Перед началом сварочно-монтажных работ необходимо убедиться в том, что используемые трубы и детали трубопроводов имеют сертификаты качества и соответствуют проекту, техническим условиям на их поставку. Трубы и детали должны пройти входной контроль в соответствии с требованиями соответствующих стандартов и технических условий на трубы.
Концы труб и соединительных деталей должны иметь форму и размеры скоса кромок, соответствующие применяемым процессам сварки. При их несоответствии допускается механическая обработка кромок в трассовых условиях. Для труб небольшого диаметра (до 520 мм) возможно применение торцевателей, фаскоснимателей, труборезов и шлифмашинок. Для больших диаметров применяются орбитальные фрезерные машины, гидроабразивная резка и шлифмашинки. В отдельных случаях, при врезке катушек или выполнении захлестов, допускается применение термических способов подготовки кромок, таких как:
а) газокислородная резка с последующей механической зачисткой кромок абразивным кругом на глубину 0,1...0,2 мм;
б) воздушно-плазменная резка с последующей механической обработкой на глубину до 1 мм - вследствие насыщения кромки азотом (при использовании аргона в качестве плазмообразующего газа механическая обработка не требуется); в) воздушно-дуговая резка с последующей зашлифовкой на глубину до 0,5 мм (науглераживание кромок);
г) строжка и резка специальными электродами типа АНР-2М, АНР-3 или ОК.21.03, после которых не требуется механическая обработка.
Перед сборкой труб необходимо очистить внутреннюю полость труб от попавших туда грунта, грязи, снега, а также зачистить до металлического блеска кромки и прилегающие к ним внутреннюю и наружную поверхность труб и соединительных деталей на ширину не менее 10 мм.
Участки усиления наружных заводских швов, прилегающие к свариваемому торцу трубы, рекомендуется ошлифовывать до высоты О..Д5 мм на расстоянии от торца не менее 10 мм.
Все трубы поступают на трассу с заводов с разделкой кромок, предназначенной для ручной дуговой сварки покрытыми электродами. Эта разделка (рис. 1, а) имеет для труб любого диаметра при толщине стенки более 4 мм угол скоса кромок 25-30° и притупление 1-2,6 мм. При толщине стенки 16 мм и более трубы большого диаметра могут поставляться с комбинированной разделкой кромок в соответствии с рис. 1, б.
Размер В зависит от толщины стенки и составляет:
7 мм - при толщине стенки трубы 15... 19 мм
8 мм - при толщине стенки трубы 19...21,5 мм
10 мм - при толщине стенки трубы 21,5... 26 мм.
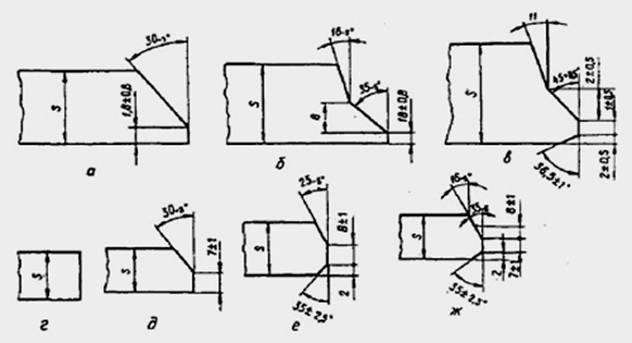
Рис. 1. Типы разделки кромок труб для ручной дуговой сварки (а, б), автоматической сварки в среде защитных газов (в), автоматической сварки под флюсом (г, д, е, ж) и порошковой проволокой с принудительным формированием (а, б).
Для трубопроводов диаметра 1000 мм и свыше, когда предусмотрено выполнение подварочного корневого шва изнутри, рекомендуется разделка представленная на рис.1, в. При строительстве распределительных трубопроводов допускается ручная дуговая сварка труб без разделки кромок с толщиной стенки до 4 мм. Кроме того, для трубопроводов диаметром до 152 мм возможно применение газовой сварки (без разделки кромок - до 3 мм, и односторонним скосом кромок - до 5 мм).
Соединение разностенных труб на трассе допускается без дополнительной обработки кромок:
• для толщин стенок не более 12,5 мм, если разность толщины не превышает 2 мм;
• для толщин стенок свыше 12,5 мм, если разность толщины не превышает 3 мм.
В этом случае смещение стыкуемых кромок не допускается.
Соединение труб или труб с запорной и распределительной арматурой с большей разностью толщин стенок осуществляют посредством вварки между стыкуемыми элементами переходников заводского изготовления или вставок из труб промежуточной толщины длиной не менее 250 мм.
Допускается выполнять непосредственную сборку и сварку труб или труб с деталями трубопроводов при разностенности до 1,5 толщин при специальной обработке, прилегающей к торцу поверхности более толстой трубы или детали (рис.2, а). Сварка захлесточных стыков разностенных труб не допускается.
Непосредственное соединение труб с запорной и распределительной арматурой разрешается при условии, если толщина стыкуемого торца арматуры не превышает 1,5 толщины стенки трубы с подготовкой патрубка арматуры согласно (рис. 2, б). Указанная подготовка должна быть осуществлена заводом-поставщиком.

Рис. 2. Подготовка для сварки торцов труб и деталей с разной толщиной стенки.