(СибГАУ)
Институт машиноведения и мехатроники
Технология производства изделий РКТ
Лабораторная работа № 5
тема: Технология изготовления крыльчаток ТНА
Вариант -18
Выполнил:
студент группы БТ13-01
Пушкарев А. Ю.
Проверила:
Зверинцева Л. В.
Красноярск
Цель работы: Ознакомиться с конструкцией и технологией изготовления крыльчаток.
Ход работы:
1. Назначение крыльчаток в ТНА.
Крыльчатки в ТНА предназначены для обеспечения необходимого расхода компонентов топлива, подаваемого в КС под определенным давлением.
2. Условия работы крыльчаток в ТНА.
Крыльчатки работают при большой частоте вращения (около 40…60 тысяч об/мин) и испытывают действие агрессивных компонентов топлива. Также шейки крыльчаток испытывают большое трение при работе.
3. Характерные требования, предъявляемые к конструкциям крыльчаток.
Крыльчатки ТНА имеют следующие особенности. Внутри крыльчаток выполняются направляющие перегородки (лопатки), образующие криволинейные каналы для прохода компонентов. Иногда для облегчения обработки каналов одну из стенок делают съемной и соединяют с крыльчаткой пайкой. Отверстия в ступице должны иметь шлицы для соединения с валом, то есть вал в крыльчатках обычно шлицевой. Основные элементы крыльчаток: ступица с посадочными местами под соединение с валом, боковые стенки (крышки) между которыми располагаются лопатки, шейки с поверхностями которых контактируют уплотнения. Внутренние и наружные поверхности боковых стенок и лопатки обладают сложной конфигурацией.
4. Технические требования к конструкциям крыльчаток:
а) наличие износостойкого покрытия (хромирование или глубокое анодирование)
б) шероховатость поверхности по наружному диаметру – Rz 20 мкм
в) точность обработки поверхности шеек должна соответствовать 7-му или 8-му квалитету, шероховатость от Ra 1,25 до Ra 0,63 мкм
г) Точность обработки посадочных мест ступиц должна соответствовать 8-му или 9-му квалитету, шероховатость от Ra 2,5 до Ra 1,25 мкм
д) допуск на толщину лопаток составляет 0,3…0,5 мм при шероховатости от Rz 20 до Ra 2,5 мкм
е) допуск на толщину стенок на выходе 0,3…0,5 мм
ж) отклонение от параллельности торцев не более 0,05 мм
5. Материал заготовок дисков крыльчаток
Небольшие крыльчатки изготавливают из алюминиевых сплавов и подвергают анодированию. Диски сборных крыльчаток изготавливают из высокопрочных материалов (например сталь 12Х18Н10Т)
6. Методы получения заготовок крыльчаток
Крыльчатки получают различными методами в зависимости от материала и конструкции, обычно это штамповка, литье по выплавляемым моделям или в оболочковые формы. Порой крыльчатки небольших размеров выполняют из круглого проката или поковок.
7. Маршрутный технологический процесс изготовления детали «Крыльчатка» представлен в таблице 1.1.
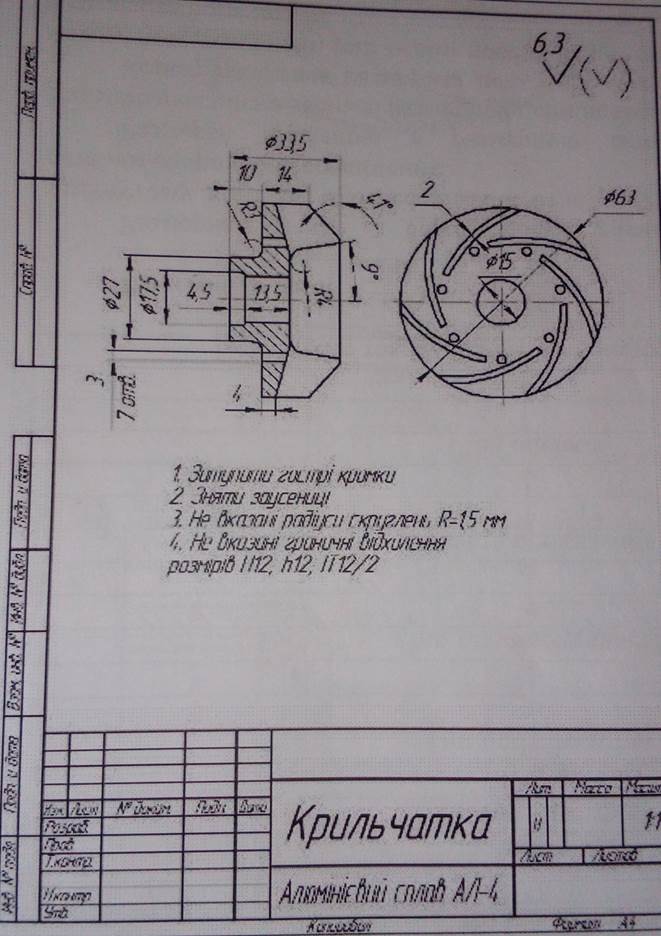
МТП крыльчатки Таблица 1.1
| Номер операции | Наименование и краткое содержание операции | Модель станка | Режущий инструмент | Технологические базы |
| Заготовительная (заготовка – отливка) | ||||
Токарная
А. Установить заготовку
1. Подрезать торец, выдерживая размер 33,5 мм.
2. Сверлить отверстие  15.
3. Расточить отверстие 17,5. Б. Снять заготовку. 15.
3. Расточить отверстие 17,5. Б. Снять заготовку.
| Токарный станок | Резец проходной отогнутый
Сверло 15
Расточной резец
| Наружный диаметр Торец | |
Фрезерная
А. Установить заготовку
1. Провести черновую фрезерную обработку каналов, выдерживая размер: толщину- 2 мм, и углы 41  и 9 .
Б. Снять заготовку и 9 .
Б. Снять заготовку
| Вертикально-фрезерный станок | Концевая фреза | Торец | |
| Токарная
А. Установить заготовку
1. Точить цилиндр, выдерживая размер 63 мм (черновая обработка)
2. Точить уступ, выдерживая размер 10 мм (черновая обработка)
3. Зенкеровать отверстие 15.
4.Развертывать отверстие 15.
Б. Снять заготовку.
| Токарный станок | Резец проходной отогнутый
Развертка 15
Зенкер 15
| Наружный диаметр Торец | |
| Доводочная 1. Провести виброгалтовку | ||||
| Токарная
А. Установить заготовку
1. Точить цилиндр, выдерживая размер 63 мм (чистовая обработка)
2. Точить уступ, выдерживая размер 10 мм (чистовая обработка)
| Токарный станок | Резец проходной отогнутый | Наружный диаметр Торец | |
| Фрезерная
А. Установить заготовку
1. Провести чистовую фрезерную обработку каналов, выдерживая размер: толщину- 2 мм, и углы 41 и 9 .
Б. Снять заготовку
| Вертикально-фрезерный станок | Концевая фреза | Торец | |
| Нанесение защитного покрытия (глубокое анодирование) | ||||
| Контольная | Стилоскоп |
8. Виброгалтовка — технологический процесс механической обработки деталей, очистки и предварительной обработки поверхности деталей из различных материалов, металлов, сплавов черных, цветных и драгоценных, полимеров, стекла, керамики, минералов, дерева и других. Сущность процесса. Наполнитель (среда) его еще называют в различных сферах деятельности: галтовочные тела, абразивные гранулы (в машиностроении), чипсы (в ювелирной промышленности), абразив. Наиболее подходящими названиями считаются галтовочные тела или абразивные гранулы когда нужно уточнить что галтовочные тела содержат абразив. Наполнитель и детали приводятся в движение относительно друг друга в рабочей ёмкости машины (барабане). Машины для галтовки подразделяются на большое число типов, например, механические и электромагнитные, в свою очередь механические подразделяются по виду движения на: вращающиеся барабаны и барабаны с вибрационным приводом. Во вращающихся барабанах как правило проводят буксирную галтовку — деталь закрепляется неподвижно относительно вращающихся в барабане галтовочных тел, за счёт чего происходит движение галтовочных тел по поверхности обрабатываемой детали. При виброгалтовке относительное движение детали и галтовочных тел создается за счёт хаотического перемешивания галтовочных тел по всему объему от вибрации.
Вывод: я ознакомился с конструкцией и технологией изготовления крыльчаток.