Абразивные инструменты.
1. Обработка на шлифовальных станках применяется при изготовлении деталей, материал заготовок для которых имеет высокую твердость. Обработка производится абразивным инструментом, режущим элементом которого являются мелкие частицы (зерна) абразивных материалов. При шлифовании получают высокую точность обработанных поверхностей и высокий класс чистоты поверхности (малую шероховатость). В зависимости от геометрии детали (протяженность поверхности, жесткость) применяют различные методы шлифования.
Шлифовальные абразивные крути состоят из мелких зерен абразивных материалов, сцементированных между собой связующим веществом — связкой. Твердость абразивных материалов значительно выше твердости закаленной стали.
Полная маркировка шлифовальных кругов содержит:
· тип круга;
· его размеры;
· вид абразивного материала;
· номер зернистости;
· степень твердости;
· структуру (соотношение между абразивом, связкой и порами в теле инструмента);
· вид связки;
· максимальную скорость;
· класс точности;
· класс неуравновешенности.
| Тип | Размеры, мм | Абра- зив | Зер- нис- тость | Твер- дость | Струк- тура | Связ- ка | Ско- рость, м/с | Класс точно- сти | Класс неурав- нове- шенности |
| 150x16x32 | 25А | F46 | L | V | Б |
Маркировка кругов, выполненная в соответствии с различными редакциями ГОСТов, имеет некоторые отличия, касающиеся обозначений зернистости, твердости, марки абразива и связки. Производители по-разному маркируют свои круги, используя старые или новые обозначения и исключая некоторые характеристики. Ниже приведены примеры расшифровки обозначений шлифовальных кругов.
|
|
1 - абразивный материал: 25А - электрокорунд белый;
2 - зернистость (старая маркировка): 60 (по ГОСТу должно быть 63) - 800-630 мкм;
3 - твердость: K - среднемягкий;
4 - структура: 6 - средняя;
5 - связка: V - керамическая;
6 - класс неуравновешенности: 2
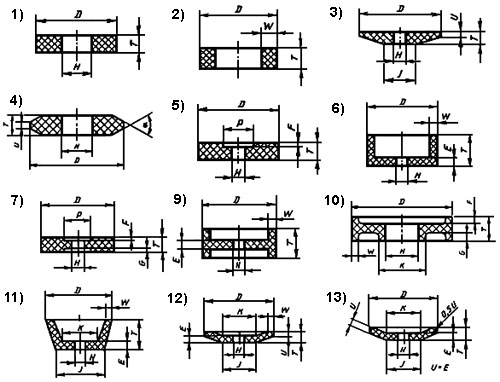
· 1 (ПП) - прямого профиля;
· 2 (К) - кольцевой;
· 3 (3П) - конический;
· 4 (2П) - двухсторонний конический;
· 5 (ПВ) - с односторонней выточкой;
· 6 (ЧЦ) - чашечный цилиндрический;
· 7 (ПВД) - с двумя выточками;
· 9 - с двусторонней выточкой;
· 10 (ПВДС) - с двусторонней выточкой и ступицей;
· 11 (ЧК) - чашечный конический;
· 12 (Т) - тарельчатый;
· 13 - тарельчатый;
· 14 (1Т) - тарельчатый;
· 20 - с односторонней конической выточкой;
· 21 - с двусторонней конической выточкой;
· 22 - с конической выточкой с одной стороны и цилиндрической с другой;
· 23 (ПВК) - с конической и цилиндрической выточками с одной стороны;
· 24 - с конической и цилиндрической выточками с одной стороны и цилиндрической выточкой с другой;
· 25 - с конической и цилиндрической выточками с одной стороны и конической с другой;
· 26 (ПВДК) - с конической и цили нд риче ской выточками с обеих сторон;
· 27 - с утопленным центром и упрочняющими элементами;
· 28 - с утопленным центром;
· 35 - прямого профиля, работающий торцом;
· 36 (ПН) - с запрессованными крепежными элементами;
· 37 - кольцевой с запрессованными крепежными элементами;
· 38 - с односторонней ступицей;
· 39 - с двусторонней ступицей.
Наиболее часто используемыми абразивными материалами для шлифовальных кругов являются: электрокорунд, карбид кремния, эльбор, алмаз.
Электрокорунд выпускается следующих марок: белый - 22А, 23А, 24А, 25А (чем больше число, тем выше качество); нормальный - 12А, 13А, 14А, 15А, 16А; хромистый - 32А, 33А, 34А; титанистый - 37А; циркониевый - 38А и другие.
|
|
Карбид кремния. Выпускается две разновидности карбида кремния: черный - 52С, 53С, 54С, 55С и зеленый - 62С, 63С, 64С, отличающиеся друг от друга некоторыми механическими свойствами и цветом. Карбид зеленый по сравнению с карбидом черным более хрупок.
Алмаз широко используется для изготовления алмазных шлифовальных кругов, применяемых для доводки и заточки твердосплавного инструмента, обработки деталей из твердых сплавов, оптического стекла, керамики и пр. Он используется также для правки шлифовальных кругов из других абразивных материалов. При нагревании на воздухе до 800°С алмаз начинает сгорать.
Эльбор (КНБ, CBN, боразон, кубонит) представляет собой кубическую модификацию нитрида бора. Имея такую же твердость, как алмаз, он значительно превосходит последний в термостойкости.
Зернистость абразива - характеристика шлифовальных кругов определяющая чистоту получаемой поверхности. Зерно представляет собой либо сростки кристаллов, либо отдельный кристалл, либо его осколки. Как и все твердые тела, оно характеризуется тремя размерами (длиной, шириной и толщиной), однако для простоты оперируют одним - шириной. От величины зерна зависит множество параметров - количество снимаемого за один проход металла, чистота обработки, производительность шлифования, изнашиваемость круга и пр.
Твердость шлифовального круга нельзя путать с твердостью абразивного материала. Это разные понятия. Твердость шлифовального круга характеризует способность связки удерживать абразивные зерна от их вырывания под воздействием обрабатываемого материала. Она зависит от многих факторов - качества связки, вида и формы абразива, технологии изготовления круга.
|
|
Твердость круга тесно связана с самозатачиваемостью - способностью абразивного круга восстанавливать свою режущую способность за счет разрушения или удаления затупившихся зерен. Круги в процессе работы интенсивно самозатачиваются за счет раскалывания режущих зерен и частичного выкрашивания их из связки. Это обеспечивает вступление в работу новых зерен, предотвращая тем самым появление прижогов и трещин в обрабатываемом материале. Чем меньше твердость круга, тем выше самозатачиваемость. По твердости круги подразделяют на 8 групп.
| Наименование | Обозначение по ГОСТ 19202-80 | Обозначение по ГОСТ Р 52587-2006 |
| Весьма мягкий | ВМ1, ВМ2 | F, G |
| Мягкий | М1, М2, М3 | H, I, J |
| Среднемягкий | СМ1, СМ2 | K, L |
| Средний | С1, С2 | M, N |
| Среднетвердый | СТ1, СТ2, СТ3 | O, P, Q |
| Твердый | Т1, Т2 | R, S |
| Весьма твердый | ВТ | T, U |
| Чрезвычайно твердый | ЧТ | V, W, X, Y, Z |
Под структурой инструмента обычно понимается процентное соотношение объема абразивного материала в единице объема инструмента. Чем больше абразивного зерна в единице объема круга, тем плотнее структура инструмента. Структура абразивного инструмента влияет на величину свободного пространства между зернами.
| Структура | Обозначение |
| Плотная | 1, 2, 3, 4 |
| Средняя | 5, 6, 7 |
| Открытая | 8, 9, 10 |
| Высокопористая | 11, 12 |
При изготовлении шлифовальных кругов, абразивные зерна скрепляются с основой и друг другом при помощи связки. Наиболее широко применяемые связки: керамическая, бакелитовая и вулканитовая.
Керамическая связка изготавливается из неорганических веществ - глины, кварца, полевого шпата и ряда других путем их измельчения и смешивания в определенных пропорциях. Маркировка шлифовальных кругов с керамической связкой содержит букву (V). Старое обозначение - (К)
Керамическая связка придает абразивному инструменту жесткость, теплостойкость, устойчивость формы, но одновременно и повышенную хрупкость, вследствие чего круги с керамической связкой нежелательно применять при ударной нагрузке, например при обдирочном шлифовании.
Бакелитовая связка в основном состоит из искусственной смолы - бакелита. Маркировка кругов с бакелитом имеет в обозначении латинскую букву (B). Старое обозначение - (Б). В сравнении с керамической, бакелитовая связка обладает большей упругостью и эластичностью, меньше нагревает обрабатываемый металл, однако имеет меньшую химическую и температурную стойкость, худшую кромкостойкость.
Бакелитовая связка может быть с упрочняющими элементами (BF, старое обозначение - БУ), с графитовым наполнителем (B4, старое обозначение - Б4).
Вулканитовая связка - это подвергнутый вулканизации синтетический каучук. Маркировка абразивного круга имеет букву (R). Старое обозначение - (В).
Точность размеров и геометрической формы абразивных инструментов обусловливается тремя классами АА, А и Б. Для менее ответственных операций абразивной обработки применяют инструмент класса Б. Более точным и качественным является инструмент класса А. Для работы в автоматических линиях, на высокоточных и многокруговых станках применяется высокоточный инструмент АА. Он отличается более высокой точностью геометрических параметров, однородностью зернового состава, уравновешенностью абразивной массы, изготовляется из лучших сортов шлифовальных материалов.
Класс неуравновешенности шлифовального круга характеризует неуравновешенность массы круга, которая зависит от точности геометрической формы, равномерности размешивания абразивной массы, качества прессования и термообработки инструмента в процессе его изготовления. Установлено четыре класса допускаемой неуравновешенности массы кругов (1, 2, 3, 4). Классы неуравновешенности не имеют отношения к точности балансировки кругов в сборе с фланцами перед установкой их на шлифовальный станок.