1. Разработка последовательности переходов в операции
Каждая технологическая операция может быть описана на отдельном документе - на операционной карте. В учебном проектировании механообрабатывающие операции обязательно следует оформлять на операционных картах. Операционная карта разрабатывается для серийного и массового производства и является дополнением к маршрутной карте.
В операционной карте указываются последовательность выполнения переходов, данные о технологическом оснащении, технологических
режимах и трудовых затратах. Операционная карта для механической обработки резанием представлена на рис.7.4 и 7.8.
Разработка технологической операции начинается с выявления
элементарных поверхностей, обработка которых должна
осуществляться определенным инструментом, т.е. с расчленения
операции на переходы. В табл. 6.
приведены схемы обработки поверхностей на различных станках.
Полную запись переходов следует применять, если нет операционного
эскиза. При наличии операционного эскиза следует применять
сокращенную запись. Операционный эскиз служит графической
иллюстрацией к обработке заготовки. На эскизе изображается
заготовка в той стадии обработки, которая достигается после
данной операции. Эскиз выполняется на операционной карте.
В тех случаях, когда эскиз очень сложен, он может выполняться и
на отдельном листе, в виде приложения к операционной карте.
Переходы содержат указания - какими инструментами можно
получить каждую элементарную поверхность в зависимости: от
требуемой точности и шероховатости. Одновременно с этим
определяется количество проходов с расчетом глубины резания для
каждого прохода (см. расчет припусков и режимы обработки).
После определения содержания переходов рассматривают
возможность сокращения количества инструментов, возможность
применения нескольких инструментов в одной наладке и в связи с
этим - сокращения количества проходов и переходов.
В процессе разработки переходов следует учесть, что
одновременная обработка нескольких поверхностей обеспечивает
соосность данных поверхностей с более высокой точностью.
Операция может содержать один и более установ, а также один и
более переход. Сначала рассматривают и определяют количество и
последовательность установов, а потом - переходов. Для каждого
установа выполняется отдельный эскиз с указанием номера
установа.
2. Выбор оборудования
Модель оборудования подбирается в основном в соответствии с ее
размерными характеристиками. Модели и основные характеристики их
для некоторых наиболее распространенных в приборостроении
металлорежущих станков и прессов приведены в литературе [3].
3. Расчет межоперационных припусков
Размеры, заданные с точностью выше 12-го квалитета и
поверхности с шероховатостью по параметру Ra менее 1,25 мкм
обеспечиваются лишь после многократной обработки, нередко
разными инструментами и при условии снятия тонких, заранее
установленных слоев материала, называемых межоперационными
припусками.
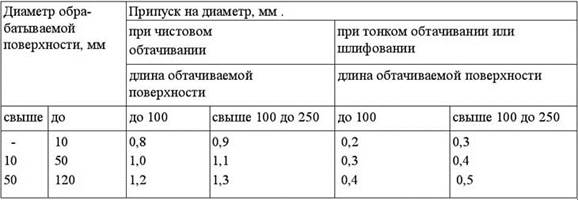
В табл. 6.2 даются значения припусков на чистовую обработку
наружных цилиндрических поверхностей. В табл. 6.3 приводятся
припуски при обработке внутренних поверхностей точных отверстий
7, 8, 9-го квалитетов. Номинальный размер инструмента (или
размер, получаемый в результате расточки) определяется из этой
таблицы как разность между номинальным диаметром обрабатываемого
отверстия и указанным для соответствующего интервала диаметров
цифровым значениям припуска.
Таблица 6.2
Примечание. При шлифовании закаленных валов приведенные
значения припусков следует умножить на коэффициент К = 1,25.
Таблица 6.3

Примечание. Помеченное " * " относится только к 7 квалитету.
При шлифовании отверстий припуска назначаются в соответствии с
данными табл. 6.4.
Таблица 6.4

В табл. 6.5 приведены значения припусков для обработки плоских
поверхностей.
Таблица 6.5

Примечание. При шлифовании закаленных деталей приведенные
значения припусков умножить на коэффициент К = 1,25.
В таблице 6.6 приведены припуски на протягивание отверстий и
пазов.
Таблица 6,6

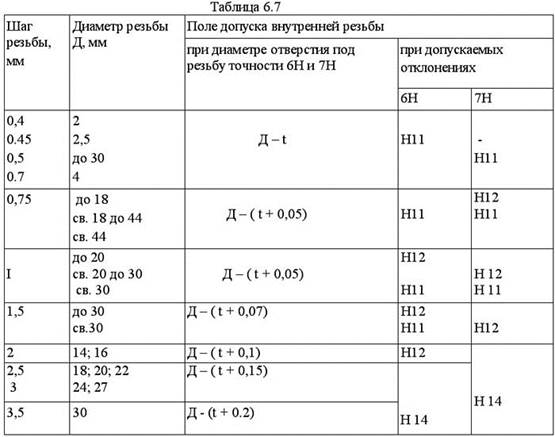
В табл.6.7 приведены значения диаметров отверстий, подлежащих
обработке (сверление, растачивание и т.п. под нарезание
внутренних резьб, в табл.6.8 - значения диаметров стержней
(обточка) под нарезание наружных резьб, которые определяются как
разность между номинальным диаметром резьбы (А) и указанным в
таблице цифровым значением величины на "вспухание" резьбы, Д -
диаметр, мм; t - шаг резьбы. мм. Таблицы пригодны для нахождения
искомых значений у резьб диаметром до 50 мм.
Таблица 6.7

Определение промежуточных и уточнение исходных размеров
заготовки
При окончательной разработке технологического процесса
определяются промежуточные (межоперационные) размеры
обрабатываемой поверхности, а в ряде случаев уточняются и
исходные размеры заготовки. Порядок определения промежуточных
размеров обрабатываемых поверхностей и исходного размера
заготовки продемонстрирован в табл. 6,9. Приводим некоторые
пояснения к заполнению этой таблицы. Промежуточные размеры
обрабатываемой поверхности устанавливаются в порядке, обратном
ходу технологического процесса обработки.
За исходный расчетный размер при обработке поверхности вала
берется наибольший предельный размер готовой, окончательно
обработанной поверхности вала, а при обработке отверстия -
наименьший предельный размер поверхности окончательно
обработанного отверстия.
Таблица 6.9
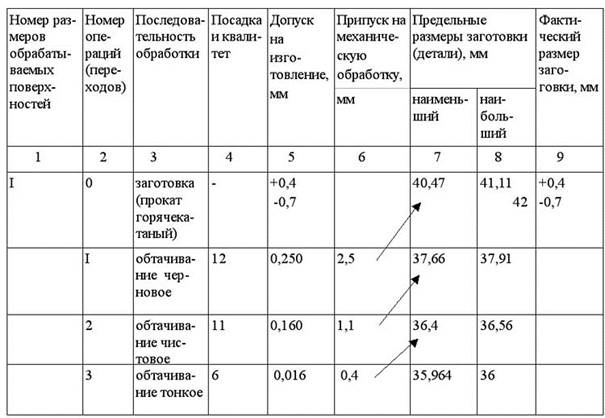
Припуски под механическую обработку выбирается в зависимости
от вида обработки из табл. 3.1 - 3.15 и 6.2- 6.3. Рассчитанные
предельные размеры обрабатываемой поверхности заготовки
заносятся в графу 7 табл. 6.9. Фактические размеры заготовки
заносятся в графу 8 табл. 6.9. Они соответствуют либо
нормальному ряду линейных размеров при получении заготовки
литьем или поковкой, либо реальному размеру по сортаменту
материалов, если заготовка - пруток, труба и т.п.
4. Выбор оснастки, нормирование и другие требования
В процессе разработки операционных карт выбирается необходимая
оснастка, проводится нормирование технологического процесса,
определение требований по технике безопасности и охране
окружающей среды. Этим вопросам посвящена литература [1, 2 ] и
другие учебные пособия. После уточнения всех данных окончательно
определяется оптимальный вариант технологического процесса.