ЛАБОРАТОРНАЯ РАБОТА 4
ИЗУЧЕНИЕ КОНСТРУКЦИИ, НАСТРОЙКА И РАБОТА АВТОМАТА ДЛЯ СВАРКИ В СРЕДЕ ЗАЩИТНОГО ГАЗА
Цель работы: изучить конструкцию и принцип работы автомата для сварки в среде защитного газа АДГ-502.
Основные сведения об устройстве и принципе работы
автомата для сварки в среде защитного газа АДГ-502.
Автомат типа АДГ-5О2 (рис.1) предназначен для дуговой сварки стальной электродной проволокой на постоянном токе в среде углекислого газа малоуглеродистых сталей толщиной 1 мм и более.
Технические данные
| Напряжение питающей сети, В | |
| Частота тока питающей сети, Гц | |
| Номинальный сварочный ток при ПР == 6О%, А | |
| Пределы регулирования сварочного тока, А | 100-500 |
| Диаметр электродной, проволоки, мм | 1,2—2 |
| Скорость подачи электродной проволоки, м/с | 3×10-2 - 2×10-1 |
| Скорость сварки, м/с | 3,3×10-4 – 3,3×10-3 |
| Мощность, потребляемая цепями управления, Вт | |
| Масса электродной проволоки в барабанах и устройствах типов, кг: БО-190 БО-270 УП-01 | |
| Расход защитного газа, м3/с | 2×10-4 – 4×10-3 |
| Расход охлаждающей воды, м3/с | 3×10-5 – 4×10-4 |
.
Габариты и масса отдельных узлов приведены в табл. 1.
Таблица 1
| Наименование | Размеры, мм | Масса, кг | ||
| длина | ширина | высота | ||
| Сварочный трактор | ||||
| Выпрямитель ВДУ-504-1 |
Конструкция автомата.
Конструкция автомата разработана на базе унифицированных узлов. Ее особенностью является отсутствие промежуточного шкафа управления. Автомат состоит из сварочного трактора и источника питания сварочной дуги - выпрямителя типа ВДУ-504-1 с навесным или встроенным блоком управления.
Сварочный трактор представляет собой самоходную каретку со смонтированными на ней сварочной головкой, пультом управления и барабаном для электродной проволоки. В конструкции трактора предусмотрены нижеследующие установочные перемещения механизмов:
а) прямолинейное поперек шва;
б) поворот сварочной головки вместе с пультом управления и барабаном с проволокой вокруг вертикальной оси на угол 90° в одну и другую сторону для осуществления сварки вне колеи колес;
в) поворот сварочной головки в плоскости, перпендикулярной шву, на угол 45° в каждую сторону от вертикали (при сварке «углом вперед» и «углом назад» вне колеи колес);
г) поворот головки вперед вдоль шва на угол до 45° (при сварке угловых соединений).
На пульте управления установлены вольтметр для измерения напряжения дуги, амперметр для определения сварочного тока и прибор для определения скорости сварки.
Под приборами соответственно расположены рукоятки потенциометров для регулирования напряжения, сварочного тока и скорости сварки. В нижнем ряду на панели пульта расположены сигнальная лампа, кнопка и переключатель управления сварочным трактором.
Каретка трактора приводится в движение электродвигателем постоянного тока, передающим вращение на ось ходовых колес через двухступенчатый червячный редуктор. Одна пара колес соединена со второй цепью, поэтому все колеса являются ведущими, что обеспечивает надежное перемещение каретки. Сцепление и расцепление колес с приводом может быть осуществлено зубчатыми полумуфтами при помощи рукоятки на корпусе трактора.
Центральная колонна с пультом управления и сварочной головкой может перемещаться поперек каретки с помощью винтов вращением маховичка, установленного на боковой поверхности корпуса трактора.
Редуктор головки размещен на двух корпусах: в одном корпусе заключена червячная пара, во втором корпусе, имеющем форму гитары, заключены две пары цилиндрических шестерен. Наружная пара шестерен сменная, разделяющая диапазон скорости подачи электродной проволоки на две ступени. Скорость подачи электродной проволоки регулируется в пределах каждой ступени редуктора путем плавного регулирования оборотов двигателя.
Для получения необходимой скорости подачи электродной проволоки сменные шестерни следует устанавливать руководствуясь табл. 2.
Таблица 2
| Число оборотов двигателя, рад/с | Число заходов червяка | Ведущая сменная шестерня | Ведомая сменная шестерня | Передаточное число редуктора | Число оборотов выходного ролика, рад/с | Максимальная скорость подачи проволоки, м/с |
| Z1 = 19 или Z1 = 34 | Z2 = 49 или Z2 = 34 | 3,28 8,3 | 0,077 0,2 |
Подъем и опускание сварочной головки с токоподводом осуществляется по принципу пантографа, неподвижным плечом которого является сам редуктор. В сварочной головке помещаются ведущий и прижимной ролики, между которыми проходит электродная проволока. Усилие прижатия роликом проволоки регулируется винтом, который воздействует на пластинчатую пружину. Чтобы заправить электродную проволоку, конец ее с барабана через направляющую спираль пропускают в приемную втулку и при отжатом ролике проталкивают в головку до выхода ее из наконечника.
Токоподвод и сопловая часть головки полностью унифицированы со сварочной горелкой полуавтомата на 500 А. (рис.2)
Электрическая схема автомата предусматривает плавно регулируемую скорость подачи электродной проволоки, не зависящую от напряжения дуги.
Схема управления выполнена на полупроводниковых элементах и обеспечивает необходимый цикл работы автомата в режиме сварки и наладки. Она состоит из блока сварочного цикла, блоков привода каретки и механизма подачи электродной проволоки. Эти блоки конструктивно выполнены на отдельных печатных платах с электрическими соединениями через штепсельные разъемы и размещаются в пульте управления, устанавливаемом на сварочном тракторе.
Питание пульта управления осуществляется от подвесного или встроенного блока сварочного выпрямителя типа ВДУ-5О4-1.
Электрическая схема автомата обеспечивает:
а) включение автомата на сварку выключателем, расположенным на пульте управления;
б) плавное регулирование скорости подачи электродной проволоки и скорости перемещения трактора;
в) автоматическую продувку газового тракта защитным газом до зажигания дуги в течение 1,5—4 с;
г) управление установочными перемещениями электродной проволоки и сварочного трактора;
д) проверку подачи защитного газа.
Порядок работы автомата.
Пуск автомата в работу производится в следующем порядке: включается источник питания и устанавливается необходимая по режиму величина напряжения, скорости подачи электродной проволоки и скорости сварки. При помощи кнопки на пульте и газового редуктора устанавливается требуемый расход газа. Начало и прекращение сварки осуществляется выключателем «Сварка» на пульте трактора. При замыкании выключателя «Сварка» происходит срабатывание газового клапана, включение через заданный промежуток времени реле источника питания Р1, включающее силовой контактор, приводы подачи электродной проволоки и передвижения каретки. При замыкании электрода на изделие зажигается дуга - происходит сварка.
При размыкании выключателя «Сварка» останавливается двигатель каретки и двигатель подачи электродной проволоки, происходит растяжка и обрыв цуги. Через 1—4 с отключается реле Р1 и электрогазовый клапан, прекращается подача защитного газа, после чего схема приходит в исходное состояние, обеспечивающее возможность повторения цикла.
Рис. 1. Автомат АДГ-502
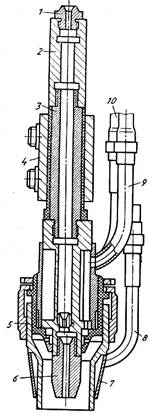 |
Рис. 2. Сварочная горелка типа ГНА состоит из:
переходника 1 корпуса с каналом для электродной проволоки 2, изолирующей втулки 3, держателя 4 сварочной горелки, сменного сопла 5, токоподводящего наконечника 6, водоохлаждающего сопла 7, водоподвода 8, газоподвода 9, токоподвода 10.
Корпус сварочной горелки изготовлен из латуни. Токоподводящие бронзовые наконечники (мундштуки) могут быть точеными или штампованными.