ЛАБОРАТОРНАЯ РАБОТА 8
ИЗУЧЕНИЕ КОНСТРУКЦИИ, НАСТРОЙКА И РАБОТА АВТОМАТА УНИВЕРСАЛЬНОГО ТИПА
Цель работы: изучить конструкцию и принцип работы автомата для сварки под слоем флюса АДФ-1202.
Основные сведения об устройстве и принципе работы
Автомата для сварки под слоем флюса АДФ-1202
Техническое описание сварочного автомата.
Сварочный трактор марки АДФ-1202 (ОАО «Электрик», Санкт-Петербург) предназначен для сварки под флюсом проволокой диаметром 2...6 мм при токе 300... 1 250А (рис. 1). Такой широкий диапазон диаметров проволок вынуждает к использованию двух способов поддержания непрерывного горения дуги: системы саморегулирования при малых диаметрах проволоки и системы автоматического регулирования напряжения дуги — при больших.
Устройство и принцип работы.
В состав трактора входят токоподводящий мундштук 1, флюсобункер 5, сварочная головка 6, основание 9, кассета 10, панель управления 11 и каретка 14. В качестве источника используется универсальный тиристорный выпрямитель марки ВДУ-1202.
Каретка 14 имеет четыре колеса, из которых два приводные, а два холостые. Коллекторный двигатель через двухступенчатый червячный редуктор и зубчатую сцепную муфту передает вращение на приводные колеса, за счет чего обеспечивается движение трак-тора со скоростью 12... 120 м/ч. На каретке установлен механизм 13 поперечного перемещения для настройки электрода на стык.
Основание 9 несет механизм 8 вертикального перемещения, сварочную головку, флюсобункер, кассету и панель управления. Перечисленные элементы могут быть повернуты вокруг вертикальной оси основания до 90° в обе стороны, что позволяет выполнять сварку вне базы колес. Сварочная головка может быть также повернута на кронштейне 7 до 45° в обе стороны относительно горизонтальной оси, чтобы наклонить электрод при сварке углового шва.
Сварочная головка 6 подает электродную проволоку роликом 2, приводимым во вращение коллекторным двигателем через червячно-цилиндрический редуктор 4. Скорость подачи проволоки плавно регулируется в диапазоне 60...360 м/ч. Откидное прижимное устройство 3 нижним роликом обеспечивает прижатие проволоки к подающему ролику, а верхним деформирует проволоку в целях ее правки.
Кассета 10 выполнена закрытой в форме барабана и содержит до 15 кг проволоки. Токоподводящий мундштук 1 расположен внутри флюсовой воронки и имеет колодочную конструкцию со сменными медными вкладышами. На мундштуке закреплен светоуказатель 12 (см. рис. 1), предназначенный для слежения за движением трактора по стыку. Флюсобункер 5 имеет вместимость 6 л, флюс к месту сварки ссыпается через поворотную заслонку, трубку и воронку.
На панели управления 11 приборы и регуляторы размещены в три ряда. Назовем их назначение, а в скобках укажем обозначения на принципиальной схеме (рис. 2). Верхний ряд слева направо: амперметр (РА), вольтметр (РV1) и индикатор скорости сварки (РV2). Средний ряд: потенциометры для дистанционного управления источником (R1), задания сварочного напряжения в системе АРНД или тока в системе АРДС (R6) и для задания скорости сварки (R7). Нижний ряд: сигнальная лампа (НL), тумблеры «Пуск—стоп сварки» (S1), указания подачи проволоки «Вверх— вниз» (S2), задания системы автоматического регулирования «АРНД—АРДС» (S6), ограничения сигнала напряжения дуги при разных диапазонах тока «> 630 А — < 630 А» (S5), задания режима работы «Автоматический—ручной» (S4) и указания перемещения каретки «Влево — вправо» (S3).
На рис. 2 приведена принципиальная электрическая схема трактора. Исполнительными устройствами являются сварочный выпрямитель G, двигатели каретки М1 и подачи проволоки М2. Блоки управления А1 и А2 получают питание от выпрямителя после включения его в сеть автоматическим выключателем QF, об этом сигнализирует лампа НL. Одновременно включается лампа Е светоуказателя. Блок управления возбуждением, собранный на плате А1, является частью системы АРНД и предназначен для обеспечения скорости подачи, зависимой от напряжения дуги. Блок приводов А2 обеспечивает питание двигателей М1 и М2 постоянным током, регулирование и стабилизацию их скорости.
В настроечном режиме тумблер S4 устанавливают в положение «Ручной». Тумблером S3 подают напряжение на якорь двигателя М1 каретки, трактор перемещается влево или вправо к месту начала сварки. Тумблером S2 подают напряжение на якорь двигателя М2 сварочной головки для закорачивания электрода на изделие. При необходимости этим же тумблером реверсируют двигатель для подъема электрода. Потенциометром R7 настраивают скорость сварки v св.
В зависимости от диаметра проволоки принимают решение о системе автоматизации. Для проволоки диаметром до 4 мм рационально использование системы саморегулирования (АРДС) с постоянной скоростью подачи, для более толстой проволоки полезно автоматическое регулирование напряжения дуги (АРНД) с зависимой от напряжения скоростью подачи. В случае выбора системы АРДС переключателем S6 подают на задатчик R6 стабилизированное, не меняющееся при сварке напряжение, что гарантирует постоянство скорости подачи. В этом случае задатчик скорости R6 фактически используется для настройки тока I. В выпрямителе G переключатель S устанавливают на формирование жестких внешних характеристик. Потенциометром R1 настраивается сварочное напряжение U. В случае выбора системы АРНД переключателем S6 от блока А1 подают напряжение дуги на задатчик скорости R6. Поэтому, например, при возмущениях, приводящих к увеличению сварочного напряжения, скорость подачи увеличится, что приведет к укорочению дуги и снижению, точнее, восстановлению напряжения. Потенциометром R6 в этом случае настраивают сварочное напряжение U. В выпрямителе G переключатель S устанавливают на формирование крутопадающих характеристик, а потенциометром R1 настраивают уже ток I.
Непосредственно перед сваркой тумблер S4 выбора режима работы переключают в положение «Автоматический», показанное на рис. 3.40. Сварку начинают включением тумблера S1 (исполнительные и промежуточные устройства, работающие при сварке, выделены). При этом контакт S 1.1 пускает выпрямитель, его напряжение появляется на электроде. Контакт S 1.2 запускает привод подачи проволоки с малой скоростью, способствующей надежному установлению дугового процесса после короткого замыкания проволокой на деталь. В результате появления сварочного тока срабатывает токовое реле К1, которое своим контактом запускает реле К1. Контакт K 1.1 включает двигатель М1 привода каретки. Контакт К1.2 подключает привод подачи проволоки к задатчику R6, и скорость подачи увеличивается до настроенного значения. Идет сварка.
Для окончания сварки выключают тумблер S1. При этом быстро останавливаются двигатели М1 и М2. Прекращается перемещение каретки и подача проволоки, но выпрямитель продолжает питать дугу, которая горит до естественного обрыва. После этого источник автоматически отключается. Сварка окончена.
Технологические возможности сварочного трактора АДФ-1202 шире, чем трактора АДФ-1002. Это объясняется реализацией концепции двухмоторного автомата. Действительно, при наличии отдельных приводов подачи проволоки и каретки становятся возможными реверс приводов, независимая и плавная их настройка, использование автоматического регулирования напряжения дуги и т.д. Разумеется, двухмоторные конструкции крупнее и тяжелее одномоторных.
Другие конструкции сварочных тракторов отличаются мощностью, способом защиты зоны сварки и назначением. Легкие тракторы используют проволоку диаметром до 3 мм и имеют источник с номинальным током 315 или 500 А. Трактор для сварки в защитном газе вместо флюсовой аппаратуры комплектуется газовой и имеет горелку, подобную показанной на рис. 3.30, в. Известны сварочные тракторы двухдуговые, с принудительным формированием обратной стороны шва и др.
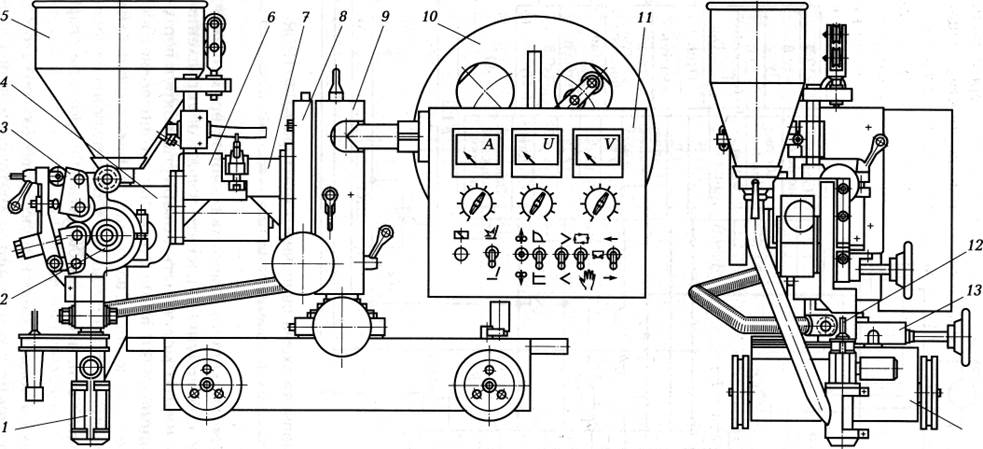 |
Рис. 1. Сварочный трактор АДФ-1202
 |
Рис. 2. Принципиальная схема сварочного трактора АДФ-1202