ОБРАБОТКА ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ
И ЦЕНТРОВАНИЕ
6.1 Сверление отверстий

а) б)
Рис. 6.1. Спиральное сверло.Элементы и геометрия
спирального сверла

Рис. 6.2. Патрон с наклонными кулачками для крепления свёрл с цилиндрическим хвостовиком:
а – общий вид; б – конструкция: 1 – кулачки; 2 – гайки;
3 – обойма; 4 – ключ

Рис.6.3. Способы центрования торца перед сверлением

Рис. 6.4. Сверление отверстия
6.2.Зенкерование отверстий

Рис. 6.5. Зенкеры: а –хвостовой; б, в– насадной;
г– насадной сборный

Рис. 6.6. Зенкерование отверстий
Режим резания при зенкеровании. Величина подачи при зенкеровании зависит от материала зенкера и обрабатываемой детали, типа отверстия, требований к точности и шероховатости поверхности.
При обработки сталей и чугуна подачи зенкера назначают в пределах 0,5–1 мм/об.
Скорости резания при зенкеровании зависят от материала зенкера и материала заготовки, типа зенкера, глубины резания и подачи. При работе быстрорежущими зенкерами скорость резания назначают в пределах 6–40 м/мин при обработке стали и 10–30 м/мин – чугунов.
6.3. Развертывание отверстий

Рис. 6.7. Машинные развертки: а– хвостовая; б – насадная

Рис. 6.8. Развертывание отверстия на токарном станке
6.4. Растачивание цилиндрических отверстий

Рис. 6.10. Разновидность расточных резцов: а, б –цельные;
в –державочные;д – с механическим креплением пластинки твердого сплава
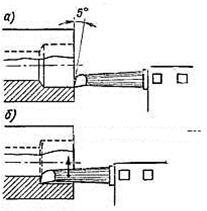
Рис. 6.11. Подрезание небольших внутренних уступов

Рис. 6.12. Подрезание больших внутренних уступов:
а-предварительная обработка уступа продольной подачей;
б-снимают припуск на чистовую обработку продольной подачей; в- окончательная отделка уступа поперечной подачей.

Рис. 6.13. Резцы для внутренних канавок
6.5. Измерения при обработке отверстий
а)  б)
б) 

в)
Рис. 6.14. Измерение неточных отверстий: а– нутромер, обыкновенный и пружинный; б – измерение нутромером; в – определение величины раствора нутромера по линейке

Рис. 6.15. Измерение диаметра отверстия штангенциркулем

|
Рис. 6.16. Индикаторный нутромер

Рис. 6.17. Измерения при подрезании внутренних уступов:
а – линейкой; б-штангенциркулем; в – глубиномером; г – предельным уступомером (шаблоном)
а) б) 
Рис. 6.18. Измерение ширины внутренних канавок:
а-линейкой; б-предельной пластиной

Рис.6.19. Измерение глубины внутренних канавок
ОБРАБОТКА КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ

Рис. 7.1. Элементы конической поверхности

Уклоном конуса называется половина конусности.
Конусность и уклон конуса выражаются обычно простой дробью, записываемой так: 1:20, 1:50 и т.д. В некоторых случаях конусность и уклон конуса указывают на чертежах десятичной дробью, например, 0,05; 0,02 и т.д.
7.2. Основные способы обработки конических поверхностей

Рис. 7.2. Образование конической поверхности при сдвиге задней бабки
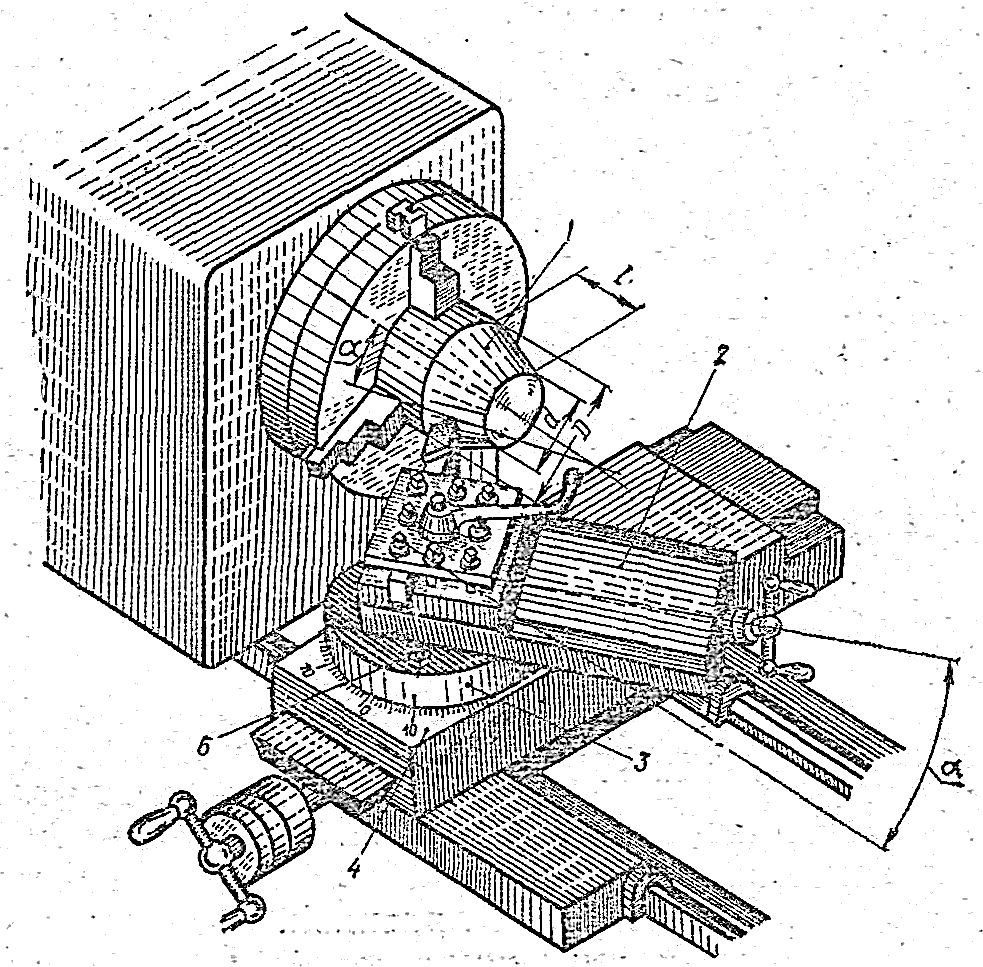
Рис. 7.4. Обработка конуса при повернутых верхних
салазках суппорта:
I – обтачиваемый конус; 2 – верхние салазки,3 – поворотная плита; 4 – круговая шкала; 5 – гайка

Рис. 7.2. Обработка конических поверхностей
с помощью конусной линейки

|
Рис.7.3. Обработка конуса широким резцом

|
Рис. 7.4. Схема обработки Рис. 7.5. Схема обработки
конического отверстия отверстия под конус Морзе
7.3. Измерение и контроль конусов.

Рис. 7.6. Универсальный угломер и способы измерения им
Нарезание резьбы.

Рис. 8.1. Профиль резьбы:
а – треугольная; б – трапецеидальная; в – прямоугольная;
г – упорная; д – круглая
8.2.Нарезание треугольной резьбы метчиками и плашками.
|
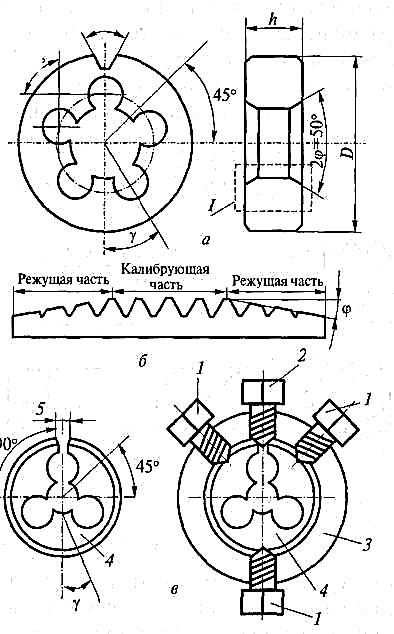
Рис. 8.2. Вид в плане резьбонарезной плашки (а), элементы резьбы плашки (б) и разрезная регулируемая плашка (в):
1– зажимные винты; 2– регулирующий винт; 3–плашкодержатель;
4–плашка; 5–прорезь регулируемой плашки; γ – передний угол;
2φ – угол режущей части

Рис. 8.3.Патрон со вставками для плашек (а) и метчиков (б):
1 – оправка; 2 – втулка; 3 – рукоятка; 4 – сменный вкладыш;
5 – болт; 6 – плашка

Рис. 8.4. Нарезание резьбы с помощью плашкодержателя

Рис. 8.5. Метчик его части и элементы
8.3. Нарезание резьбы резцами

Рис. 8.7. Установка резца по шаблону при нарезании
наружной резьбы (а) и внутренней резьбы (б):
1 – патрон; 2 – заготовка; 3 – шаблон; 4 – резец;
5 – суппорт; 6 – центр задней бабки

|
Рис. 8.8. Схемы нарезания резьбы
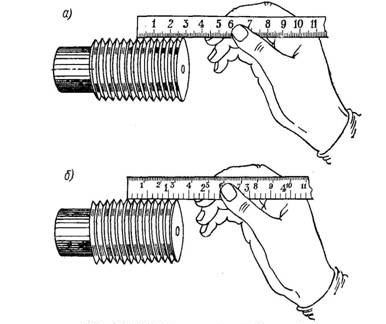
Рис.8.9. Измерение шага резьбы линейкой
.