Производство цемента осуществляется по мокрому способу. В качестве сырьевых материалов для производства цемента служат: карбонатные компоненты – известняк, глинистые – глина. Все материалы поступают на предприятие железнодорожным и автомобильным транспортом. Весь технологический процесс производства цемента состоит из четырех основных процессов: добыча и транспортировка сырьевых компонентов, приготовление сырьевой смеси, обжиг сырья и помол клинкера, упаковка и отгрузка готового цемента.
Доставляемая из карьера глина с размерами кусков не более 20 мм. поступает в две глиноболтушки для измельчения с водой. Получаемый глиняный шлам с влажностью не более 58% складируется в вертикальном шламбассейне объемом 850м3.Отсюда глиняный шлам поступает на дальнейшее измельчение совместно с известняком.
Доставляемый из карьера известняк с размерами кусков не более 750мм поступает на дробление в конусную дробилку КСД-900, производительностью 86 т/ч. Размеры кусков известняка, выходящих из конусной дробилки до 25мм. Известняк, дробленный поступает в склад, откуда грейферными кранами загружается в приемные бункера сырьевых мельниц.
Далее известняк поступает в трубные шаровые сырьевые мельницы для измельчения с водой совместно с глиняным шламом, уменьшая его влажность, пре
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КПООП -12001000000 ПЗ |
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КПООП 12001000000 ПЗ |
Закарстованный известняк измельчают в мельнице мокрого самоизмельчения «Гидрофол» ММС - 50 (1 шт) для измельчения с водой до кусков размером не более 10мм. Измельченный материал подается в мельницу домола. Получаемый низкотитрованный шлам складируется в шламбассейнах объемам 6000м3.Получаемый глиноизвестковый шлам складируется в двух горизонтальных шлам – бассейнах объемом по 6000 м3. Куда дополнительно перекачивается центробежными насосами низкотитрованный шлам для корректировки и усреднения.
Полностью усредненный сырьевой шлам перекачивается центробежными насосами в шлам – бассейны готового шлама. На данном этапе технологического процесса существенных экологических загрязнений не наблюдается. Данный этап в технологии производства цемента является самым чистым и экологически безопасным.
Обжиг сырьевой смеси и помол клинкера. Из шламбассейнов готовый сырьевой шлам по средствам автоматических реакционных питателей поступает во вращающуюся печь 4,5х170 м. Процесс обжига сырьевого шлама заканчивается поступлением клинкера в холодильник (тип – колосниковый «Волга – 50»), где клинкер охлаждается до необходимой температуры и поступает на ковшовый транспортер. Технологический процесс помола клинкера начинается с подачи из силосов на ленточный конвейер вначале клинкера, затем шлака, потом гипса. С конвейера материал поступает через дисковый питатель в шаровую трубную мельницу 3,2х14 м. И так далее каждую последующую мельницу питает свой ленточный конвейер. Доведенный до требуемой тонкости помола цемента из мельницы транспортируется пневмокамерными насосами в цементные силоса.
СПЕЦИАЛЬНАЯ ЧАСТЬ
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КПООП 12001000000 ПЗ |
В отечественной и зарубежной практике при осуществлении операций дробления широкое применение имеют конусные дробилки. Их используют во всех стадиях дробления при переработке самых разнообразных руд и материалов, как по крупности дробимого материала, так и по разнообразию физико-механических свойств. Исключением следует считать материалы и руды, имеющие плитняковую структуру или содержащие глинистые фракции при повышенной влажности их, в первом случае может происходить перегрузка приводного двигателя дробилки или увеличение крупности дробимого материала; во втором - частое срабатывание амортизационной системы и забивание камеры дробления.
Конусными дробилками принято называть дробилки, дробление в которых осуществляется сжатием материала между конусами, расположенными один внутри другого. Первые образцы таких машин имели рабочее пространство в виде двух усеченных конических поверхностей, что и послужило основанием для названия этих дробилок конусными. Рабочее пространство современных конусных дробилок образуется более сложными поверхностями, нередко криволинейной формы. Поэтому современные конусные дробилки называют так в силу традиций.
На рисунке 2 показана конусная дробилка КСД 900 с диаметром подвижного конуса 900 мм. Дробилка КСД 900 предназначена для получения мелкого продукта размером 3—20 мм из прочных абразивных горных пород: известняков, базальтов, кварцитов и других подобных материалов.
Подвижный конус дробилки 2 установлен в станине 1 на подпятнике 12, вал 18 подвижного конуса размещен в эксцентриковои втулке 17. В верхней части подвижный конус имеет распредели тельную тарелку 6, способствующую равномерной загрузке дробилки исходным материалом.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КПООП 12001000000 ПЗ |
От проворачивания по резьбе корпус неподвижного конуса зафиксирован контргайкой 10. Фиксацию производят собачкой 9, контактирующей с зубчатым венцом 8, размещенным на корпусе 7. Собачка 9 соединена с гидроцилиндром 20. другая собачка 4 установлена на станине и приводится в действие гидроцилиндром 23. Контргайку 10 поворачивают гидроцилиндры 19 и 21.
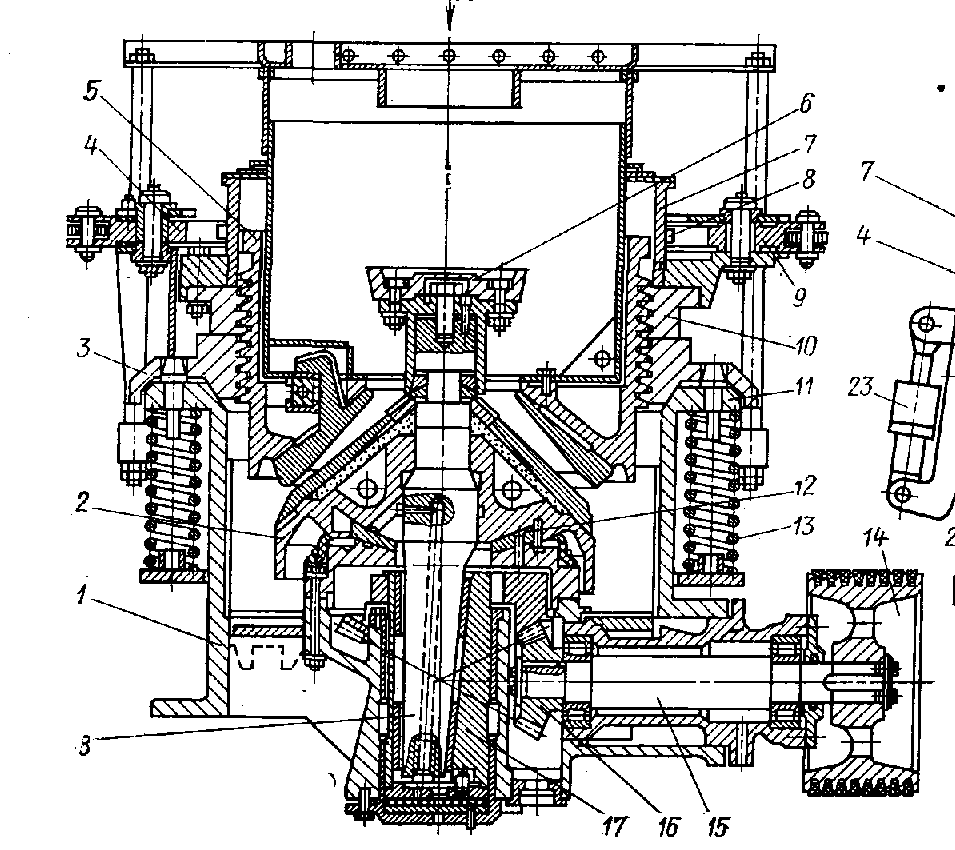
Привод дробилки 14 состоит из клиноременной передачи, вала 15 и конической зубчатой передачи 16.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КПООП 12001000000 ПЗ |
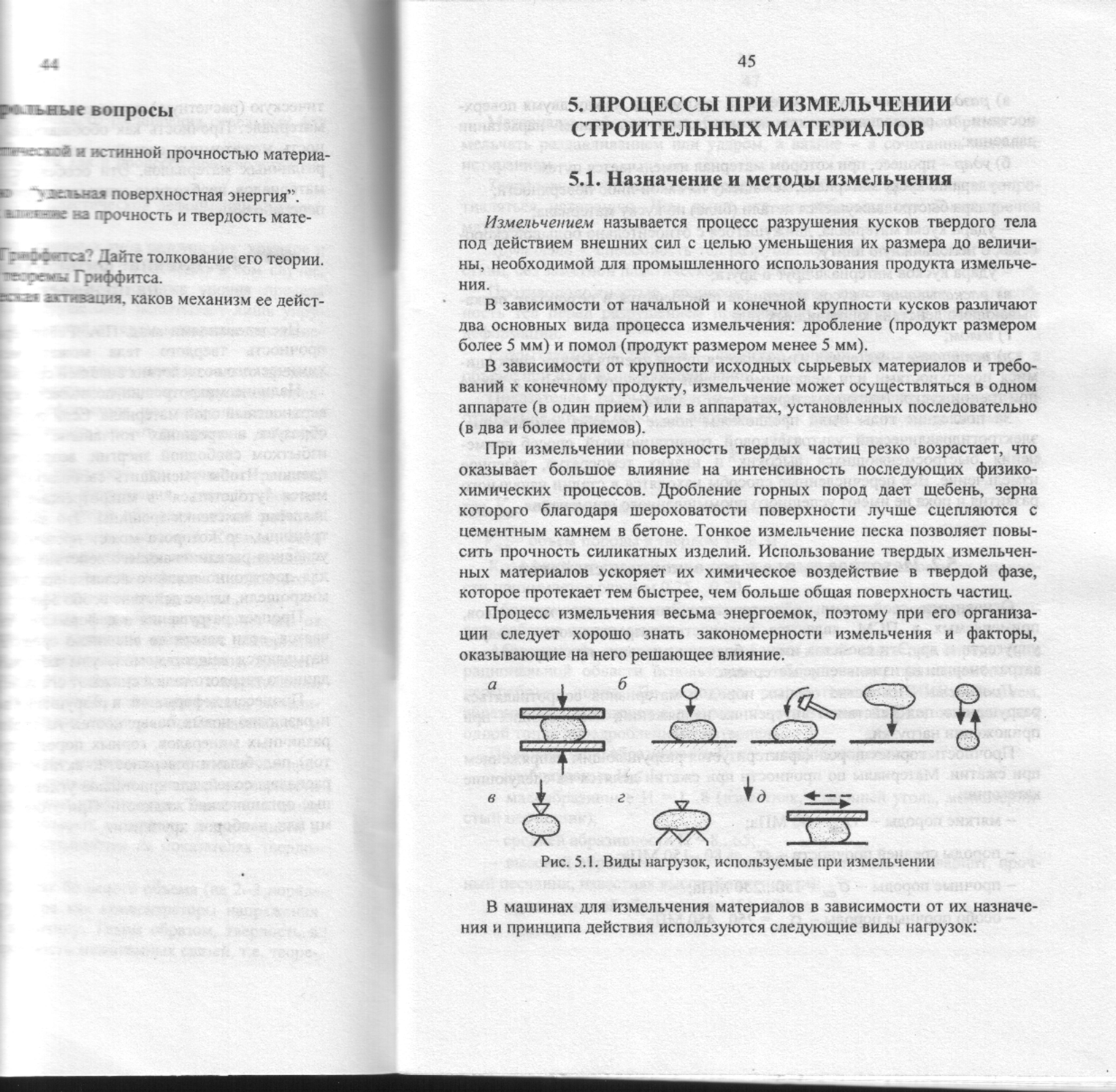
В конусной дробилке КСД-900 дробление осуществляется раздавливанием (рис. 3.а), изломом (рис. 3.б) и истиранием (рис. 3.в).
|
|
| |
| а) | б) | в) |
Рисунок 3 Способы измельчения материалов, имеющие место
в дробилке КСД-900
- раздавливание - процесс разрушения материала, при котором кусок материала зажимается между двумя поверхностями и раздавливается при сравнительно медленном нарастании давления;
- истирание - процесс разрушения материала, при котором материал измельчается путем трения между движущимися поверхностями или
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КПООП 12001000000 ПЗ |
Изм.
Лист
№ докум.
Подпись
Дата
Лист
2.2. РАСЧЕТ ОСНОВНЫХ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ КПООП 12001000000 ПЗ
2.2.1 Определение угла захвата[6]
Дробление материала в конусных дробилках возможно в том случае, когда угол между конусом не превышает определенной величины. Когда только величина этого угла переходит этот предел, дробимый материал не будет захватываться и начнет выталкиваться вверх.
При оптимальных величинах угла между конусами, чем меньше степень измельчения, тем выше производительность.
Дробление возможно, когда угол захвата равен или меньше двойного угла трения:
β+β1 = α ≤ 2φ, (61)
где φ ― угол трения между металлической поверхностью конуса и поверхностью куска дробимого материала
tgφ = f, (62)
где f ― коэффициент трения, f = 0,35
φ = arctg f (63)
φ = arctg 0,35 = 19,3
α < 2∙19,3 = 38,6
2.2.2 Определение скорости вращения вала [6]
Число оборотов вала дробящего конуса (число качаний подвижного дробящего конуса) определяется по формуле
 , об/с, (64)
, об/с, (64)
где: α - угол наклона образующей дробящего конуса к его основанию,
f - коэффициент трения материала о поверхность конуса, f =0,3-0,4;
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КПООП 12001000000 ПЗ |
 . об/с
. об/с
2.2.3. Определение производительности [5,6]
Производительность конусных дробилок среднего дробления при ориентировочных расчетах определяется по формуле
 м3/с (65)
м3/с (65)
где: b - ширина выходной щели в сомкнутом положении, м; lk - длина зоны калибровки, м; Dk - диаметр основания дробящего конуса, м; n - число оборотов подвижного конуса, об/с; Краз - коэффициент разрыхления материала, Краз=0,35-0,45.
Q≈3.14∙0.03∙0.085∙0.9∙3.555∙0.45=0.0115 м3/с=41.4 м3/ч
2.2.4. Опр
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КПООП 12001000000 ПЗ |
Обычно установочная мощность электродвигателя конусных дробилок среднего дробления рассчитывается по эмпирическим формулам
 кВт (66)
кВт (66)
Pдв ≈12,6 ∙ 0,92 ∙ 3,555 = 36,282 кВт
где: Dk – диаметр основания дробящего конуса, м; n – число оборотов вала, об/с.
полученный результат умножим на поправочный коэффициент
Рдв =1,5·36,282 =54,4кВт
Отечественные дробилки среднего и мелкого дробления снабжаются трехфазными асинхронными электродвигателями серия А [4].
По ГОСТ Р51689-99 выбираем трехфазный асинхронный электродвигатель серии А 4АН180М4У3
Значения для этого двигателя Мощность 55 кВт.
n = 1500 об/мин.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КПООП 12001000000 ПЗ |
1. Определим кол-во оборотов приводного вала дробилки
 (67)
(67)
где:  - число оборотов подвижного конуса,
- число оборотов подвижного конуса,  =213 об/мин;
=213 об/мин;
 - передаточное отношение конической передачи.
- передаточное отношение конической передачи.
 об/мин.
об/мин.
2. Определим кол-во оборотов ведомого шкива ременной передачи
 (68)
(68)
тогда  об/мин.
об/мин.
3. Определим передаточное отношение ременной передачи
 (69)
(69)
где:  - кол-во оборотов электродвигателя.
- кол-во оборотов электродвигателя.

4. Определим мощность на ведомом шкиве ременной передачи
 (70)
(70)
где:  - мощность на валу двигателя,
- мощность на валу двигателя,  = 55 кВт;
= 55 кВт;
 - К.П.Д. ременной передачи и подшипников качения,
- К.П.Д. ременной передачи и подшипников качения, 
 кВт.
кВт.
5. Определим мощность на приводном валу дробилки
 (71)
(71)
6. Определим мощность на валу дробящего конуса
 (72)
(72)
где:  - К.П.Д. конической передачи, подшипников скольжения и подшипников качения
- К.П.Д. конической передачи, подшипников скольжения и подшипников качения 
 кВт.
кВт.
7. Подбор клиноременной передачи
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КПООП 12001000000 ПЗ |
 = 55 кВт;
= 55 кВт;  =52 кВт; i = 2,6;
=52 кВт; i = 2,6;  =1500об/мин;
=1500об/мин;  = 532 об/мин.
= 532 об/мин.
7.1 Определим диаметр меньшего шкива
По табл. 2.15.[4] подбираем стандартный диаметр шкива  = 280 мм.
= 280 мм.
В данном случае 1 ремнем с сечением В L0=3750мм передается мощность равная [P]=11,1 кВт.
7.2 Определим количество клиновых ремней
 (73)
(73)
7.3 О
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КПООП -12001000000 ПЗ |
 , (74)
, (74)
где:  - коэффициент скольжения клинового ремня, =0,01.
- коэффициент скольжения клинового ремня, =0,01.
 мм=0,72м.
мм=0,72м.
7.4 Определим межосевое расстояние
 (75)
(75)
 мм.
мм.
7.5 Определим длину ремня
 (76)
(76)
 мм.
мм.
Примем L=3000мм=3м.
3. ЭКСПЛУАТАЦИЯ и БЖД [6]
Основные положения технической эксплуатации дробилок:
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КПООП - 12001000000 ПЗ |
- электродвигатели и электропусковая аппаратура должны быть заземлены;
- оборудование должно быть оснащено звуковой и световой сигнализацией и сблокировано с пусковыми устройствами следующих по технологическому потоку машин. Сигналы должны быть хорошо слышимы и видны с рабочего места;
- дробилка должна пускаться до пуска машин питающих их исходными материалами и останавливаться после выработки всего исходного материала;
- при наладке и мелком ремонте машины и при ее уборке, пусковые устройства должны быть надежно отключены путем изъятия из них предохранительных устройств и вывешены плакаты «Не включать, работают люди».
Работы по подготовке к пуску:
· осмотр машины и устранение мелких неисправностей;
· проверка крепежных деталей;
· проверка состояния и натяжения приводных ремней;
· проверка состояния пусковых устройств;
· проверка состояния системы смазки;
· проверка состояния и устранение неисправностей предохранительных устройств и ограждений;
Во время работы необходимо следить за:
·
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КПООП - 12001000000 ПЗ |
предметов;
· состоянием циркуляционной системы смазки и охлаждения;
· исправностью всего комплектующего оборудования машины;
· показаниями КИП;
Машина должна быть остановлена:
· при возникновении аварии или угрозы несчастного случая;
· при поломке механизмов машины или агрегатов, работающих совместно с этой машиной;
Порядок пуска машины:
· включение звуковой и световой сигнализации;
· включение транспортирующих устройств;
· включение вспомогательного оборудования с конца технологической линии;
· включение системы смазки;
· включение электродвигателя;
Остановка ведется в обратной последовательности пуску.
ЗАКЛЮЧЕНИЕ
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КПООП - 12001000000 ПЗ |
Для обеспечения данной производительности было подобрано следующее основное оборудование: дробление материала осуществляется в конусной дробилке КСД–900, производительностью 86 т/ч; измельчение сырьевых материалов происходит в двух сырьевых мельницах Ø 4х13,5 м, производительностью 120 т/ч; клинкер обжигается во вращающихся печах Ø 4,5×170м с производительностью 50т/ч; после каждой вращающейся печи установлен колосниковый холодильник клинкера «Волга 75С», производительностью 75 т/ч; помол клинкера с добавками осуществляется в двух цементных мельницах Ø 3,2х15 м, производительностью 60 т/ч каждая.
СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КПООП - 12001000000 ПЗ |
2. Дуда В. Цемент. – М.: Стройиздат, 1981.
3. Зозуля П.В. Проектирование цементных заводов. – С.-П.: Синтез, 1995.
4. Киркач Н.Ф., Баласанян Р.А. Расчет и проектирование деталей машин. – Харьков: Основа, 1991. – 276 с.
5. Сапожников М.Я., Дроздов Н. Е. Справочник по оборудованию заводов строительных материалов. – М.: Стройиздат, 1970.
6. Сапожников М. Я. Механическое оборудование для производства строительных материалов и изделий. – М.: Стройиздат, 1962. – 382 с.
7. Силенок С.Г., Борщевский А.А. Механическое оборудование предприятий строительных материалов, изделий и конструкций. – М.: Машиностроение, 1990.