Главные особенности препарирования зубов под вкладки в отличие от пломб - создание относительной параллельности боковых стенок для возможности введения готовой конструкции, а также необходимость препарирования на глубину, обеспечивающую достаточную прочность вкладки.
Для обеспечения надежной фиксации вкладки при условии сохранения устойчивых к жевательному давлению краев полости и для предупреждения рецидива кариеса при формировании полости необходимо соблюдать определенные принципы.
• Полости придается наиболее целесообразная форма, такая, чтобы вкладка могла беспрепятственно из нее выводиться только в одном направлении. При этом вертикальные стенки полости должны быть параллельными или незначительно расходиться (дивергировать). Наклон стенок не является постоянной величиной и может изменяться в зависимости от глубины полости: при поверхностных полостях наклон должен быть меньшим, при глубоких - большим.
• Дно и стенки полости должны хорошо противостоять жевательному давлению, а их взаимоотношения - способствовать устойчивости вкладки. Определенное значение для устойчивости имеет оформление угла, образованного наружными стенками и дном полости. Угол перехода этих стенок в дно должен быть четко выражен и приближаться к прямому.
• Дно полости должно быть параллельно крыше полости зуба и иметь достаточную толщину для защиты пульпы от внешних воздействий. В зависимости от возраста безопасная толщина дентина над пульповой полостью может составлять от 0,6 мм для зубов, процесс формирования корней которых уже закончен, и 1,4 мм - для подростковых и юношеских зубов, имеющих широкие и раскрытые дентинные канальцы.
• Для предупреждения рецидива кариеса необходимо проводить профилактическое расширение полости.
• При формировании сложной полости, захватывающей несколько поверхностей зуба, следует создавать ретенционные элементы, препятствующие смещению вкладки в различных направлениях. Дополнительные пункты ретенции должны создаваться при отсутствии хотя бы одной наружной стенки или незначительной ее высоте. Элементы фиксации могут иметь различную форму: крестообразную, Т-образную, "ласточкин хвост".
• Полость для вкладки должна иметь достаточную глубину с обязательным погружением в дентин.
• Сформированная полость должна быть асимметричной или иметь дополнительные углубления, служащие ориентирами при введении ее в полость. Не должно быть поднутрений, которые препятствовали бы выведению и введению вкладки.
В каждом конкретном клиническом случае методика препарирования твердых тканей зубов под вкладку будет отличаться в зависимости от класса дефекта твердых тканей и используемого материала для изготовления вкладки.
Так, к особенностям формирования полости при изготовлении металлических вкладок относится создание скоса (фальца) в эмали шириной не менее 0,5 мм под углом 45° по отношению к внутренним стенкам полости, что обеспечивает точное краевое прилегание вкладки к эмали, увеличивая площадь ее ретенции
| Методы изготовления вкладок |
Методы изготовления вкладок
Метод изготовления и последовательность клинико-лабораторных этапов изготовления вкладки зависят от материала для ее изготовления. Применяются следующие методы: • с предварительным созданием восковой модели вкладки с последующей заменой ее на металл (методом безмодельного литья или литьем на огнеупорной модели), на пластмассу (методом формования), на керамику (методом литьевого прессования);
• моделирования вкладки из композитных материалов непосредственно на рабочей модели культи зуба из супергипса или из керамических масс на огнеупорной модели; • компьютерного фрезерования вкладок из керамики.
Для выведения вкладки из полости используют металлический штифт из ортодонтической проволоки диаметром 0,8-1,0 мм и длиной 1,5-2,0 см, разогретый конец которого аккуратно вводят в воск. Положение штифта в воске должно соответствовать пути введения и выведения вкладки из полости в одном направлении. Большие вкладки выводят из полости с помощью п-образно изогнутого проволочного штифта. При отсутствии признаков деформации восковую модель вкладки передают в техническую лабораторию, а полость закрывают временной пломбой. Методику изготовления литой вкладки из металла по восковой модели, полученной во рту, впервые описал Таггарт в 1907 г. Прямой способ изготовления вкладок имеет определенные преимущества и недостатки. Преимущества прямого способа: • более высокая точность получаемой восковой модели вкладки - отсутствует необходимость получения оттиска и гипсовой модели, для изготовления которых используют вспомогательные материалы, имеющие объемные изменения; • возможность устранения недостатков подготовки полости зуба: в случае если при выведении из полости вкладка деформируется, за это же посещение возможно выявить и устранить недостатки препарирования с повторным моделированием вкладки; • возможность контролирования границ вкладки в области десневого края, что имеет значение для профилактики воспалительных изменений слизистой оболочки; • возможность моделирования вкладки с учетом артикуляционных взаимоотношений восстанавливаемого и антагонирующих пар зубов. Недостатки прямого способа: • сложности, связанные с недостаточным обзором операционного поля в области боковой группы зубов, повышенным слюноотделением; • возможность термической травмы слизистой оболочки полости рта горячим моделировочным инструментом при работе с воском; Для получения модели вкладки применяются два традиционных способа: прямой и косвенный. Прямой способ изготовления вкладок При прямом способе вкладку моделируют непосредственно в полости рта пациента с последующей заменой воска на основной материал вкладки в зубо-технической лаборатории (рис. 1-7).
 Рис. 1-7. Схема клинико-лабораторных этапов изготовления вкладок прямым способом
Моделирование вкладки в полости рта выполняют следующим образом. Сначала с целью контроля качества формирования полости в нее вдавливают палочку моделировочного воска, подогретого до пластического состояния. После затвердевания воск выводят из полости. Если полость сформирована правильно, то воск выводится из полости и вводится вновь в нее без деформации поверхности. Если определяются участки деформации отпечатка полости на воске или затруднения при выведении воска из полости, то выявляют участки ретенции и проводят их сошлифовывание. После этого приступают непосредственно к моделированию вкладки. В сформированную полость вновь вдавливают палочку разогретого воска и срезают его излишки. Пока воск сохраняет пластичность, пациента просят сомкнуть зубы в положении центральной окклюзии, а затем сымитировать жевательные движения. При этом поверхность вкладки приобретает форму, характерную для функциональной окклюзии. Последующее моделирование направлено на восстановление анатомической формы разрушенной части коронки зуба (углубление фиссур, формирование скатов бугорков, восстановление экватора). Моделирование жевательной поверхности производят с учетом возрастных особенностей строения зубов.
• большие временные затраты врача на исполнение технической процедуры моделирования вкладок при большом количестве восстанавливаемых зубов; • утомительность процедуры моделирования вкладок при большом количестве восстанавливаемых зубов для пациента. По этим причинам круг показаний к применению прямого способа изготовления вкладок ограничивается легкодоступными полостями на жевательной или пришеечной поверхностях. Косвенный способ изготовления вкладок В современной ортопедической стоматологии вкладки чаще изготавливают косвенным способом, применение которого показано при всех видах дефектов зубов, в том числе: • при дефектах коронок моляров и премоляров типа МО, ОД, МОД; • дефектах контактных поверхностей резцов и клыков как с повреждением режущего края, так и без него; • изготовлении вкладок на рядом стоящие зубы. Этим способом вкладки могут быть изготовлены из всех видов материалов: металлов, пластмасс, композитов, литьевой керамики, фарфора, комбинаций материалов. При косвенном способе весь процесс изготовления вкладки - от момента создания восковой композиции или собственно вкладки - осуществляется непосредственно в зуботехнической лаборатории на модели (рис. 1-8-1-10).
Рис. 1-7. Схема клинико-лабораторных этапов изготовления вкладок прямым способом
Моделирование вкладки в полости рта выполняют следующим образом. Сначала с целью контроля качества формирования полости в нее вдавливают палочку моделировочного воска, подогретого до пластического состояния. После затвердевания воск выводят из полости. Если полость сформирована правильно, то воск выводится из полости и вводится вновь в нее без деформации поверхности. Если определяются участки деформации отпечатка полости на воске или затруднения при выведении воска из полости, то выявляют участки ретенции и проводят их сошлифовывание. После этого приступают непосредственно к моделированию вкладки. В сформированную полость вновь вдавливают палочку разогретого воска и срезают его излишки. Пока воск сохраняет пластичность, пациента просят сомкнуть зубы в положении центральной окклюзии, а затем сымитировать жевательные движения. При этом поверхность вкладки приобретает форму, характерную для функциональной окклюзии. Последующее моделирование направлено на восстановление анатомической формы разрушенной части коронки зуба (углубление фиссур, формирование скатов бугорков, восстановление экватора). Моделирование жевательной поверхности производят с учетом возрастных особенностей строения зубов.
• большие временные затраты врача на исполнение технической процедуры моделирования вкладок при большом количестве восстанавливаемых зубов; • утомительность процедуры моделирования вкладок при большом количестве восстанавливаемых зубов для пациента. По этим причинам круг показаний к применению прямого способа изготовления вкладок ограничивается легкодоступными полостями на жевательной или пришеечной поверхностях. Косвенный способ изготовления вкладок В современной ортопедической стоматологии вкладки чаще изготавливают косвенным способом, применение которого показано при всех видах дефектов зубов, в том числе: • при дефектах коронок моляров и премоляров типа МО, ОД, МОД; • дефектах контактных поверхностей резцов и клыков как с повреждением режущего края, так и без него; • изготовлении вкладок на рядом стоящие зубы. Этим способом вкладки могут быть изготовлены из всех видов материалов: металлов, пластмасс, композитов, литьевой керамики, фарфора, комбинаций материалов. При косвенном способе весь процесс изготовления вкладки - от момента создания восковой композиции или собственно вкладки - осуществляется непосредственно в зуботехнической лаборатории на модели (рис. 1-8-1-10).
 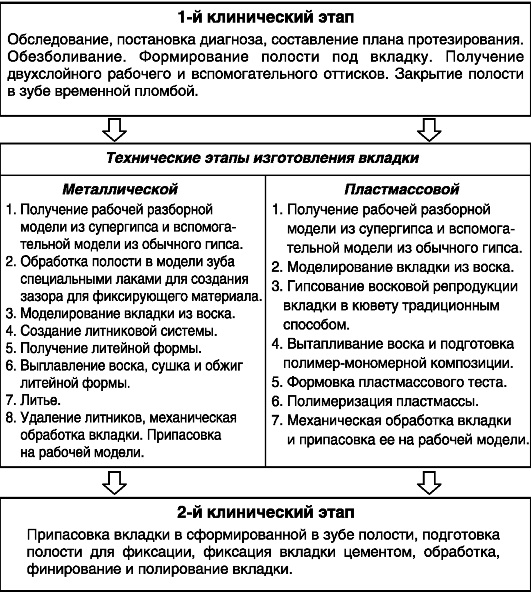 Рис. 1-8. Схема клинико-лабораторных этапов изготовления металлической и пластмассовой вкладок косвенным (обратным) способом
После формирования полости в зубе врач получает оттиск эластомерными оттискными массами (силиконовыми, полисульфидными, полиэфирными). Оттиск должен с максимальной степенью точности передавать все детали тканей протезного ложа, что достигается путем получения двухслойного оттиска. По полученному оттиску техник отливает рабочую модель. Рабочая модель зубного ряда, как правило, выполняется комбинированной разборной. Разборная модель позволяет проводить предварительную припасовку вкладки и контролировать плотность ее прилегания. В зависимости от материала для изготовления вкладки модель препарированного зуба может быть изготовлена из супергипса или продублирована из огнеупорного материала.
Вкладки из полимерных материалов можно создавать без предварительного изготовления восковой модели вкладки. Для этого используют полимеры светового отверждения, которые последовательно послойно (слоями до 2 мм) вносят в полость и послойно полимеризуют в специальных аппаратах. Фиксацию вкладок проводят обычно композитными материалами двойного отверждения или стеклоиономерными цементами. Внутренние поверхности вкладки перед фиксацией должны быть специально подготовлены в зависимости от применяемого конструкционного материала. Перед фиксацией вкладки из композита проводится обработка ее внутренних поверхностей в пескоструйном аппарате. Это способствует эффективному сцеплению поверхности вкладки с фиксирующим материалом за счет создания большей площади соприкосновения и микромеханической ретенции. Перед фиксацией керамических вкладок проводятся протравливание внутренней поверхности вкладки плавиковой кислотой и их силанизирование. Изготовление комбинированных вкладок представляет собой последовательное создание двух частей конструкции - металлического каркаса и полимерной (компомерной или керамической) облицовки. При изготовлении металлопластмассовой вкладки сначала изготавливают металлический каркас, который прилегает к дну и стенкам полости. Каркас моделируют на разборной модели из воска таким образом, чтобы его толщина была меньше толщины вкладки на 1,5-2,0 мм. На внешние поверхности воскового каркаса наносят ретенционные шарики диаметром до 0,6 мм, с помощью которых создаются условия для механического крепления полимерной облицовки. Замену восковой композиции каркаса на сплав металла проводят по общепринятой методике. После литья металлический каркас припасовывают на разборной комбинированной модели и в полости рта.
Рис. 1-8. Схема клинико-лабораторных этапов изготовления металлической и пластмассовой вкладок косвенным (обратным) способом
После формирования полости в зубе врач получает оттиск эластомерными оттискными массами (силиконовыми, полисульфидными, полиэфирными). Оттиск должен с максимальной степенью точности передавать все детали тканей протезного ложа, что достигается путем получения двухслойного оттиска. По полученному оттиску техник отливает рабочую модель. Рабочая модель зубного ряда, как правило, выполняется комбинированной разборной. Разборная модель позволяет проводить предварительную припасовку вкладки и контролировать плотность ее прилегания. В зависимости от материала для изготовления вкладки модель препарированного зуба может быть изготовлена из супергипса или продублирована из огнеупорного материала.
Вкладки из полимерных материалов можно создавать без предварительного изготовления восковой модели вкладки. Для этого используют полимеры светового отверждения, которые последовательно послойно (слоями до 2 мм) вносят в полость и послойно полимеризуют в специальных аппаратах. Фиксацию вкладок проводят обычно композитными материалами двойного отверждения или стеклоиономерными цементами. Внутренние поверхности вкладки перед фиксацией должны быть специально подготовлены в зависимости от применяемого конструкционного материала. Перед фиксацией вкладки из композита проводится обработка ее внутренних поверхностей в пескоструйном аппарате. Это способствует эффективному сцеплению поверхности вкладки с фиксирующим материалом за счет создания большей площади соприкосновения и микромеханической ретенции. Перед фиксацией керамических вкладок проводятся протравливание внутренней поверхности вкладки плавиковой кислотой и их силанизирование. Изготовление комбинированных вкладок представляет собой последовательное создание двух частей конструкции - металлического каркаса и полимерной (компомерной или керамической) облицовки. При изготовлении металлопластмассовой вкладки сначала изготавливают металлический каркас, который прилегает к дну и стенкам полости. Каркас моделируют на разборной модели из воска таким образом, чтобы его толщина была меньше толщины вкладки на 1,5-2,0 мм. На внешние поверхности воскового каркаса наносят ретенционные шарики диаметром до 0,6 мм, с помощью которых создаются условия для механического крепления полимерной облицовки. Замену восковой композиции каркаса на сплав металла проводят по общепринятой методике. После литья металлический каркас припасовывают на разборной комбинированной модели и в полости рта.
|