Основное назначение зажимных устройств приспособлений — обеспечение надежного контакта (неотрывности) заготовки или собираемой детали с установочными элементами, предупреждение ее смещения в процессе обработки или сборки.
Рычажные зажимы. Рычажные зажимы (рисунок 2.16) применяют в сочетании с другими элементарными зажимами, образуя более сложные зажимные системы. Они позволяют изменять величину и направление передаваемой силы.
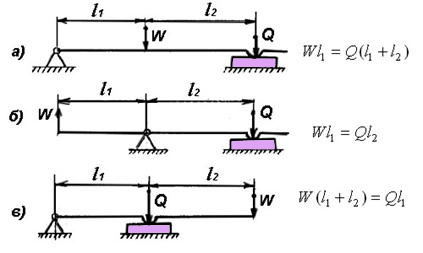
Конструктивных разновидностей рычажных зажимов много, однако, все они сводятся к трем силовым схемам, показанным на рисунке 2.16, где приведены также формулы расчета необходимой величины усилия  для создания силы зажима
для создания силы зажима  заготовки для идеальных механизмов (без учета сил трения). Это усилие определяется из условия равенства нулю моментов всех сил относительно точки вращения рычага. На рисунке 2.17 показаны конструктивные схемы рычажных зажимов.
заготовки для идеальных механизмов (без учета сил трения). Это усилие определяется из условия равенства нулю моментов всех сил относительно точки вращения рычага. На рисунке 2.17 показаны конструктивные схемы рычажных зажимов.
| 
|
| Рисунок 2.16 – Схемы рычажных механизмов | 1 – шток силового привода; 2 – прихват; 3 – ось; 4 – установочный элемент Рисунок 2.17 – Конструктивные схемы рычажных зажимных механизмов |
Клиновой механизм. Клин очень широко используют в зажимных механизмах приспособлений, этим обеспечивается простота и компактность конструкции, надежность в работе. Клин может быть как простым зажимным элементом, действующим непосредственно на заготовку, так и входить в сочетание с любым другим простым при создании комбинированных механизмов. Применение в зажимном механизме клина обеспечивает: увеличение исходной силы привода, перемену направления исходной силы, самоторможение механизма (способность сохранять силу зажима при прекращении действия силы , создаваемой приводом). Если клиновой механизм применяют для перемены направления силы зажима, то угол клина обычно равен 45°, а если для увеличения силы зажима или повышения надежности, то угол клина принимают равным 6…15° (углы самоторможения).
Клин применяют в следующих конструктивных вариантах зажимов:
- механизмы с плоским односкосным клином (
- многоклиновые (многоплунжерные) механизмы;
- эксцентрики (механизмы с криволинейным клином);
- торцовые кулачки (механизмы с цилиндрическим клином).
11. Действие сил резания, зажимов и их моментов на обрабатываемую деталь
В процессе обработки режущий инструмент совершает определенные движения относительно заготовки. Поэтому требуемое расположение поверхностей детали можно обеспечить только в следующих случаях:
1) если заготовка занимает определенное положение в рабочей зоне станка;
2) если положение заготовки в рабочей зоне определено до начала обработки, на основе этого можно корректировать движения формообразования.
Точное положение заготовки в рабочей зоне станка достигается в процессе установки ее в приспособлении. Процесс установки включает в себя базирование (т.е. придание заготовке требуемого положения относительно выбранной системы координат) и закрепление (т.е. приложение сил и пар сил к заготовке для обеспечения постоянства и неизменности ее положения, достигнутого при базировании).
Фактическое положение заготовки, установленной в рабочей зоне станка, отличается от требуемого, что обусловливается отклонением положения заготовки (в направлении выдерживаемого размера) в процессе установки. Это отклонение называют погрешностью установки, которая состоит из погрешности базирования и погрешности закрепления.
Поверхности, принадлежащие заготовке и используемые при ее базировании, называют технологическими базами, а используемые для ее измерений - измерительными базами.
Для установки заготовки в приспособлении обычно используют несколько баз. Упрощенно считают, что заготовка соприкасается с приспособлением в точках, называемых опорными. Схему расположения опорных точек называют схемой базирования. Каждая опорная точка определяет связь заготовки с выбранной системой координат, в которой осуществляется обработка заготовки.
Рекомендации по выбору рациональных схем базирования изложены ниже.
1. При высоких требованиях к точности обработки в качестве технологической базы следует использовать точно обработанную поверхность заготовки и принять такую схему базирования, которая обеспечивает наименьшую погрешность установки.
2. Одним из самых простых способов повышения точности базирования является соблюдение принципа совмещения баз.
3. Для повышения точности обработки следует соблюдать принцип постоянства баз. Если это невозможно по каким-либо причинам, то необходимо, чтобы новые базы были обработаны точнее предшествующих.
4. В качестве баз следует использовать простые по форме поверхности (плоские, цилиндрические и конические), из которых при необходимости можно создать комплект баз. В тех случаях, когда поверхности заготовки не удовлетворяют требованиям, предъявляемым к базам (т.е. по своим размерам, форме и расположению не могут обеспечить заданную точность, устойчивость и удобство обработки), на заготовке создают искусств венные базы (центровые отверстия, технологические отверстия, платики, выточки и др.).
Основные требования к закреплению заготовок в приспособлениях следующие.
1. Закрепление должно обеспечить надежный контакт заготовки с опорами приспособлений и гарантировать неизменность положения заготовки относительно технологической оснастки в процессе обработки или при отключении энергии.
2. Закрепление заготовки необходимо применять только в тех случаях, когда сила обработки или другие силы могут сместить заготовку (например, при протягивании шпоночного паза заготовку не закрепляют).
3. Силы закрепления не должны вызывать больших деформаций и смятия базы.
4. Закрепление и освобождение заготовки должны выполняться с минимальной затратой времени и усилий со стороны рабочего. Наименьшую погрешность закрепления обеспечивают зажимные устройства, создающие
постоянную силу закрепления (например, приспособления с пневматическим или гидравлическим приводом).
5. Для уменьшения погрешности закрепления следует использовать базовые поверхности с низкой шероховатостью; применять приспособления с приводом; устанавливать заготовки на опоры с плоской головкой или на точно обработанные опорные пластины.