Неразъемные соединения
Введение
Неразъемными соединениями называются такие, повторная сборка и разборка которых невозможна без повреждения деталей. К ним относятся соединения сварные, паяные, соединения, получаемые склеиванием, соединения заклепками и т.д.
Соединения сварные
Сварка — один из наиболее прогрессивных способов соединения составных частей изделия. Сварка — это процесс получения неразъемного соединения путем сплавления металлов деталей и сварочного электрода. При сплавлении образуется сварной шов.
Существует много видов сварки и способов их осуществления, например:
- ручная электродуговая (ГОСТ 5264-80*);
- автоматическая и полуавтоматическая под флюсом (ГОСТ 11533-75);
- дуговая сварка в защитном газе (ГОСТ 14771-76*);
-
 контактная сварка (ГОСТ 15878-79) и др.
контактная сварка (ГОСТ 15878-79) и др.
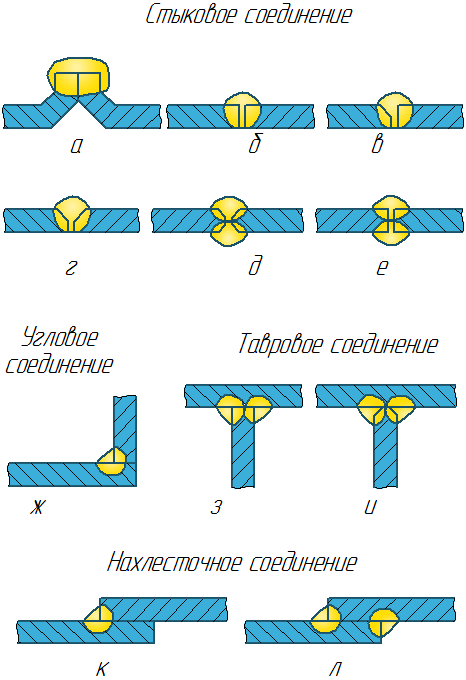
Сварные соединения (швы) делятся на следующие виды:
- стыковое, обозначаемое буквой С (Рисунок 6.1, а-е);
- угловое, обозначаемое буквой У (Рисунок 6.1, ж);
- тавровое, обозначаемое буквой Т (Рисунок 6.1, з, и);
- нахлесточное, обозначаемое буквой Н (Рисунок 6.1, к, л);
Кромки свариваемых деталей могут быть подготовлены: с отбортовкой (Рисунок 6.1, а), без скосов (Рисунок 6.1, б, е, ж, к), со скосом одной кромки (Рисунок 6.1, в), со скосом обеих кромок (Рисунок 6.1, г), с двумя симметричными скосами одной кромки (Рисунок 6.1, д, и) и др.
Шов может быть односторонний (Рисунок 6.1, а, б, в, г, ж, к) и двусторонний (Рисунок 6.1, д, е, з, и, л).
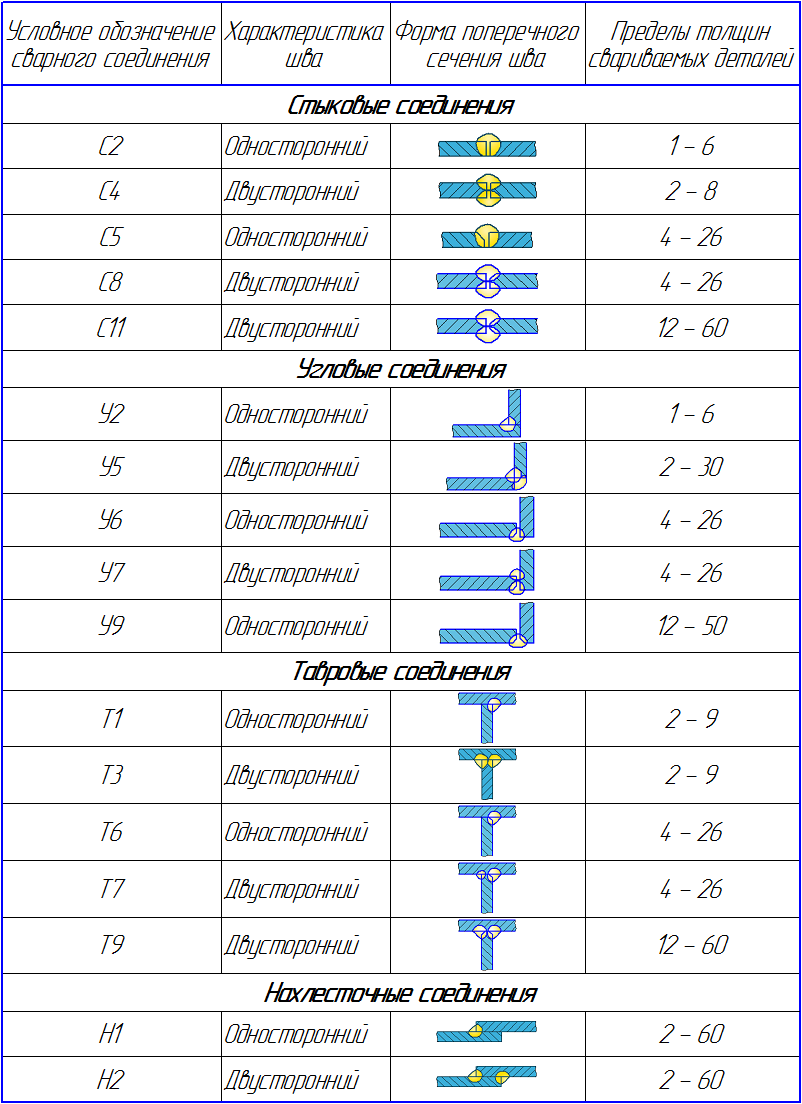
На чертежах к буквенному обозначению сварного шва добавляют цифровое, которое характеризует всю совокупность конструктивных элементов сварного шва, т.е. вид подготовки кромок, толщину свариваемых деталей и т.д.
Например, стыковое соединение, односторонний шов без скосов обеих кромок для деталей толщиной S = 1…6 мм — обозначается С2; тавровое соединение, шов двусторонний с двумя скосами одной кромки, толщина деталей S = 12…100 мм — обозначается Т9, см. таблицу ниже, на которой представлены некоторые обозначения типов сварных швов.
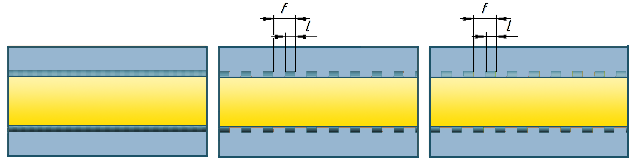
Шов характеризуется размером катета поперечного сечения шва (в нахлесточном, угловом и тавровом соединениях). Шов может быть непрерывным (Рисунок 6.2, а), прерывистым с цепным расположением свариваемых участков (Рисунок 6.2, б) и непрерывным с шахматным расположением свариваемых участков (Рисунок 6.2, в).
| ||
| а | б | в |
Рисунок 6.2 — Расположение сварочных швов
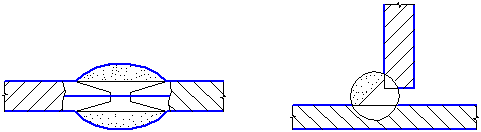
Выступающую часть шва над поверхностью основного металла называется выпуклостью или усилением шва (Рисунок 6.3). Шов может выполняться по замкнутой (Рисунок 6.4, а) или незамкнутой линии (Рисунок 6.4, б).
| |
| а | б |
Рисунок 6.3 — Усиление шва

| |
| а | б |
Рисунок 6.4 — Замкнутая (а) и незамкнутая (б) линии шва
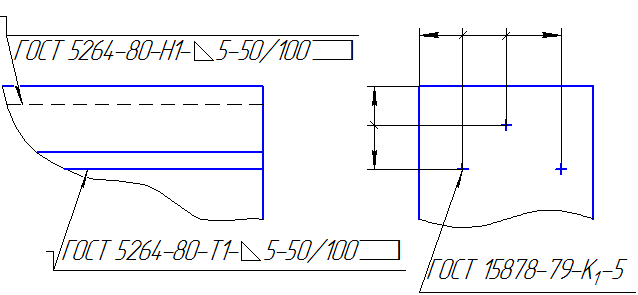
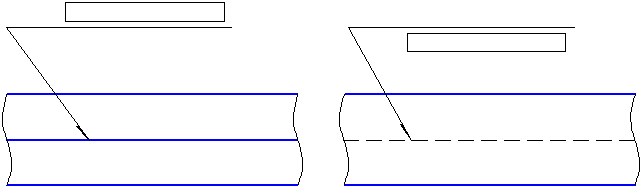
Согласно ГОСТ 2.312-72, шов сварного соединения независимо от способа сварки условно изображают сплошной основной (видимый шов) или штриховой (невидимый шов) линией (Рисунок 6.5, а). Одиночные сварные точки изображают знаком «+» высотой и шириной 5…10 мм, толщина линий S (Рисунок 6.5, б). Невидимые сварные точки не изображают.
На Рисунке 6.5, а показаны примеры условных обозначений сварных швов:
— верхний шов (изображен штриховой линией) нахлесточного соединения, выполнен ручной электродуговой сваркой при монтаже изделия, по незамкнутой линии, катет шва 5 мм, шов прерывистый с цепным расположением провариваемых участков, l-50 мм и t-100 мм;
— нижний шов таврового соединения выполнен при монтаже изделия ручной электродуговой сваркой, шов прерывистый цепной, l-50 мм, t-100 мм, катет шва 5 мм, шов выполняется при монтаже изделия.
| |
| а | б |
Рисунок 6.5 — Пример изображения и обозначения сварного шва на чертеже
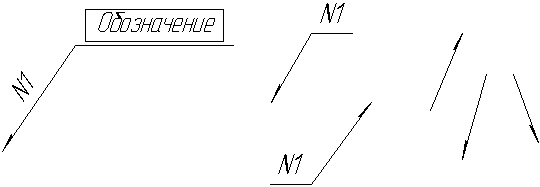
Условное обозначение шва наносят на полке линии-выноски, проведенной от изображения шва с лицевой стороны (Рисунок 6.6, а) или под полкой линии-выноски, проводимой от оборотной стороны (Рисунок 6.6, б). Линию-выноску начинают односторонней стрелкой.
| |
| а | б |
Рисунок 6.6 — Схема нанесения условного обозначения сварного шва
В условном обозначении шва могут быть применены знаки, представленные в таблице 6.1.
Таблица 6.1- Условные обозначения типа сварного шва
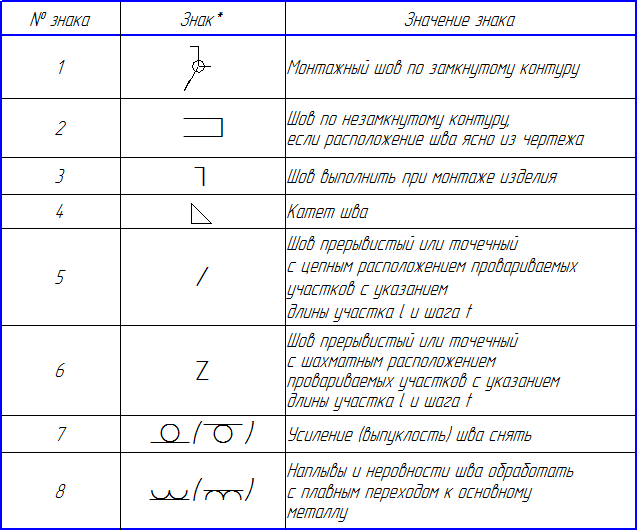
В скобках приведено изображение знаков при обозначении шва с оборотной стороны, т.е. при записи условного обозначения шва под полкой линии-выноски.
Все знаки выполняют тонкими линиями. Высота знаков должна быть одинаковой с высотой цифр, входящих в обозначение шва.
На Рисунке 6.7 приведено полное условное обозначение стандартного шва или одиночной сварной точки по ГОСТ 2.312-72.
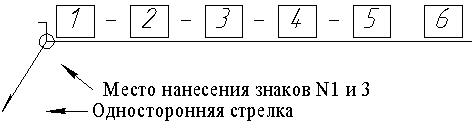
Рисунок 6.7 — Условное обозначение сварного шва
1 — Обозначение стандарта на типы и конструктивные элементы швов
2 — Буквенно-цифровое обозначение шва
3 — Условное обозначение способа сварки (допускается не указывать)
4 — Знак 4 (табл.6.1) и размер катета
5 — Размер:
— для прерывистого шва — длины привариваемого участка
— для одиночной сварной точки, или контактной точечной сварки — расчетного диаметра точки
— для контактной шовной сварки — расчетной ширины шва
— для прерывистого шва контактной шовной сварки — расчетной ширины шва, знак умножения, размер длины привариваемого участка, знак / и размер шва
6 — Вспомогательные знаки
При наличии одинаковых швов обозначение наносят у одного изображения, а у остальных проводят линии-выноски с полками для указания номера шва (Рисунок 6.8, а, б) или без полок, если все швы одинаковые (Рисунок 6.8, в).
| ||
| а | б | в |
Рисунок 6.8
Если все сварные швы, изображенные на чертеже изделия, хотя и разных типов, выполняют по одному и тому же стандарту, например, ГОСТ 5264-80, его обозначение на полке не указывают, а дают ссылку в технических требованиях.
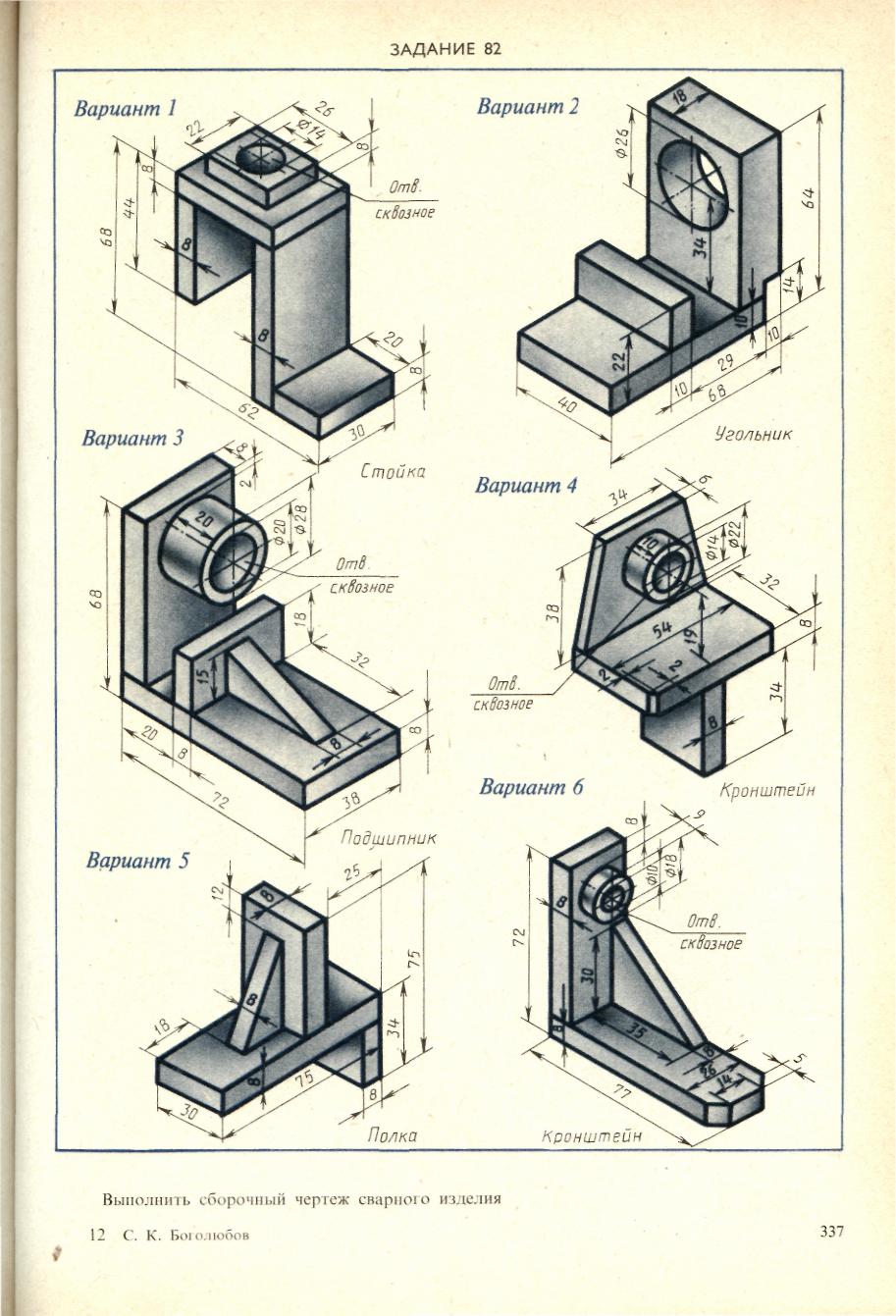
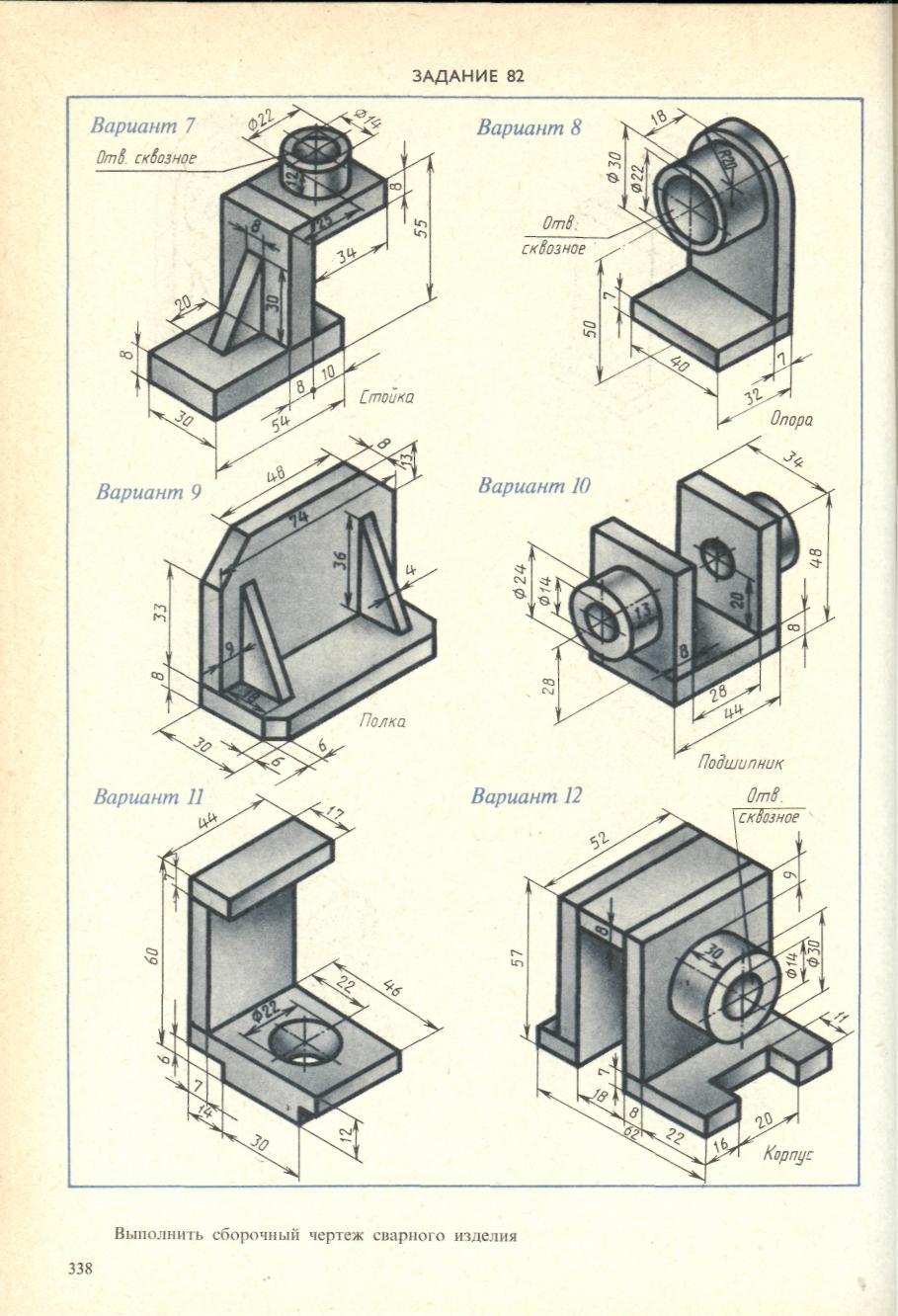
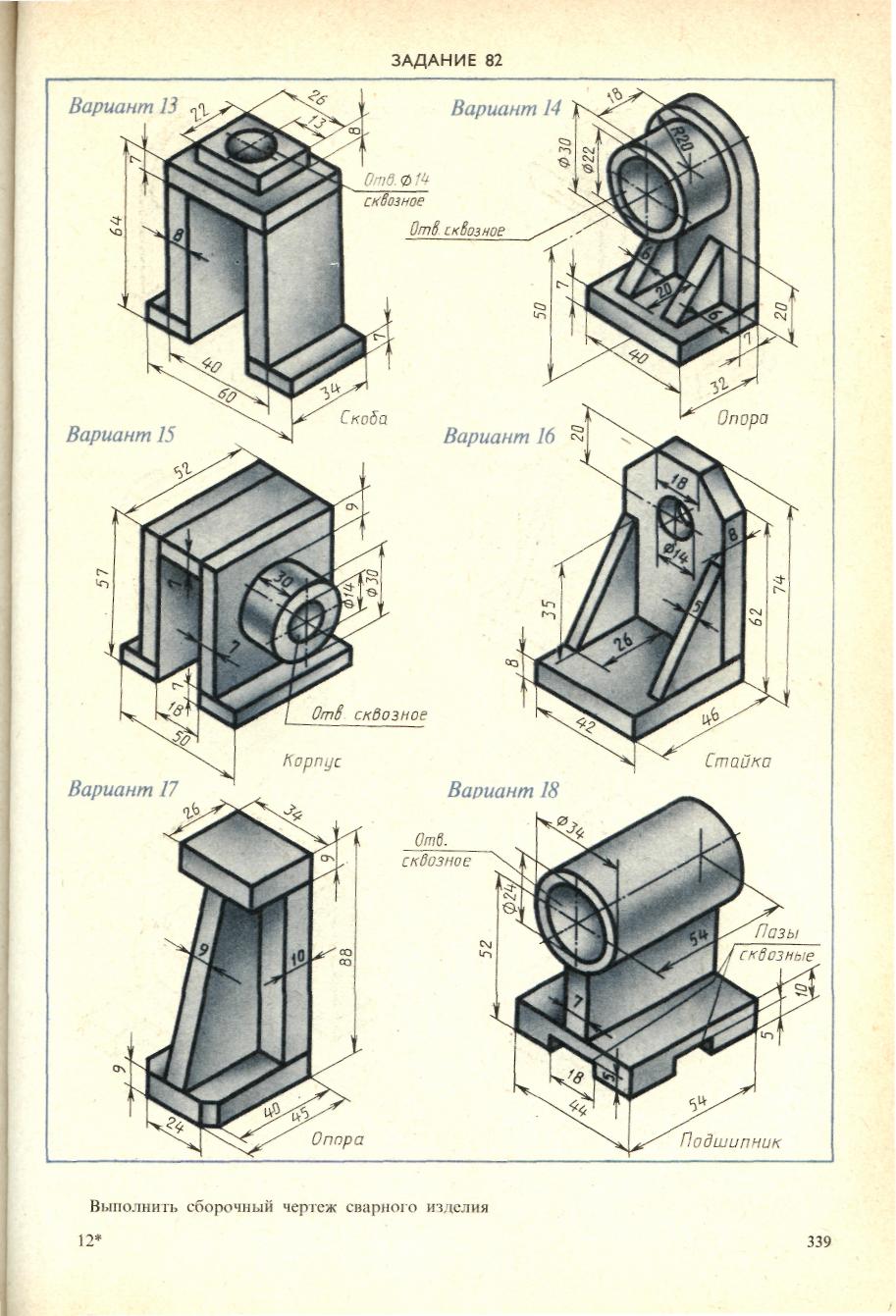
1. Если прочитали, то переходим к индивидуальным вариантам.
Что делаем?
Сборочную единицу разбиваем на составляющие ее детали, выполняем чертеж на каждую деталь на А4
4. Затем выполняем на формате А4 сборочный чертеж конструкции – сварного соединения:
- указываем и обозначаем сварные швы;
- делаем разрез главного вида, чтобы указать позиционные номера;
- наносим ГАБАРИТНЫЕ размеры;
- заполняем спецификацию.
Варианты заданий «Сварные соединения»