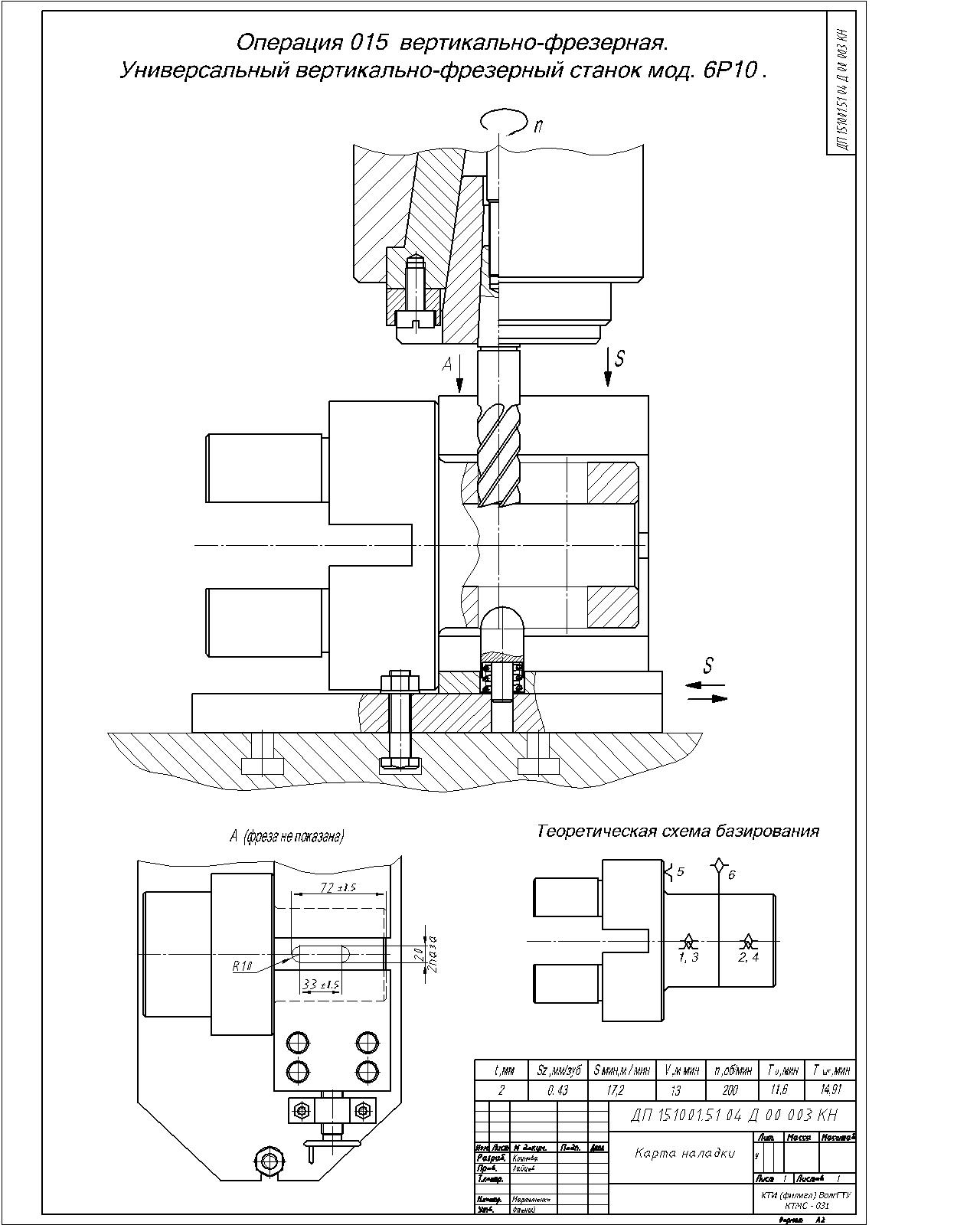
На технологическом эскизе в графической части проекта изображают заготовку в том виде, который она будет иметь после выполнения данной операции; приспособление, в котором установлена и закреплена заготовка; устройства и приборы активного контроля; режущий и вспомогательный инструмент, а также метод его крепления; траекторию относительного перемещения режущего инструмента и заготовки. Над каждым эскизом приводят номер и наименование технологической операции по соответствующему документу, указывают наименование и модель технологического оборудования.
Заготовка считается непрозрачной и вычерчивается линией толщиной S (возможно применение синего цвета), обрабатываемые поверхности выделяют линией толщиной 2…3S (возможно применение красного цвета толщиной S). На эскизе проставляют размеры от технологических баз до обрабатываемых поверхностей, а также другие размеры, изменяющиеся на данной операции (с определенными отклонениями и условным обозначением параметров шероховатости получаемых поверхностей). Размерные характеристики обрабатываемых поверхностей условно нумеруют арабскими цифрами, как принято при полной записи содержания переходов по ГОСТ 3.1702-79.
Технологическую оснастку вычерчивают линией толщиной S. Второстепенные подробности конструкции могут быть опущены. Подробно изображают элементы приспособления, обеспечивающие базирование и закрепление заготовки, ориентацию и закрепление приспособления на станке, настройку режущих инструментов на размер. Если обработка ведется на настроенном станке, то показывают упоры, по которым обеспечивается размерная точность обработки.
Режущий инструмент изображают в конце рабочего хода. Если необходимо, штриховой линией показывают и исходное положение инструмента. При применении (последовательно) нескольких различных инструментов, например сверла, зенкера, развертки, одни из них показывают в конечном положении, а остальные вычерчивают рядом в порядке выполнения переходов. Изображают и часть заготовки с обрабатываемой поверхностью, указывают получаемые размеры с допуском и шероховатостью, а также траекторию движений подачи. При наличии большого числа одинаковых переходов эскизы инструмента дают на несколько характерных переходов, отличных друг от друга по виду и особенностям конструкции применяемых инструментов. Например, если на операции обрабатывают несколько отверстий, можно показать инструмент для обработки отверстий в сплошном материале и обработки отверстий, полученных литьем. Данные об остальных инструментах приводят в таблицах, помещаемых на том же листе. Сложный инструмент не следует вычерчивать полностью, достаточно, например, показать габариты и форму фрезы, два-три зуба и способ их крепления. Винтовые канавки, например, у сверл можно показать наклонными линиями. Во всех случаях из эскиза должен быть ясен способ крепления инструмента в шпинделе, суппорте и т.п. Здесь же указывают ГОСТ или ТУ на каждый инструмент (кроме специального). Стрелками показывают направление движения режущего инструмента и (или) заготовки.
Все элементы технологической наладки должны быть вычерчены в пропорциях. В основной надписи масштаб не указывается.
В левом верхнем углу приводится теоретическая схема базирования заготовки (допускается в обоснованных случаях располагать схему базирования на другом свободном месте карты наладки).
Технические требования, таблицы режимов резания, компоновочные схемы оборудования, графики следует помещать на свободной части листа, справа от технологического эскиза или под ним. Технические требования излагают по ГОСТ 2.316-68, а таблицы выполняют по ГОСТ 2.105-95. В случае применения оборудования требующего настройки гитар сменных зубчатых колес, приводятся результаты расчета их настройки. На карте наладки на оборудовании с ЧПУ приводится текст управляющей программы.
Допускается показывать на листах чертежей схемы позиций и схемы размещения заготовок при использовании многоместных приспособлений. При этом технологические эскизы опор, зажимов и установочных устройств изображают упрощенно по ГОСТ 3.1107-81, а также более упрощенно показывают режущий инструмент. Остальное изображают по изложенным выше правилам и рекомендациям, выполняя общие требования машиностроительного черчения.
Технологические эскизы, не вошедшие на листы графической части проекта обязательно помещают в расчетно-пояснительной записке.
На каждой из схем наладок должна содержаться следующая информация:
1. Наименование операции и переходов (указывается так же марка оборудования);
2. Теоретическая схема базирования заготовки;
3. Эскиз заготовки с обработанными поверхностями (обрабатываемые поверхности должны быть выделены жирными линиями);
4. Размеры обрабатываемых поверхностей (достигаемые и выдерживаемые) с допуском;
5. Шероховатость обработанных поверхностей;
6. Режущий и вспомогательный инструмент, его крепление к оборудованию;
7. Крепление заготовки в приспособлении;
8. Крепление приспособления к оборудованию;
9. Движения заготовки и инструмента;
10. Режимы резания.
Пример выполнения схемы технологических наладок приведены в приложении Б.
3.14) Разработка управляющих программ для станков с ЧПУ регламентируется ГОСТ 3.1418-82 и выполняется с использованием карты расчета информации (форма 5 и 5а) и карты заказа, на разработку управляющей программы и станкам с ЧПУ (форма 6 и 6а). Методика разработки управлявших программ описана в литературе [9, 10, 11].
2.4. Правила оформления курсового проекта.
Правила оформления конструкторской и технологической документации регламентированы соответствующими государственными стандартами: Единой системой конструкторской документации (ГОСТ 2.001-93 ЕСКД. Общие положения.) и Единой системой технологической документации (ГОСТ 3.1001-81 ЕСТД. Общие положения.) Каждый из этих стандартов включает в себя перечень нормативной документации, описывающей правила разработки и оформления конструкторских и технологических документов. При выполнении курсового проекта необходимо строго придерживаться требований данных ГОСТов.
При оформлении пояснительной записки необходимо так же придерживаться действующего в учебном заведении стандарта предприятия. Он регламентирует такие элементы пояснительной записки, как поля страницы, правила подписи таблиц и рисунков, оформление формул, глав и разделов пояснительной записки и т.д.
Каждый документ, относящийся к курсовому проекту (пояснительная записка, чертежи детали, заготовки, карты наладок и т.д.) должен иметь собственное уникальное обозначение в соответствии с ГОСТ 2.101–95. Система обозначений документов, а так же требования к оформлению графической и текстовой части курсового проекта отражены в методических указаниях [29, 30]. Выполнение студентом этих требований контролируется руководителем курсового проектирования на всех этапах работы над проектом.
2.5. Права и обязанности.
Руководитель имеет право определять содержание курсового проекта, требовать от студента строго соблюдения ГОСТов и существующих методик по проектированию технологических процессов, изменять наименование и содержание проекта в зависимости от результатов проектирования допускать или не допускать студента к сдаче курсового проекта, принимать решение о завершении проектирования. Руководитель имеет право пользоваться результатами проектирования и обязан давать студенту необходимые консультации в учебный период,
Студент имеет право в процессе выполнения курсового проекта пользоваться библиотекой, аудиториями и лабораториями, получать от руководителя консультации, предлагать решение технических задач и аргументировано отстаивать их правильность.
Студент обязан руководствоваться требованиями руководителя по вопросам технических решений, представить в срок законченный проект с соблюдением всех правил и требований по оформлению. Студент может использовать результаты проектирования в дальнейшей работе.
Список рекомендуемой литературы
- Клепиков В.В. Технология машиностроения: учеб. / Клепиков, В.В. - М.: ФОРУМ-ИНФРА-М, 2004. - 860с., илл.
- Технология машиностроения (специальная часть): Учебник для машиностроительных специальностей вузов / А. А. Гусев, Е.Р. Ковальчук, И.М. Колесов и др. - М.: Машиностроение, 1986. -480 с.
- Лебедев, В.А. Технология машиностроения. Проектирование технологий изготовления изделий: учеб. для вузов / Лебедев, В.А., Тамаркин, М.А., Гепта, Д.П.. - Ростов-н/Д: Феникс, 2008. - 361 с.
- Технология машиностроения: В 2-х книгах: Учебное пособие для вузов. Кн.1: Основы технологии машиностроения / Под ред. С.Л.Мурашкина. - М.: Высшая школа, 2005. - 278с.: ил.
- Данилевский, В.В.Технология машиностроения: Учеб. для техникума / Данилевский, В.В.,. - М.: Высшая школа, 1972. - 544с.: ил.
- Допуски и посадки. Справочник. В 2-х ч. / В.Д.Мягков, М.А Палей, А.Б.Романов, В.А Брагинский. – б-е изд. перераб. и доп. - М: Машиностроение, 1983. Ч.2., 448 с, илл.
- Справочник технолога-машиностроителя в 2-х т. T.I / Под ред. А.Г. Косиловой и Р.К. Мещерякова 4-е изд., перераб. и доп. – М.: Машиностроение, 1985. - 656 с.
- Справочник технолога-машиностроителя в 2-х т. Т.2 / Под ред. А.Г Косиловой и Р.К.Мещерякова, - 4-е изд., перераб. и /доп. - М.: Машиностроение, 1986. - 496 с.
- Каштальян, И.А.Обработка на станках с числовым программным управлением: Справочное пособие / Каштальян, И.А., Клевзович, В.И.. - Минск: Высшая школа, 1989. - 271с.12.
- Шарнн Ю.С. Подготовка программ, для станков с ЧПУ. - М.: Машиностроение, 1980. - 144 с.
- Евгеньев Г.Б. Основы программирования обработки на станках с ЧПУ. - М.: Машиностроение, 1983. - 314 с.
- Справочник металлиста. В 5-ти т. Т.3. / Под ред. А.Н. Малова. - М.: Машиностроение, 1977, - 748 с, илл.
- Маталин А.А. Технология машиностроения: Учебник для машиностроительных вузов по специальности «Технология машиностроения, металлорежущие станки и инструменты». Л.: Машиностроение, 1985. -496 с, илл.
- Ковка и штамповка: Справочник. В 4-х т. / Ред совет: Е.И. Семенов и др. - М.: Машиностроение, 1985. - Т.1, 568 с: илл. 1986. - Т.2, 592 с: илл., 1986. - Т.3, 592 с; илл. 1987. Т4, 544 с, илл.
- Нефедов Н.А., Осипов К.А. Сборник задач и примеров по резанию металлов и режущему инструменту. Изд-во 4-е - М.: Машиностроение, 1984. -400 с.
- Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках. Изд. 2-е, часть I, II, - М.: Машиностроение, 1984.
- Справочник технолога-машиностроителя. Т.2 / Под ред. А.Н. Малова. Т.- М.: Машиностроение, 1972.-569 с.
- Обработка металлов резанием. Справочник технолога. Под ред. Г.А. Монахова. - М.: Машиностроение, 1974.
- Общемашиностроительные нормативы вспомогательного времени на обслуживание рабочего места и подготовительно-заключительного для технического нормирования. Серийное производство. - М.: Машиностроение, 1974. -421 с.
- Общемашиностроительные нормативы вспомогательного времени на обслуживание рабочего места на работу, выполняемые на металлорежущих станках. Массовое производство. - М.: Машиностроение, 1974. - 136 с.
- Ансеров М.А. Приспособления для металлорежущих станков. - Л.: Машиностроение, 1975. - 656 с.
- Режимы резания металлов. Справочник. - М.: Машиностроение, 1972, - 408 с: илл. Авт. Ю.В. Барановскнй, Л.А Брахан, Ц.З. Бродский и др.
- Шатин, В.П. Режущий и вспомогательный инструмент: справочник / Шатин, В.П., Денисов, П.С.. - М.: Машиностроение, 1968. - 418с.: ил.28.
- Технология машиностроения: Сборник задач и упражнений: Учеб. пособие / В.И. Аверченков и др. – 2-е изд., перераб. и доп. – М.: ИНФРА-М, 2006. – 288 с.
- Разработка чертежей отливок и штампованных поковок: методические указания / Сост. Футерман В. И., Вирт А. Э., Лаврентьев А. М.; Волгоград, гос. техн. ун-т. – Волгоград, 2010. – 20 с.: ил.
- Поковки стальные штампованные. Допуски, припуски и кузнечные напуски ГОСТ 7505-89. Госстандарт. – М.:1990
- Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку. ГОСТ 26645-85. Госстандарт. – М.:1989
28. Стандарт предприятия. Система управления качеством подготовки специалистов. Проекты (работы) дипломные и курсовые. Общие требования и правила оформления. /,. - Камышин: СТП КТИ ВолгГТУ 003, 2004. - 47 с.: ил.
29. Правила оформления технологической документации: методические указания к курсовому и дипломному проектированию / Сост. Г. В. Геронтиди, Ю. Н. Полянчиков, Я. Н. Отений; Волгоград, гос. техн. ун-т. – Волгоград, 2008. – 47 с.
30. «Правила выполнения технологической части курсовых, выпускных работ и дипломных проектов по специальности технология машиностроения» (сост. Н.И. Никифоров; Волгоград. гос. техн. ун-т, Волгоград, 2005)
Приложение А.
Таблица 2. Технологический процесс изготовления детали.
| Наименование операции | Содержание операции | Операционный эскиз и теоретическая схема базирования | Оборудование и оснастка |
| Указывается номер операции и её название. | Содержание операции указывается полностью с указанием всех размеров, которые достигаются и выдерживаются при выполнении всех переходов данной операции. | Операционный эскиз должен содержать только ту информацию, которая записана в содержании операции, а теоретическая схема базирования должна показывать, что заготовка лишена всех 6-ти степеней свободы. | Указывается тип оборудования и его модель, а также все приспособления и оснастка, используемые при выполнении данной операции. |
| … | … | … | … |
Таблица 3. Результаты расчета припусков на
механическую обработку.
| № операции и перехода | Rz, мкм | h,мкм | ΔΣi-1,мкм | ε, мкм | 2Zmin, мкм |
| Наименование операции и переходов | значение | значение | значение | значение | значение |
| … | … | … | … | … | …. |
Таблица 4. Результаты расчета режимов резания.
| № операции и перехода | t, мм | S, мм/об | Sz, мм/зуб | n, мин-1 | V, м/мин | То, мин |
| Наименование операции и переходов | значение | значение | значение | значение | значение | значение |
| … | … | … | … | … | … | … |
Таблица 5. Результаты нормирования операций
технологического процесса.
| № операции и перехода | Тобс, % | Тп.з. мин | Тв, мин | Тпер, % | Тшт, мин | Тшт.к, мин |
| Наименование операции и переходов | значение | значение | значение | значение | значение | значение |
| … | … | … | … | … | … | … |
Приложение Б.