Опыт 1. Изучить влияние марки электрода на форму валика.
1. Зачистить пластины.
2. Прихватить их по торцам, пользуясь специальной струбциной (рис.1).
3. Выправить пластины.
4. Разметить на пробе мелом положение валиков.
5. Подобрать силу тока 140—150 А при диаметре электрода 4 мм.
6. Наплавить валики перпендикулярно к стыку электродами различных марок при данном режиме, отмечая силу тока, напряжение на дуге, время ее горения. Наплавку каждого валика производить только на охлажденную пробу, для чего после наплавка валика проба охлаждается в воде до комнатной температуры. Отклонение силы тока допускается в пределах 10%.
 |
Рис. 1. Приспособление для сборки пластин:
1—прихватка; 2— пластина
7. Замаркировать каждый валик
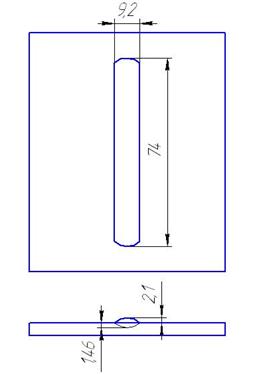
8. Измерить длину каждого валика.
9. Произвести излом пробы на ручном прессе (рис. 2) предварительно охладив ее до комнатной температуры.

Рис. 2. Пресс для излома проб
10. Половину пробы (образца) закрепить в тиски и, пользуясь линейкой и чертилкой, провести линию раздела наплавленного и проплавленного металлов.
11. Размеры валиков (h, e, q) на образцах измерить штангенциркулем.
12. Рассчитать Fnp, F Н, g, v СВ, q П по соответствующим формулам.
Опыт 2. Изучить влияние силы сварочного тока на форму и размеры шва.
1. Повторить пп. 1—4 опыта 1.
2. При силе сварочного тока 190 и 220 А на пробе наплавить два валика перпендикулярно к стыку электродами типа Э46Р (данные при силе тока 150 А взять из опыта 1), руководствуясь п. 6 и повторив пп. 7—12 опыта 1.
Опыт 3. Изучить влияние напряжения на дуге на форму шва, разбрызгивание и угар, для чего электродами марки УОНИ-13/45 выполнить наплавку трех валиков при силе сварочного тока 200—220 А, меняя напряжение от 24 до 36 В (за счет длины дуги).
Данные всех измерений и результаты расчетов занести втаблицу.
Расчеты
По формуле (2) рассчитаем площадь сечения проплавленного металла




По формуле (3) рассчитаем площадь сечения наплавленного валика




По формуле (4) определим долю основного металла в металле шва (а в данном случае наплавленного валика)




Рассчитаем скорость сварки




По формуле (5) рассчитаем погонную энергию




Результаты опытов
| Марка элект- рода | Результаты замеров | Результаты расчетов | |||||||||||
| Режим | Размеры валика мм | Площадь мм2 | Доля основного металла в металле наплавки | Скорость сварки, см/с | Погонная энергия, Дж/см | Коэффициент потерь, % | |||||||
| Сила тока, А | Напряжение, В | Время горения дуги, с | Длина | Ширина | Выпуклость | Глубина провара | проплавления | наплавки | |||||
| МР-3 | 74,4 | 9,9 | 1,9 | 14,1 | 14,85 | 0,48 | 0,44 | 9652,5 | |||||
| МР-3 | 14,5 | 9,2 | 2,1 | 1,46 | 14,49 | 0,4 | 0,51 | 9418,5 | |||||
| МР-3 | 13,5 | 80,1 | 11,7 | 1,4 | 1,7 | 14,9 | 12,3 | 0,55 | 0,59 | ||||
| МР-3 | 12,5 | 66,5 | 9,1 | 1,9 | 13,65 | 12,95 | 0,51 | 0,532 | 8417,5 |

А) б)


В) г)
Рис. 3. Полученные образцы
Вывод
Увеличение силы сварочного тока приводит к увеличении эффективной тепловой мощности дуги Qэф, вследствие чего увеличиваются глубина проплавления, выпуклость, ширина валика и скорость плавления электрода. В результате этого доля основного металла в металле шва повышается.
Повышение напряжения на дуге приводит к снижению глубины провара, так как увеличиваются потери тепла на лучеиспускание, угар и разбрызгивание. Вследствие увеличения длины дуги увеличивается площадь нагрева изделия, т.е. увеличивается ширина валика и, следовательно, уменьшается его выпуклость. Доля же основного металла в наплавленном металле при ручной электродуговой наплавке с увеличением напряжения практически не меняется.
Список литературы
1. Фролов Н.Н., Власов В.М. Газотермические износостойкие покрытия в машиностроении.-М.: Машиностроение, 1992.-255с.: Ил.
2. Сварка и свариваемые материалы: В 3-х т. Т.2. Технология и оборудование. Справ. изд./Под ред.В.М.Ямпольского.- М.: изд-во МГТУ им. Н.Э. Баумана, 1996. 574 с.
3.Татаринов Е.А. Специальные методы соединения материалов:учеб.пособие/Е.А. Татаринов, А.П. Исаев-Тула:Изд-во ТулГУ, 2006.-191 с.:ил.