 4. Шкала нониуса с величиной отсчета 0,1 мм
На рис. 5 представлена шкала нониуса с ценой деления 0,05 мм. Длина конуса 39 мм разделена на 20 частей. Длина деления составляет 39:20 = 1,95 мм, что на 0,05 мм меньше целого числа миллиметров.
Рис. 5. Шкала нониуса с величиной отсчета 0,05 мм
Отсчет показаний
Порядок отсчета показаний штангенциркуля по шкалам штанги и нониуса следующий:
· читают число целых миллиметров, для этого находят на шкале штанги штрих, ближайший слева к нулевому штриху нониуса, и запоминают его числовое значение (на рис.6 – 25 мм);
· читают доли миллиметра, для этого на шкале нониуса находят штрих, ближайший к нулевому делению и совпадающий со штрихом шкалы штанги (на рис.6 такой штрих нониуса имеет номер 3);
· подсчитывают полную величину показания штангенциркуля, для этого складывают число целых миллиметров и долей миллиметра (на рис.6 полная величина показания равна 25,3 мм).
Рис.6. Показания штангенциркуля 25,3 мм
При внутренних измерениях к показаниям штангенциркуля по основной и нониусной шкалам прибавляется размер губок, который указан на них. Пример измерения диаметра отверстия представлен на рис. 7.
Рис. 7. Отсчет показаний при внутренних измерениях
2. Провести поверку выданного штангенциркуля.
Поверка, то есть определение действительной погрешности штангенциркуля выполняется применением плоскопараллельных концевых мер длины, из которых составляются образцовые размеры (М). Образцовые размеры (М) могут быть размером одной меры или блока мер, составляемых из отдельных мер.
Пример. Выданы меры: 1,05; 3,5; 7,0.
Необходимо составить образцовые размеры (М) для поверки измерительного инструмента. Возможно несколько вариантов: а) 1,05; 4,55(1,05+3,5); 8,05(7,0+1,05); 11,55(1,05+3,5+7,0); б) 1,05; 3,5; 7,0; 10,5(3,5+7,0) или др.
Измерить плоскопараллельные концевые меры длины штангенциркулем, увеличивая размер от минимального до максимального. Вычислить погрешность измерений. Погрешность измерения по абсолютной величине не должна превышать допускаемую техническими условиями (ТУ) погрешность инструмента, т.е.  . В случае, если
. В случае, если  инструмент не соответствует ТУ. Проведенная поверка является частью процесса сертификации средства измерения.
инструмент не соответствует ТУ. Проведенная поверка является частью процесса сертификации средства измерения.
Заполнить разделы 1, 2 бланка отчета.
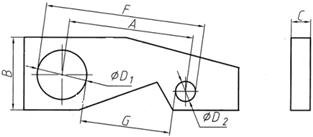
3. Измерить линейные размеры, обозначенные на эскизе (рис.8) штангенциркулем.
Действительные значения линейных величин, т.е. полученные в результате измерений, обозначим  . За номинальный размер
. За номинальный размер  примем ближайшее целое число. Погрешность размера вычислим по формуле
примем ближайшее целое число. Погрешность размера вычислим по формуле  , мм. За условие годности примем неравенство
, мм. За условие годности примем неравенство  , где
, где  – допуск размера, определяемый по таблицам, исходя из заданного квалитета точности (IТ) и значения Z.
– допуск размера, определяемый по таблицам, исходя из заданного квалитета точности (IТ) и значения Z.
Пример. Результат измерения = 29,95 мм, примем Z = 30,0 мм, тогда  = – 0,05 мм. Квалитет точности задан – IT 9, в этом случае TZ = 52 мкм = 0,052 мм. Условие годности выполняется.
= – 0,05 мм. Квалитет точности задан – IT 9, в этом случае TZ = 52 мкм = 0,052 мм. Условие годности выполняется.
Заполнить раздел 3 бланка отчета.
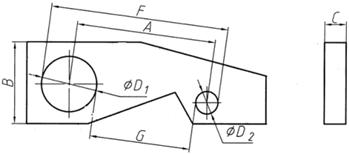
Рис.8. Эскиз детали
4. Провести анализ результатов измерений размера А.
Расхождение в определении размера А по двум формулам  и
и  объясняется условиями контактирования штангенциркуля и тела. При определении размера F контакт штангенциркуля и тела соответствует рис.9а. Контакт полный (по цилиндрической поверхности), и погрешность измерения размера F равна 0.
объясняется условиями контактирования штангенциркуля и тела. При определении размера F контакт штангенциркуля и тела соответствует рис.9а. Контакт полный (по цилиндрической поверхности), и погрешность измерения размера F равна 0.
При определении размера G контакт штангенциркуля и тела соответствует рис. 9б. Контакт неполный, происходит по прямой линии, и появляется погрешность в определении размера G.
Как следует из рис.9в теоретическая погрешность размера  равна
равна
 ,
,
где  –толщина измерительной губки штангенциркуля (
–толщина измерительной губки штангенциркуля ( мм).
мм).
Найдем
 ,
,
где  –радиусы окружностей диаметров
–радиусы окружностей диаметров  и
и  .
.
 .
.
Должно выполняться условие
 .
.
Разница между теоретическим и экспериментальным значениями возникает из-за ряда факторов. Например, из-за отклонений формы отверстия от идеального, по причине того, что кромка штангенциркуля не является идеально острой и т.д.
Рис.9.Контактирование штангенциркуля и тела при определении размера А
| МГУИЭ | Отчет о лабораторной работе «Измерение угловых размеров» | Ф.И.О. студента |
| Кафедра ТМиМ | Группа | |
| Вариант |
1. Характеристика штангенциркуля
| Пределы измерения размеров, мм наружных внутренних | |
| Цена деления основной шкалы, мм | |
| Цена деления шкалы нониуса, мм | |
| Интервал деления основной шкалы, мм | |
| Интервал деления шкалы нониуса, мм |
2. Поверка штангенциркуля
| Размер концевой меры или блока мер (М), мм | Измеренный размер (Мr), мм |
Погрешность инструмента
 , мм , мм
|
Допускаемая погрешность
 , мм , мм
| Вывод по результатам поверки (соответствует, не соответствует) |
3. Эскиз измеряемой детали
4. Результаты измерений
| Размер |
Результат измерения (), мм
| Номинальный размер (Z), мм (ближайшее целое число) |
Погрешность размера, мм
|
Допуск размера  по IT ___,мм по IT ___,мм
| Вывод по результатам контроля (годен, брак) |
| В | |||||
| С | |||||
| D1 | |||||
| D2 | |||||
| F | - | - | - | - | |
| G | - | - | - | - | |
| A |
| ||||

|
5. Анализ результатов измерений размера А.
| Теоретическая погрешность определения размера A | 
|

| |

| |
| Экспериментальная погрешность определения размера А |  = =
|
Проверка условия 
|