ИЛЛЮСТРАТИВНЫЙ МАТЕРИАЛ
К лекциям по дисциплине «Специальные методы соединения материалов»

| |
| Рисунок 1.1. Технологическая классификация способов пайки по ГОСТ 17349 –79 | |

| 
|
| Рисунок 1.2. Схемы паяных соединений различных типов: а – внахлестку; б – встык; в – косостыковое; г – соприкасающееся | Рисунок 1.3. Конструктивные особенности соединений основных типов при сварке (а) и при пайке (б) |

| |
| Рисунок 1.4. Конструкции телескопических паяных соединений |

|
| Рисунок 1.5. Конструкции пластинчатых паяных соединений |

|
| Рисунок 1.6. Типы паяных соединений при касании паяемых деталей: а – типичные соединения, б – элемент конструкции из обшивок и гофра |
Таблица 1.1 – Параметры конструктивных элементов паяных швов
| Тип соединения | Конструктивные элементы паяных швов | Наименование конструктивных элементов | Буквенное обозначение конструктивных элементов |
| Нахлесточное, телескопическое | 
| Толщина основного материала | S |
| Толщина шва | a | ||
| Ширина шва | b | ||
| Тавровое | 
| Толщина основного материала | S |
| Толщина шва | a | ||
| Ширина шва | b |
Таблица 1.2 – Основные типы паяных соединений и их условные обозначения
| Тип паяного соединения | Форма поперечного сечения соединения | Условное обозначение соединения |
| Нахлесточное | 
| ПН-1 |

| ПН-2 | |
| Телескопическое | 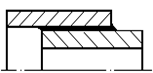
| ПН-4 |
| Стыковое | 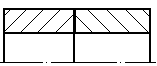
| ПВ-2 |
| Тавровое | 
| ПТ-1 |
| Угловое | 
| ПУ-1 |
| Соприкасающийся | 
| ПС-4 |

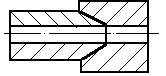
Рисунок 1.7. Основные типы трубчатых соединений
Таблица 1.3 – Примеры комбинированных паяных соединений
| Поперечное сечение соединения | Условное обозначение соединения |

| 2ПН-3; 3ПВ-1 |
| ПВ-2; ПВ-4 |

| ПВ-2; 2ПВ-4 |

| nПВ-4, где n – число витков |
Примеры обозначения паяных соединений:
ПН-1 0,05х10х150 ГОСТ 19249-73.
ПН-2 0,01х12х100 ПВ-1 0,02х5х100 ГОСТ 19249 – 73.
Таблица 1.4 – Припои для низкотемпературной пайки
| Марка | Область применения |
| Оловянисто-цинковые | |
| Олово 45% Цинк 50% Алюминий 5% | Пайка алюминия |
| Оловянисто-свинцовые | |
| ПОС-10 | Пайка контактных поверхностей электрических аппаратов, приборов, реле |
| ПОС-90 | Пайка внутренних швов пищевой и медицинской аппаратуры |
| ПОС-61 | Пайка электро - и радиоаппаратуры, печатных схем точных приборов |
| ПОС-40 | Пайка деталей из оцинкованного железа, латуни и меди |
Таблица 1.5 – Припои высокотемпературной пайки
| Марка | Область применения |
| Медно-фосфористые | |
| ПМФОПрб-4-0,03 | Пайка меди и сплавов на основе меди |
| Медно-цинковые | |
| ПМц-48 | Пайка латуни марки Л 62 |
| ЛОК 62-06-04 | Пайка чугуна и стали |
| ПМд-54, Л 62 | Пайка стали, меди и бронзы |
| Серебряные | |
| ПСр-45 | Пайка меди и бронзы |
| ПСр-65, ПСр-70 | Пайка токоведущей арматуры |
| ПСр-10 | Пайка участков, где рабочая температура достигает 800°С |
Таблица 1.6 – Флюсы при низкотемпературной пайке
| Состав | Применение |
| Хлористый цинк 85% Хлористый аммоний 10% Фтористый натрий 5% | Пайка алюминия |
| Канифоль | Пайка меди и ее сплавов |
Таблица 1.7 – Флюсы при высокотемпературной пайке
| Состав | Применение |
| Борная кислота 40% Бура 40% Сода 20% | Латунь, медь |
| Углекислый литий 20%, Борная кислота 50 – 60% | Чугун |
| Борная кислота 50% Плавленая бура 50% | Нержавеющая сталь |
Таблица 1.8 – Необходимые зазоры под пайку
| Основной металл | Припой | Величина зазора, мм |
| Стали низкоуглеродистые | Sn – Pb Cu Cu – Zn | 0,05 – 0,5 0,001 – 0,05 0,05 – 0,25 |
| Титан и его сплавы | Cu – Ti Ag, Ag – Mn | 0,03 – 0,05 0,03 |
| Алюминий и его сплавы | Zn Al – Si | 0,1 – 0,25 0,15 – 0,25 |
| Медь и ее сплавы | Cu – Zn Cu – Pb | 0,04 – 0,2 0,04 – 0,2 |
| Никелевые сплавы | Ni – Cr | 0,05 – 0,1 |
Количество припоя, необходимое для получения качественных соединений:

 , (1.1)
, (1.1)
где Q – требующееся количество припоя, кг; Δ – наибольший зазор в соединении при температуре пайки, м; h – высота поднятия припоя, м; l – протяженность соединения, м; ρ – плотность припоя, кг/м3. Коэффициент 1,5 учитывает объем галтелей припоя и неизбежные технологические потери на угар и разбрызгивание.
Высота поднятия жидкости между параллельными пластинами, образующими капиллярный зазор определяется:
 , (2.1)
, (2.1)
где θ – краевой угол смачивания, град; σ – поверхностное натяжение жидкости, Дж/м2; а – расстояние между параллельными пластинами (зазор), м; ρ – плотность припоя, кг/м3; g – ускорение силы тяжести, м/с2.
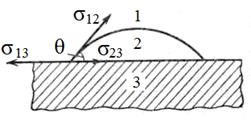
| Рисунок 2.1. Схема равновесия сил поверхностного натяжения капли жидкости на поверхности твердого тела: 1 – газ; 2 – жидкость; 3 – твердое тело |
σ1,3 = σ2,3 + σ1,2 cos θ, (2.2)
где σ1,3 – поверхностное натяжение между твердым телом и газовой средой (флюсом), действующее по периметру ее основания; σ2,3 – поверхностное натяжение жидкости на границе с твердым телом; σ1,2 – поверхностное натяжение жидкости на границе с газовой средой (флюсом).
 . (2.3)
. (2.3)
Kраст = σ1,2 (cos θ – 1). (2.4)

|
| Рисунок 3.1. Формы и размеры образца для оценки влияния расплава припоя на паяемый материал |
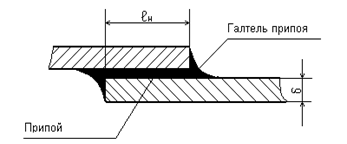
Рисунок 3.2. Паяное нахлесточное соединение
 , (3.1)
, (3.1)
 , (3.2)
, (3.2)
где b – ширина соединяемых листов, мм; τп – сопротивление срезу припоя, МПа; σвом – предел прочности основного материала, МПа.
Величина нахлестки определяется как:
 . , (3.3)
. , (3.3)
При lн > lнр соединение при испытании на растяжение будет разрушаться по основному материалу, а при lн < lнр – по шву.

| ||
| Рисунок 5.3. Внешний вид пластины с припоем | ||

| 
| |
| Рисунок 5.4. Растекаемость капли на образце из меди | Рисунок 5.5. Растекаемость капли на образце из стали |

| 
|
| Рисунок 5.6. Образцы для испытания | Рисунок 5.7. Устройство для испытания припоя на срез |

| 
|
| Микроструктура основных металлов (х 100) | Микроструктура паяного соединения – диффузионная зона (х 100) |
ОСНОВНЫЕ ТЕРМИНЫИ ОПРЕДЕЛЕНИЯ
Ниже приведены основные термины в соответствии с ГОСТ 17325-79.
Пайкой называется процесс образования соединения с межатомными связями путем нагрева соединяемых материалов ниже температуры их плавления, их смачивания припоем, затекания припоя в зазор и последующей кристаллизации.
Лужение – образование на поверхности материала металлического слоя путем плавления припоя, смачивания припоем поверхности и последующей его кристаллизации.
Паяное соединение – соединение, образованное пайкой.
Паяемый материал – основной материал заготовок или изделий, соединяемых пайкой и подвергаемых лужению.
Припой – материал для пайки и лужения с температурой плавления ниже температуры плавления паяемых материалов.
Паяльный флюс – вспомогательный материал, применяемый для удаления окислов с поверхности паяемого материала и припоя, и предотвращения их образования.
Растекание припоя – распространение расплавленного припоя на поверхности паяемого материала.
Смачивание припоем – физико-химическое взаимодействие расплавленного припоя с паяемым материалом, проявляющееся в растекании припоя или образование мениска с конечным краевым углом смачивания.