При этом способе в качестве защитного используют углекислый газ. Однако, в связи с особенностями ионизации последнего, сварку ведут на повышенных плотностях постоянного тока (100–600 А/мм2 электрода) только плавящимся электродом. При высоких плотностях перенос металла с электрода становится мелкокапельным и даже струйным. Для уменьшения разбрызгивания металла при этом применяют ток обратной полярности (рис. 10.6). В связи с большой силой и мощностью потребляемого тока процесс расплавления электродной проволоки идет с большой скоростью, что требует механизированной ее подаче в зону сварки. Диаметр сварочной проволоки –0,5–3 мм. Для уменьшения разбрызгивания металла при этом способе применяют также смеси газов (углекислый газ с добавлением 20–30% кислорода или аргон с добавлением 20–30% углекислого газа). Углекислый газ поставляется в стальных балоннах (находится в сжиженном виде).
Особенность сварки в атмосфере углекислого газа состоит в том, что при высоких температурах сварочной дуги газ диссоциирует на оксид углерода и атомарный кислород, в результате чего из металла сварного шва выгорают полезные примеси (при сварке стали – кремний и марганец). Для компенсации их потерь применяют сварочную проволоку с повышенным содержанием этих элементов (Св-08ГС, Св-10Г2С и др.). Поверхность сварного шва содержит оксиды, а также пленки шлака. Данным способом сваривают в основном конструкции из углеродистых и легированных сталей (в том числе газо и нефтепроводы, корпуса судов, вагоны).
Достоинства процесса: высокая производительность (за счет «струйного» эффекта при высокой плотности тока); отсутствие шлаковой корки; низкая стоимость углекислого газа и процесса в целом; возможность сварки во всех пространственных положениях; возможность визуального контроля.
Недостатки: высокое разбрызгивание металла; необходимость использования легированной сварочной проволоки (из-за выгорания полезных примесей); необходимость в обжиге сварочной проволоки; склонность к парообразованию; недопустима температура окружающей среды ниже + 7° С (из-за загустевания сжиженного газа в баллонах).
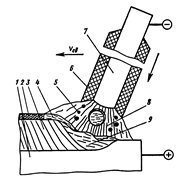 |
Рис. 10.1. Схема ручной дуговой сварки покрытым электродом:
1 – основной металл, 2 – шлаковая корка, 3 – сварной шов, 4 – жидкая шлаковая ванна,
5 – газовая защитная атмосфера, 6 – покрытие, 7 – стержень электрода, 8 – дуга,
 |
10 –металлическая ванна
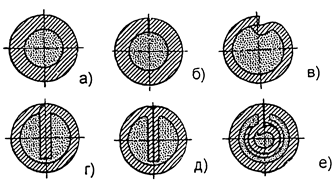
Рис. 10.2. Порошковая проволока:
 |
а, б, в – простые трубчатые, г – с одним загибом
оболочки, д – с двумя загибами оболочки, е – двухслойные
Рис. 10.3. Автоматическая сварка под флюсом: 1 – электродная проволока, 2 – заготовка,
3 – токопровод, 4 – механизм подачи, 5 – кассета с проволокой, 6 – флюс, 7 – бункер
с флюсом, 8 – сварной шов, 9 – ванна жидкого металла, 10 – дуга, 11 – шлаковая корка,
12 – жидкий шлак, 13 – флюсоотсасывающее устройство
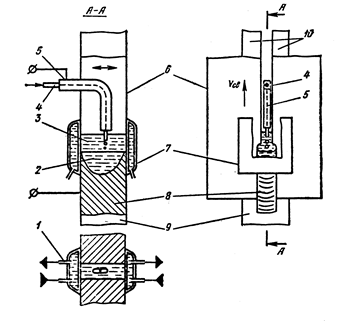 |
Рис. 10.4. Электрошлаковая сварка:
1 – подача воды, 2 – сварочная ванна, 3 – шлаковая ванна, 4 – проволока, 5 – мундштук,
6 – заготовка, 7 – ползуны, 8 – сврочный шов, 9 – вводная планка, 10 – выходные планки
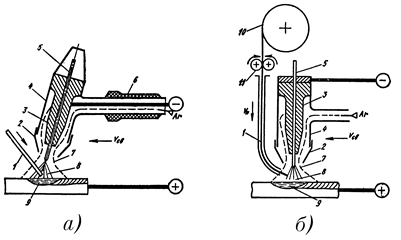 |
Рис. 10.5. Аргонодуговая сварка:
а – ручная, б – с механизированной подачей сварочной проволоки (1 – сварочный пруток или проволока), 2 – сопло, 3 – мундштук, 4 – корпус горелки, 5 – вольфрамовый электрод, 6 – рукоять горелки, 7 – защитный газ, 8 – сварочная дуга, 9 – ванна жидкого металла, 10 – кассета с проволокой, 11 – механизм подачи
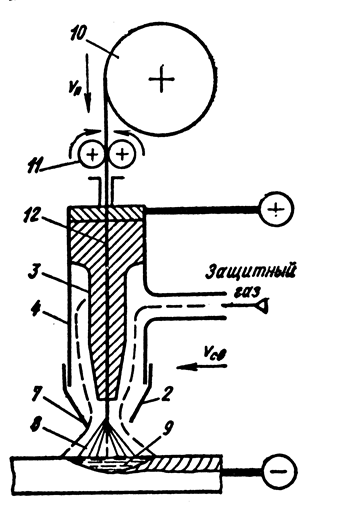 |
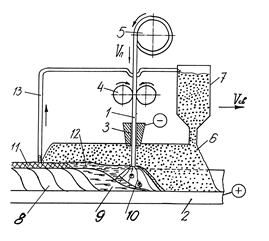
Рис. 10.6. Механизированная сварка в среде углекислого газа:
1….11 – то же, что и на рис. 10.5.; 12 – сварочная проволока
(плавящийся металлический электрод)