Тема: Плазменная наплавка.
Плазменная наплавка – это нанесение с помощью сжатой дуги слоя металла на поверхность изделия. Плазменная наплавка применяется при восстановлении изношенных деталей, когда необходимо восстановить размеры деталей и при этом обеспечить свойства наплавленного слоя, близкие к свойствам основного металла. Она также применяется при изготовлении новых деталей с целью придания рабочим поверхностям специальных свойств, например, жаропрочности, износостойкости, коррозионной стойкости и т. д. Масса металла наплавки в таких изделиях обычно составляет несколько процентов от массы всего изделия, а работоспособность поверхности детали значительно превосходит работоспособность однородного (без наплавки) изделия. При плазменной наплавке стремятся к минимальному перемешиванию основного металла с наплавленным, что обеспечивает высокие свойства наплавленного слоя.
Сущность плазменной наплавки состоит в том, что присадочный и основной металл расплавляются с помощью высококонцентрированного электродугового разряда (плазменного потока), который формируется между электродом плазмотрона и изделием (плазма прямого действия) или между электродом и водоохлаждаемым соплом плазмотрона (косвенного действия). При этом присадочный материал также может быть электрически нейтральным по отношению к струе плазмы или электрически связанным с ней (рис. 1). В качестве присадочного материала используются проволоки, прутки, сыпучие порошковые материалы или специально приготовленные шнуры из порошков.
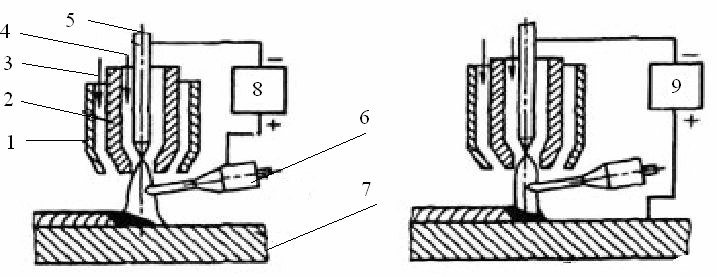
Рис. 1. Схемы плазменной наплавки: а – плазменной струей с токоведущей присадочной проволокой; б – плазменной дугой с нейтральной присадочной проволокой; 1 – защитное сопло; 2 – сопло плазмотрона; 3 – защитный газ; 4 – плазмообразующий газ; 5 – электрод; 6 – присадочная проволока; 7 – изделие; 8 – источник питания косвенной дуги; 9 – источник питания дуги прямого действия
Плазменную наплавку металла можно реализовать двумя способами:
1. Струя газа захватывает и подаёт порошок на поверхность детали;
2. В плазменную струю вводится присадочный материал в виде проволоки, прутка, ленты.
В качестве плазмообразующих газов можно использовать аргон, гелий, азот, кислород, пар, водород и воздух. Наилучшие результаты наплавки получаются с аргоном и гелием.
Достоинствами плазменной наплавки являются:
Преимущества плазменной наплавки по сравнению с другими способами нанесения слоев на поверхность сводятся к следующему.
· Гладкая и ровная наплавленная поверхность, что позволяет оставлять припуск на механическую обработку в пределах 0,4…0,9 мм.
· Малая глубина проплавления основного металла (0,3…2,5 мм) и небольшая зона термического влияния (3…6 мм) обусловливают долю основного металла в покрытии < 5 %.
· Малое вложение тепла в обрабатываемую деталь обеспечивает небольшие деформации и термические воздействия на структуру основы.
· При плазменной наплавке получают слой толщиной 0,2…6,5 мм и шириной 1,2…45 мм. Если наносится легкоплавкий материал, то возможно нанесение покрытия с проплавлением очень тонких поверхностных слоев практически без оплавления поверхности.
· Термический КПД наплавки в 2…3 раза выше, чем при электродуговом процессе. Производительность процесса 0,4… 5,5 кг/ч. Производительность плазменно-порошковой наплавки аустенитных нержавеющих сталей не уступает производительности электродуговой наплавки.
Поверхность детали необходимо готовить к наплавке более тщательно, чем при обычной электродуговой или газовой сварке, т. к. посторонние включения уменьшают прочность наплавленного слоя. Для этого производится механическая обработка поверхности (проточка, шлифование, пескоструйная обработка..), иногда обезжиривание. Мощность электрической дуги подбирают такой, чтобы сильно не нагревалась деталь, и чтобы основной металл был на грани расплавления.
Плазменная наплавка широко применяется для защиты от высокотемпературного износа формокомплектов стекольной промышленности, для защиты от коррозии и износа деталей запорной и запорно-регулирующей арматуры, для упрочнения поверхности деталей, работающих при высоких нагрузках.
Домашнее задание:
1. Какими способами можно реализовать плазменную наплавку металла?
2. С какими плазмообразующими газами получаются
наилучшие результаты наплавки?
3. Назовите достоинства плазменной наплавки.
Выполненное задание (ответы на вопросы) направлять мне на электронную почту