Перед проектированием токарных циклов необходимо выбрать стратегию обработки детали. Деталь обрабатываем в следующей последовательности:
- подрезка торца в размер 150 мм,
- черновое точение цилиндрических и конической ступеней,
- чистовое точение цилиндрических и конической ступеней.
Первым токарным циклом будет подрезка торца заготовки. Выбираем режущий инструмент для черновой обработки, для этого используем команду Tooling -> Turn. В результате этих действий на экране отображается форма, представленная на рисунке 1.10. В форме задаем следующие данные: позиция в револьверной головке - #1 (позиция 1), ориентация инструмента – радиальная (позиция 2). Командой find (позиция 3) открываем библиотеку токарного инструмента, изображенную на рисунке 1.11

Рисунок 1.10 – Форма задания данных о токарном инструменте
В библиотеке инструмента выбираем черновой резец PCLNL-2525-M12, который подходит для точения цилиндрических ступеней и подрезки торцов. Командой Edit открываем форму параметров инструмента, во вкладке Technology, изображенной на рисунке 1.12, указываем используемый инструментальный материал (GC 4015) (позиция 1) и обрабатываемый материал (сталь твердостью 400 HB) (позиция 2).
После выбора инструмента задаем цикл прямого точения командой Turn Cycles -> Straight Turn. В форме, изображенной на рисунке 1.13, задаем следующие данные: тип обработки – торцевание (face) (позиция 1), возможность задания координат начала цикла (позиция 2), величина слоя металла срезаемого за один проход – 5 мм (позиция 3). Далее задается траектория движения инструмента (рисунок 1.14), системе указываем координаты начала цикла подрезки торца (x = 105, z = 155) (позиция 1) и координаты конца цикла (x = 0, z =150) (позиция 2), после чего система автоматически строит траекторию обработки.

Рисунок 1.11 – Библиотека токарного инструмента
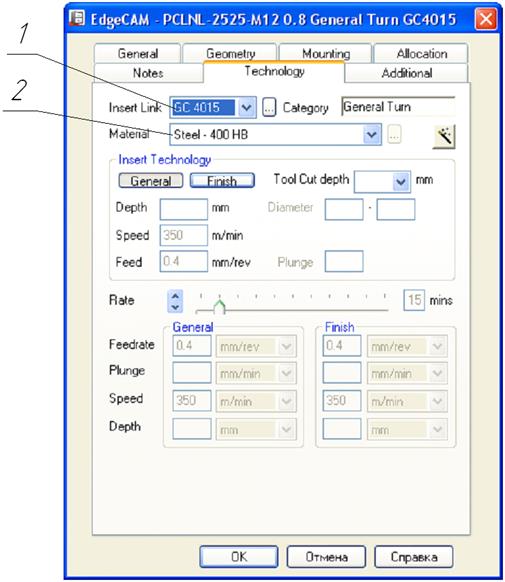
Рисунок 1.12 – Задание информации о инструментальном и обрабатываемом материале

Рисунок 1.13 - Форма ввода информации о цикле торцевания

Рисунок 1.14 – Траектория движения инструмента при торцевании
Создание цикла чернового точения осуществляется с помощью команды Turn Cycles -> Rough Turn. В форме, изображенной на рисунке 1.15, задаем следующие данные: глубина резания – 5 мм (позиция 1), припуск на чистовую обработку по осям X и Z – 1 мм (позиции 2, 3), вид обработки – точение ступеней (позиция 4). Далее необходимо задать системе обрабатываемый контур (рисунок 1.16), подтвердить точки начала и конца контура и задать точку начала цикла (x = 100, z = 150). После система автоматически выстраивает траекторию движение инструмента, представленную на рисунке 1.17.

Рисунок 1.15 – Форма ввода параметров цикла чернового точения

Рисунок 1.16 – Задание обрабатываемого контура

Рисунок 1.17 – Траектория обработки для чернового точения
Для чистового точения выбираем резец PDJNL-2525-M15 аналогично выбору чернового инструмент. Перед указанием нового инструмента необходимо задать команду на смену инструмента Move -> Toolchange. Создание цикла чернового точения осуществляется с помощью команды Turn Cycles -> Finish Turn, далее создание цикла аналогично черновому точению, но координата точки начала цикла: x = 37, z = 153. Траектория движения инструмента при чистовом точении, построенная системой, приведена на рисунке 1.18.

Рисунок 1.18 Траектории движения инструмента при черновом и чистовом точении.
После построения токарных циклов в блоке эмуляции может быть визуализирован процесс обработки детали, для этого командой View -> Simulate Batch переводим систему в режим эмуляции, форма которого приведена на рисунке 1.19.

Рисунок 1.19 – Блок визуализации процесса токарной обработки