Кислород в средних дистиллятах может быть представлен соединениями типа спиртов, эфиров, фенолов и нафтеновых кислот. В высококипящих фракциях кислород находится в основном в мостиковых связях и в циклах молекул. Наибольшее количество кислородсодержащих соединений концентрируется в смолах и асфальтенах.
При гидрогенолизе кислородсодержащих соединений образуются соответствующие углеводороды и вода:
| |||||
 |  | ||||
 R COOH R CH3 + 2H2O
R COOH R CH3 + 2H2O
|
 RC6H4OH RC6H5 + H2O
RC6H4OH RC6H5 + H2O
Смолы и асфальтены превращаются в низкомолекулярные соединения.
Гидроочистка от кислородсодержащих соединений протекает в тех же условиях, что и удаление сернистых примесей. В присутствии обычных катализаторов гидроочистки достигается практически полное гидрирование кислородсодержащих соединений.
Металлорганические соединения, присутствующие в нефтяных фракциях, разлагаются на активных центрах катализатора с выделением свободного металла, являющегося каталитическим ядом. Гидроочистка позволяет удалять большую часть металлорганических соединений. Так, ванадий удаляется на 98÷100%, а никель – 93÷96%.
Превращение углеводородов
В процессе гидроочистки одновременно с реакциями сернистых, азотистых и кислородных соединений протекают многочисленные реакции углеводородов:
· изомеризация парафиновых и нафтеновых углеводородов;
· насыщение непредельных углеводородов;
· гидрокрекинг;
· гидрирование ароматических углеводородов и другие.
Изомеризация парафиновых и нафтеновых углеводородов происходит при любых условиях обессеривания.
При температуре 350÷500˚С происходит практически полное гидрирование непредельных соединений при сравнительно низком парциальном давлении водорода:
|
 RCH = CH2 RCH2CH3
RCH = CH2 RCH2CH3
Интенсивность гидрокрекинга усиливается с повышением температуры и давления. При более высоких температурах и низких давлениях происходит частичное дегидрирование нафтеновых и дегидроциклизация парафиновых углеводородов. В некоторых случаях гидрогенизационного обессеривания эти реакции могут служить источником получения водорода для реакции собственного обессеривания, т.е. обеспечивают протекание процесса автогидроочистки.
В процессе гидрирования наиболее стойкими являются ароматические углеводороды. Гидрирование ароматических углеводородов с конденсированными кольцами может происходить в условиях процесса гидроочистки:
|
|
|
| |||||||||||||||||||||
 |  |  |  | |||||||||||||||||||||
 | | | | |||||||||||||||||||||
 |
Наряду с последовательным гидрированием ароматических колец возможно расщепление образовавшихся насыщенных колец и выделение алкилзамещённых аренов:
 |  |  |


|




 +
+
 |
+
Алкилбензолы на катализаторах с высокой гидрирующей активностью подвергаются дальнейшему гидрогенолизу, в основном с последовательным отщеплением метана:
 |  | ||||
 |


|
 |
Механизм и кинетика процесса гидроочистки
Механизм гидрирования сераорганических соединений в значительной степени зависит от их строения. Скорость гидрирования, в общем, возрастает в ряду: тиофены < тиофаны » сульфиды < дисульфиды < меркаптаны.
Данных о гидрировании азот- и кислородорганических соединений очень мало. В таблице 4 приведены данные о гидрировании некоторых азот-, кислород- и сераорганических аналогов на Ni2S3 [4].
Таблица 4 – Степень превращения различных видов гетероатомных соединений в зависимости от температуры
| Углеводород | Превращение, % | ||
| при 200°С | при 350°С | при 400°С | |
| Тиофан | |||
| Тетрагидрофуран | |||
| Тиофен | |||
| Фуран | |||
| Пиррол |
При одинаковом строении устойчивость относительно гидрирования возрастает в ряду соединений: сераорганические < кислородорганические < < азоторганические.
Кинетика гидроочистки реальных промышленных видов сырья весьма сложна. Сложность определятся различием в скоростях превращения различных классов сернистых соединений (иногда на порядок больше), а также изменением активности катализатора в ходе процесса. Кроме того, всегда, особенно в случае тяжёлых продуктов, приходится считаться с большой вероятностью диффузионных ограничений. Наконец, влияют явления торможения реакций сероводородом при гидрогенолизе индивидуальных соединений. Несмотря на все перечисленные трудности, было выведено достаточно много кинетических уравнений для расчёта скоростей гидроочистки.
В одной из первых работ [5] было предложено уравнение первого порядка:
 ,
,
где  и
и  – парциальное давление сернистых соединений в гидрогенизате и в сырье,
– парциальное давление сернистых соединений в гидрогенизате и в сырье,  – константа скорости реакции,
– константа скорости реакции,  – условное время реагирования. Было показано, что до глубины обессеривания 95% и в случае узких фракций это уравнение удовлетворительно описывает скорость процесса. Однако для широких фракций оно не применимо, так как в этом случае скорость десульфуризации является суммой различных скоростей в уравнениях первого порядка для узких фракций. Константы скоростей десульфуризации, экстраполированные к нулевому парциальному давлению (бесконечное разбавление водородом), мало зависели от давления водорода, а соответствующие константы при парциальном давлении жидких продуктов 250 кПа – весьма существенно. Это интерпретировалось как явление более предпочтительной адсорбции жидких продуктов, вследствие чего при высоких парциальных давлениях последних поверхность катализатора становится труднодоступной для водорода и его давление начинает определять скорость реакции [5].
– условное время реагирования. Было показано, что до глубины обессеривания 95% и в случае узких фракций это уравнение удовлетворительно описывает скорость процесса. Однако для широких фракций оно не применимо, так как в этом случае скорость десульфуризации является суммой различных скоростей в уравнениях первого порядка для узких фракций. Константы скоростей десульфуризации, экстраполированные к нулевому парциальному давлению (бесконечное разбавление водородом), мало зависели от давления водорода, а соответствующие константы при парциальном давлении жидких продуктов 250 кПа – весьма существенно. Это интерпретировалось как явление более предпочтительной адсорбции жидких продуктов, вследствие чего при высоких парциальных давлениях последних поверхность катализатора становится труднодоступной для водорода и его давление начинает определять скорость реакции [5].
Позднее, вышеописанное уравнение было упрощено (не учитывалось влияние циркулирующего водорода):
 ,
,
где  и
и  – концентрация серы в сырье и продукте,
– концентрация серы в сырье и продукте,  – объёмная скорость подачи сырья, а
– объёмная скорость подачи сырья, а  – константа скорости реакции.
– константа скорости реакции.
Наконец, была показана применимость уравнения первого порядка, как по сырью, так и по водороду, выведенного на основании изотермы Ленгмюра. Однако приложение его к скоростям гидрогенолиза индивидуальных соединений показало столь значительную разницу, что уравнение пришлось сильно усложнить. Поэтому для промышленного сырья, особенно для сырья широкого фракционного состава или высококипящего, подбирали любые эмпирические уравнения, лишь бы они давали лучшую сходимость, чем уравнения первого порядка.
Так, на основании результатов опытов обессеривания вакуумного остатка кувейтской нефти с 5,45% серы при 3,5 и 7,0 МПа было выведено следующее уравнение [5]:
 ,
,
где  – отношение содержания серы в продукте к содержанию её в сырье,
– отношение содержания серы в продукте к содержанию её в сырье,
 – константа скорости реакции; – объёмная скорость. При этом авторы не считают, что второй кинетический порядок – истинный, просто он является лучшим приближением суммы многих уравнений первого порядка для отдельных классов и групп сернистых соединений. Вывод о кажущемся втором порядке подтверждён и в других работах.
– константа скорости реакции; – объёмная скорость. При этом авторы не считают, что второй кинетический порядок – истинный, просто он является лучшим приближением суммы многих уравнений первого порядка для отдельных классов и групп сернистых соединений. Вывод о кажущемся втором порядке подтверждён и в других работах.
Оптимальная температура гидроочистки зависит от качества сырья, от условий ведения процесса, активности катализатора и находится в пределах 340 – 400 °С.
Нижний предел температуры очистки определяется в этом случае возможностью конденсации тяжелых фракций сырья и появлением жидкой фазы, что резко замедляет гидрирование.
По мере увеличения температуры при постоянстве остальных параметров процесса, степень гидрирования сернистых соединений и непредельных углеводородов возрастает, достигая максимальной величины при температуре 420°С. При дальнейшем повышении температуры глубина гидрирования сернистых соединений снижается незначительно, а непредельных углеводородов – довольно резко.
На рисунке 1 показано влияние температуры на гидроочистку смеси фракций 200 – 350°С прямогонной и дистиллята каталитического крекинга в соотношении 1:1. Исходное сырьё содержало 1,3% мас. серы, 33% об. сульфируемых углеводородов, имело йодное число 12 и цетановое число 45. Процесс проводили на алюмокобальтмолибденовом катализаторе [6].

пунктирные линии – непредельные углеводороды; сплошные линии – сернистые соединения.
Рисунок 1 – Влияние температуры на глубину гидрирования сернистых соединений и непредельных углеводородов при гидроочистке смеси дистиллятов прямой перегонки и каталитического крекинга.
По мере увеличения температуры с 300 до 380 – 420°С содержание сульфирующихся углеводородов в гидрогенизате снижалось с 33 до 30 – 31 % об., а при дальнейшем повышении температуры до 460°С несколько увеличивается вследствие частичного дегидрирования нафтеновых углеводородов. В соответствии с этим при повышении температуры с 300 до 380°С цетановое число топлива возрастает на 1 – 2 пункта, а при дальнейшем возрастании температуры начинает несколько уменьшаться [6].
О влиянии температуры на глубину деароматизации можно судить по данным рисунка 2 [7].

|

|

|
 Рисунок 2 – Зависимость глубины деароматизации от температуры при разной объёмной скорости подачи сырья.
Рисунок 2 – Зависимость глубины деароматизации от температуры при разной объёмной скорости подачи сырья.
Исследования проводились на катализаторе обладающем дополнительной гидрокрекирующей активностью, предназначенного для деароматизации прямогонного дизельного топлива. Они позволили выявить оптимальные значения технологических параметров. Оптимальная температура процесса составляет 330°С. При ней достигается максимальная глубина деароматизации (рисунок 2). Существование максимума обусловлено снижением констант химического равновесия реакций гидрирования при увеличении температуры (таблица 3).
При гидроочистке фракций дизельного топлива повышение общего давления при заданном соотношении водород: сырьё увеличивает глубину очистки до тех пор пока сырьё находится преимущественно в газовой фазе, дальнейшее повышение давления ухудшает результаты процесса за счёт диффузионных ограничений. При заданном общем давлении и повышении соотношения водород: сырьё результаты очистки улучшаются до полного испарения сырья; при наличии жидкой фазы транспортирование водорода к поверхности катализатора обычно является лимитирующей стадией процесса и повышение парциального давления водорода увеличивает скорость диффузии за счёт уменьшения доли сырья, находящегося в жидкой фазе, т.е. уменьшения толщины плёнки жидкости на поверхности катализатора. После полного испарения сырья глубина гидроочистки с увеличением парциального давления водорода при неизменном общем давлении уменьшается вследствие снижения парциального давления сырья (рис. 3) [8].

1 – жидкофазный процесс; 2 – газофазный процесс.
Рисунок 3 – Влияние кратности циркуляции водорода на полноту обессеривания газойля 200 – 350°С прямой перегонки
При гидроочистке дистиллятов вторичного происхождения – газойлей каталитического крекинга и коксования – глубина обессеривания, равная 90%, достигается при парциальном давлении водорода около 2 – 3 МПа. Однако эти продукты имеют низкие цетановые числа. Для получения дизельного топлива с цетановым числом не менее 45 требуется изменение условий гидроочистки и в первую очередь величины парциального давления водорода, т.е. необходим процесс гидрирования.
На рисунке 3 приведены основные результаты гидроочистки фракции 200 – 350°С газойля каталитического крекинга, имеющего следующую характеристику: содержание серы – 1,53 %(масс.), количество сульфирующихся углеводородов – 47 %(об.), йодное число – 47, цетановое число – 37. Гидроочистку проводили на алюмокобальтмолибденовом катализаторе при температуре 380°С и объёмной скорости подачи сырья -
1,0 ч-1 [1].



1 – глубина обессеривания; 2 – содержание сульфирующихся углеводородов; 3 – цетановое число
Рисунок 4 – Влияние парциального давления водорода на глубину гидроочистки газойля каталитического крекинга.
Из рисунка 4 видно, что глубина обессеривания продукта, равная 90% (содержание серы 0,15 – 0,2 %(масс.)), достигается при парциальном давлении водорода около 2 МПа, т.е. гидрообессеривание протекает достаточно полно в условиях, аналогичных условиям гидроочистки прямогонных фракций.
Низкосернистые и достаточно высокоцетановые топлива можно получить при гидроочистке смеси дистиллятов прямой перегонки и вторичного происхождения. В этом случае достаточно приемлемые результаты достигаются при парциальном давлении водорода 3 – 3,5 МПа, т.е. облагораживание таких смесей можно проводить на промышленных установках гидроочистки, рассчитанных на общее давление 5 МПа [1].
Объёмная скорость подачи сырья в зависимости от его качества, требуемой глубины очистки и условий процесса может изменяться в очень широких пределах – от 0,5 до 10 ч-1. Для тяжёлого сырья и сырья вторичного происхождения объёмная скорость наименьшая.
О влиянии объёмной скорости подачи сырья на процесс гидроочистки смеси дистиллятов прямой перегонки и каталитического крекинга можно судить по данным рисунков 5 и 6 [1].
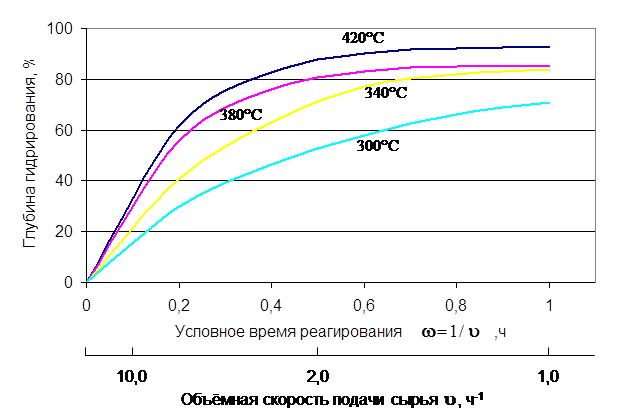
Рисунок 5 – Влияние объёмной скорости подачи сырья на глубину гидрирования непредельных.
Как видно из рисунков 5 и 6, изменение степени гидрирования непредельных углеводородов в интервале объёмных скоростей подачи сырья от 1,0 до 15,0 ч-1 при общем давлении 4 МПа и подаче газа, содержащего 65 %(об.) водорода, 500м3/м3 сырья происходит по сравнению с гидрированием сернистых соединений более плавно. При температуре около 300°С скорости гидрирования непредельных углеводородов и сернистых соединений примерно одинаковы, при более высоких температурах скорость гидрирования сернистых соединений выше.

Рисунок 6 – Влияние объёмной скорости подачи сырья на глубину обессеривания
Характеристика сырья и продуктов гидроочистки
Глубина гидроочистки дистиллятов от серы и других соединений зависит от типа углеводородного сырья, температуры процесса, парциального давления водорода и его кратности циркуляции, объемной скорости подачи сырья и других факторов.
Гидроочистке подвергают как прямогонные фракции (бензин, реактивное и дизельное топливо, вакуумные газойли), так и дистилляты вторичного происхождения (лёгкая фракция пиролизной смолы, бензины, лёгкие газойли коксования и каталитического крекинга).
С утяжелением сырья степень его очистки в заданных условиях процесса снижается. Происходит это по следующим причинам. С повышением средней молярной массы доля серы, содержащейся в устойчивых относительно гидрирования структурах, увеличивается. По мере утяжеления сырья всё большая его часть находится в условиях гидроочистки в жидкой фазе, что затрудняет транспортирование водорода к поверхности катализатора. При жидкофазной гидроочистке с утяжелением сырья скорость диффузии водорода через плёнку жидкости на катализаторе снижается, так как повышается вязкость и снижается растворимость водорода при данных условиях. Увеличение в сырье количества полициклических ароматических углеводородов, смол и асфальтенов, прочно адсорбирующихся на катализаторе и обладающих высокой устойчивостью относительно гидрирования, также снижает глубину очистки.
При одинаковом фракционном составе очистка от серы продуктов вторичного происхождения (коксования, каталитического крекинга) проходит значительно труднее. Это связано с тем, что подвергшиеся крекингу продукты содержат гетероатомы в структуре наиболее термически стабильных, трудно гидрирующихся соединений. Кроме того, продукты вторичного происхождения содержат большое количество ароматических и непредельных углеводородов, обладающих высокой адсорбируемостью на катализаторе и тормозящих в результате гидрирование гетероорганических соединений.
Качество получаемой продукции, то есть дизельного топлива, должно соответствовать показателям, приведенным ниже.
Фракция дизельного топлива гидроочищенная
| Показатели качества продукта: | |
| Содержание воды и механических примесей | Отсутствие |
| Фракционный состав 50% отгоняется при температуре не выше 90% отгоняется при температуре не выше 96% отгоняется при температуре не выше | 280°С 340°С 360°С |
| Сероводородная коррозия | Отсутствие |
| Испытание на медной пластинке | Выдерживает |
| Температура вспышки, определяемая в закрытом тигле, °С Не ниже | |
| Массовая доля общей серы,ppm масс. Не более | |
| Азот, ppm масс. Не более | |
| Йодное число, гр/100гр. | 0,5 |
| Плотность, кг/м3 Не более | |
| Применяется как компонент дизельного топлива. |
| Показатели качества продукта: | |
| Содержание воды и механических примесей | Отсутствие |
| Испытание на медную пластинку | Выдерживает |
| Температура начала кипения, °С Не ниже | |
| Температура конца кипения, °С Не выше | |
| Применяется как компонент автомобильных бензинов. |
Бензин-отгон.
Сероводород.
| Показатели качества продукта: | |
| Содержание сероводорода, % объемных не менее | 98,0 |
| Применяется в качестве сырья для производства серной кислоты. |
Углеводородный газ (после очистки).
| Показатели качества продукта: | |
| Содержание сероводорода, % объемных | Не более 0,20 |
| Применяется в качестве печного топлива на установке. |
1.3. Катализаторы гидроочистки
Ужесточающиеся требования к качеству нефтепродуктов, в первую очередь по снижению содержания в среднедистиллятных фракциях серы и ароматических углеводородов, заставляют искать более эффективные катализаторы гидроочистки. Катализаторы гидроочистки представляют собой сочетание окислов активных компонентов (никель, кобальт, молибден и др.) с носителем, в качестве которого чаще всего используют активную окись алюминия. Носитель в составе катализатора гидроочистки играет роль не только инертного разбавителя, но и участвует в формировании активных фаз, а также служит в качестве структурного промотора, создающего специфическую пористую структуру, оптимальную для переработки конкретного сырья.
Для гидроочистки применяют катализаторы на основе оксидов металлов VII и VIII групп (никель, кобальт, молибден, вольфрам). В промышленности используют алюмокобальтмолибденовый (АКМ) и алюмоникельмолибденовый (АНМ) катализаторы. В алюмоникельмолибденовый катализатор на силикатной основе для увеличения прочности вводят диоксид кремния (АНМС).
Носителем служит оксид алюминия. Катализаторы выпускают в виде частиц неправильной цилиндрической формы. В настоящее время применяются катализаторы на цеолитной основе. Катализатор АКМ имеет высокую активность и селективность по целевой реакции обессеривания, достаточно активен в гидрировании непредельных соединений. Катализатор АНМ проявляет большую активность при гидрировании ароматических и азотистых соединений.
Наиболее распространённые для гидроочистки в отечественной и зарубежной практике катализаторы приведены в таблице 6 [9].
Таблица 6 – Катализаторы гидроочистки нефтяных фракций
| Марка катали-затора | Характеристика | Сырьё | Форма | Тип носи-теля | Актив-ные компо-ненты | ||
| AKZO Nobel | |||||||
| KF–845 | Высокая обессериваю-щая и деазотирующая активность | От бензина до вакуумного газойля | Четырёх-листник | Al2O3 | NiMo | ||
| KF–752 | Высокая обессеривающая активность | От дизельного топлива до ваку-умного газойля | Четырёх-листник | Al2O3 | CoMo | ||
| KF–747 | Глубокое гидрообессеривание | От дизельного топлива до ваку-умного газойля | Четырёх-листник | Al2O3 | CoMo | ||
| KF–645 | Глубокое гидрообессеривание, деметализация, лёгкий гидрокрекинг | От бензина до вакуумного газойля | Цилиндр | Al2O3 | NiCoMo | ||
| «Элетрогорский институт нефтепереработки» | |||||||
| ГО–70 | Высокая обессериваю-щая и деазотирующая активность | От бензина до вакуумного газойля | Цилиндр, трилистник | Al2O3 | CoMo | ||
| ГО–86 | Высокая обессериваю-щая активность | Среднедистил-лятные фракции | Цилиндр | Al2O3 | CoMo | ||
| ГО–30-7 | Высокая обессериваю-щая и деазотирующая активность | Бензины | Цилиндр | Al2O3 | NiMo | ||
| ГО–38а | Обессеривание и насы-щение ароматических углеводородов | Масляные дистилляты | Цилиндр | Al2O3 | NiMo | ||
| КПС–16Н | Высокая обессери-вающая активность | Дизельные фракции | Цилиндр | Al2O3 | NiMo | ||
| ДТ–005К, ДТ–005Н | Глубокое гидрообессеривание | Дизельные фракции | Цилиндр | Al2O3 | CoMo, NiMo | ||
| Criterion Catalyst | |||||||
| С–448 | Для получения низкосернистого дизельного топлива | Средние дистил-ляты, вакуумный газойль | Сформо-ванные экструдаты | Al2O3 | CoMo | ||
| С–447 | Глубокое гидрообессеривание | Лёгкий и тяжё-лый вакуумный газойль, остатки | Сформо-ванные экструдаты | Al2O3 | CoMo | ||
| HDS–3 | Насыщение ароматических углеводородов | От бензина до вакуумного газойля | Сформо-ванные экструдаты | Al2O3 | NiMo | ||
| HDS–22 | Насыщение ароматических углеводородов | Бензин, сырьё каталитического крекинга | Сформо-ванные экструдаты | Al2O3 | CoMo | ||
| C–424 | Высокая гидрообессеривающая и гидродеазотирующая активность, насыщение ароматических углеводородов | Предваритель-ная гидроочистка сырья каталитического крекинга | Сформо-ванные экструдаты | Al2O3 | NiMo | ||
| «Всероссийский институт по переработке нефти» | |||||||
| ГS–168 | Обессеривающая активность | Бензин, дизельная фракция | Цилиндр | Al2O3+ SiO2 | NiMo | ||
| ГДК–202 | Высокая обессеривающая активность | Среднедистил-лятные фракции | Цилиндр | Al2O3+ цеолит | NiMo | ||
| ГДК–205 | Высокая обессеривающая активность | Среднедистил-лятные фракции | Цилиндр | Al2O3+ цеолит | NiMo | ||
| ГДК–202П | Высокая обессеривающая активность | Среднедистил-лятные фракции | Цилиндр | Al2O3+ цеолит | CoMo | ||
| ГП–534 | Высокая обессеривающая активность | От бензина до вакуумного газойля | Цилиндр | Al2O3 | NiMo | ||
| Procatalyse | |||||||
| HPC–60 | Высокая обессеривающая активность | От бензина до вакуумного газойля | Лист клевера | Al2O3 | - | ||
| HR–306C | Гидрообессери-вание, гидро-деазотирование | От бензина до вакуумного газойля | Экструдаты | Al2O3 | - | ||
| Haldor Topsoe | |||||||
| TK– 524 | Глубокое гидрообессеривание | Лёгкий и тяже-лый вакуумные газойли | Трёхлист-ник | Al2O3 | CoMo | ||
| TK–907, TK– 908 | Снижение ароматических углеводородов, низкая сероустойчивость | Лёгкий и тяже-лый вакуумные газойли | Трёхлист-ник | Патент | Патент | ||
| Orient catalysts Co. Ltd | |||||||
| HOP–412 | Высокое гидродеазотирование и гидрообессеривание | От бензина до вакуумного газойля | Сформован-ные экструдаты | Al2O3 | NiMo | ||
| HOP–463 | Высокое гидродеазотирование и гидрообессеривание | От бензина до котельного топлива | Сформован-ные экструдаты | Al2O3 | CoMo | ||
Особый интерес представляют катализаторы фирм Criterion Catalyst (C-448), Haldor Topsoe (TK-554, TK-907, TK-908), AKZO Nobel (KF-752), а также отечественные катализаторы Элетрогорского института нефтепереработки серии «ГО».
Испытания катализаторов вышеперечисленных компаний на ОАО «Славнефть-Ярославнефтеоргсинтез» показали их различную гидрообессеривающую активность (рисунок 7) [10].

Рисунок 7 – Гидрообессеривающая активность катализаторов ГО-70, С-448, KF-752 и ТК-554 (давление 3 МПа, объёмная скорость 4 ч-1, содержание серы в сырье 1,3% масс.).
Результаты испытаний фиксировались при температурах 340, 360 и 380°С, а также объёмной скорости 3 и 4 ч-1. Было отмечено, что при температурах 360 и 380°С и объёмной скорости 3 ч-1 все катализаторы позволяли получить дизельное топливо с содержанием серы менее 0,05% масс., однако при увеличении объёмной скорости до 4 ч-1 и снижении температуры до 340°С наблюдалась заметная разница в активности испытанных катализаторов [10].
В процессе деароматизации наиболее эффективными являются катализаторы, в состав которых входят промотирующие компоненты для усиления крекирующей активности, а также оксиды гидрирующих металлов в повышенных концентрациях.
Катализаторы деароматизации дизельного топлива были испытаны в лабораторных и полупромышленных условиях. Испытания проводили с использованием в качестве сырья прямогонное дизельное топливо с содержанием 1,7% масс. серы и 36% масс. ароматических углеводородов. Результаты испытаний представлены в таблице 7 [11].
Таблица 7 – Результаты исследования каталитических систем деароматизации
| Каталитическая система | Режим деароматизации | Глубина деароматизации, % | ||
| давление, МПа | температура | объёмная скорость подачи сырья, ч-1 | ||
| NiMo | 8-12 | умеренная | 0,5-1,5 | 30-50 |
| NiMo+NiW | 8-12 | умеренная | 1-2 | 30-50 |
| NiW +NiW | 4-6 | умеренная | 0,25-0,5 | 30-50 |
| NiW+Pt/Al2O3 | 4-6 | низкая | 0,1 | 65-80 |
| NiMo+ССК | 4-6 | умеренная | 0,5-1,5 | 65-80 |
Как видно, с практической точки зрения наиболее приемлема каталитическая система NiW+Pt/Al2O3. При умеренном давлении и низкой температуре она обеспечивает высокую степень деароматизации. Недостаток этой системы – очень высокая чувствительность к присутствию серы в сырье. Её содержание не должно превышать 1-3 ppm. Кроме того, для достижения необходимой конверсии ароматических углеводородов объёмная скорость подачи сырья должна быть менее 0,1 ч-1, что на практике трудно осуществимо. Фирмой Haldor Topsoe был разработан серостойкий катализатор (ССК) на основе благородного металла способный работать на сырье, содержащем до 500 ppm. серы. Он обеспечивает высокую конверсию ароматических соединений при умеренном давлении и объёмной скорости [11].
На базе катализаторной системы ССК разработаны два катализатора деароматизации: ТК-907 на аморфном носителе, и ТК-908 на цеолите. Первый рекомендуется применять при содержании серы в сырье менее 10ppm., второй – до 500ppm. Эти катализаторы были испытаны на пилотной установке в течение 1300 и 5500 ч соответственно. Процесс протекал при умеренной температуре и давлении около 4,6 МПа на катализаторе ТК-907 и около 5 МПа на катализаторе ТК-908. Дезактивации катализаторов за время испытаний не наблюдалось. Содержание ароматических углеводородов в обоих случаях не превышало 5% при содержании их в сырье 20-22% [12].
2. МЕТОДИЧЕСКАЯ ЧАСТЬ
С 1.01.05г в странах ЕС действуют нормы по выбросам вредных веществ для автомобильной техники Евро 4, регламентирующие содержание серы в дизельном топливе не более 50 ррm. К 2010 году планируется весь дизельный транспорт перевести на топливо с ультранизким содержанием серы 10 ррm.
Снижение содержания серы в дизельном топливе может быть достигнуто путем гидроочистки, проводимой в более жестких условиях. Указанная цель также может быть достигнута подбором нового, более эффективного для данного типа сырья, катализатора [13].
Большинство реакторов гидропереработки нефтяного сырья, находящихся в настоящее время в эксплуатации, спроектированы и построены в середине 70-х годов. Поскольку выходы продуктов и их качество изменились, многие нефтепереработчики смогли получить преимущества от использования прогресса в разработке катализаторов и избежать крупных капиталовложений в свои установки. Однако для того, чтобы полностью реализовать потенциал реакторной системы экономически эффективно, необходима подробная оценка рабочих характеристик и конструкции существующих реакторных систем в сочетании с тщательным рассмотрением имеющихся в наличии вариантов модернизации реакторов.
По совершенствованию качества дизельных топлив большие усилия прилагают европейские страны. В них принята концепция ужесточения требований к этому виду топлива, особенно по содержанию в нём сернистых соединений. В настоящее время ограниченное число нефтеперерабатывающих заводов в мире может получать дизельное топливо с ультранизким содержанием сернистых соединений. Кроме этого в этих топливах предусматривается уменьшение присутствия ароматических углеводородов, 98%-й точки выкипания фракции и повышении цетанового числа (в настоящее время 52 пункта, а в перспективе до 55-58 пунктов).
C 2000 года в Европе действуют нормы Евро-3, устанавливающие требования по цетановому числу "не менее 51", по сере "не более 0,035 массовых %", плотности "не более 0,845 г/см3" при нормировании содержания полиароматических соединений "не более 11% объёма".
В рамках программы “Auto Oil II” Европейский Союз (ЕС) постановил, что с 2005 г. содержание серы в ДТ не должно превышать 0,005 %, цетановое число - не менее 54 ед.. К 2011 г. ДТ для ЕС будут иметь следующие показатели: цетановое число - не менее 53 - 58 ед., содержание серы – не более 0,001%, содержание ПАУ – не более 2 %, температура выкипания 95 % - не выше 340 оС.[14]
Таблица 8 - Требования национальных и международных стандартов по отдельным показателям автомобильного дизельного топлива
| Показатель | ГОСТ 305-82 | EN 590-99 | Всемирная топливная хартия – 2002 | ||||||
| EN 590-2004 | Катего-рия 1 (для ЕВРО-0) | Катего-рия 2 (для ЕВРО-1,2) | Катего-рия 3 (для ЕВРО-3,4) | Катего- рия 4 (только ЕВРО-4) | |||||
<
Поиск по сайту©2015-2026 poisk-ru.ru
Все права принадлежать их авторам. Данный сайт не претендует на авторства, а предоставляет бесплатное использование. Дата создания страницы: 2019-06-03 Нарушение авторских прав и Нарушение персональных данных |
Поиск по сайту: Читайте также: Деталирование сборочного чертежа Когда производственнику особенно важно наличие гибких производственных мощностей? Собственные движения и пространственные скорости звезд |