Тема: Ремонт фазного ротора электродвигателя переменного тока.
Выпускник:
Группа №
профессия: 13.01.10 Электромонтер по ремонту и обслуживанию электрооборудования (по отраслям).
Консультанты:
По технической части Рябов В.В.
по графической части Рябов В.В.
по ___________________________________________________________
по ___________________________________________________________
Работа допущена к защите с оценкой __________________________________
Руководитель (Рябов В.В)
(подпись) (Ф.И.О.)
| Содержание 1. Введение. 3 2. Устройство и принцип действия электродвигателя переменного тока 4 с фазным ротором. 3. Основные неисправности асинхронного двигателя с фазным ротором. 8 4. Осмотр, дефектация и подготовка электрической машины к ремонту. 8 5.Алгоритм разборки АД с фазным ротором. 9 6. Технология ремонта узлов и деталей фазного ротора. 10 7.Охрана труда при выполнении работ, связанных с ремонтом 16 электродвигателя. 8. Заключение. 18 9. Библиографический список. 19 10. Приложение. 10.1. Технологическая карта ремонта фазного ротора электродвигателя. 10.2. Схема реверсивного управления трехфазным асинхронным короткозамкнутым двигателем. | ||||||||||||||
| Взам.инв.№ | ||||||||||||||
| Подпись и дата | ||||||||||||||
| ДП.2019.13.01.10.25.12.ПЗ. | ||||||||||||||
| Изм. | лист | №док | Подпись | Дата | ||||||||||
| Инв.№подл. | Выполнил | Сычов М.О. | Ремонт фазного ротора электродвигателя переменного тока. | Лит | Лист | Листов | ||||||||
| Проверил | Рябов В.В. | У | ||||||||||||
| ОГБПОУ «Сасовский индустриальный колледж имени полного кавалера ордена Славы В.М. Шемарова» | ||||||||||||||
| Н.контролер | ||||||||||||||
| Введение. Для своей работы я выбрал тему «Ремонт фазного ротора электродвигателя переменного тока», так как такой двигатель является одним из самых распространенных видов электрических двигателей. Актуальность выбранной темы: на фоне развития промышленности все более возрастает роль надежных и мощных электрических машин с высоким КПД. Цель работы состоит в изучении технологии ремонта фазного ротора асинхронного двигателя. Исходя из этого, выстраивается ряд задач, а именно: · проанализировать литературу и техническую документацию по выбранной теме; · изучить и описать устройство, принцип действия, возможные неисправности асинхронного двигателя, технологию ремонта узлов и деталей фазного ротора; · составить технологическую карту ремонта сердечника фазного ротора. Электродвигатели переменного тока на сегодняшний день получили распространение на порядок шире, чем двигатели постоянного тока. Современные трехфазные асинхронные двигатели являются преобразователями электрической энергии в механическую. Благодаря своей простоте, низкой стоимости и высокой надёжности асинхронные двигатели получили широкое применение. Они присутствуют повсюду, это самый распространённый тип двигателей, их выпускается 90% от общего числа двигателей в мире. От качества ремонта электродвигателей зависит длительность межремонтного цикла, т.е. периода безаварийной работы двигателя между двумя ремонтами. Чем более качественно выполнен ремонт, тем длительнее этот период, и экономичнее эксплуатация электродвигателя. | |||||||||||||||||||||
| Взам.инв.№ | |||||||||||||||||||||
| Подпись и дата | |||||||||||||||||||||
| Инв.№подл. | |||||||||||||||||||||
| ДП.2019.13.01.10.25.12.ПЗ. | Лист | ||||||||||||||||||||
| Изм. | Кол. | №док | Подпись | Дата | |||||||||||||||||
1.Устройство и принцип действия электродвигателя переменного тока с фазным ротором.
Основными частями любого асинхронного двигателя является неподвижная часть – статор и вращающая часть, называемая ротором.
 Рис.1.Устройство электродвигателя переменного тока с фазным ротором:
1,7 – подшипники, 2,6 – подшипниковые щиты, 3 – корпус, 4 – сердечник статора с обмоткой, 5 – сердечник ротора, 8 – вал, 9 – коробка выводов,
10 – лапы, 11 – контактные кольца.
Основными деталями статора являются корпус и сердечник с обмоткой.
Статор имеет цилиндрическую форму, и собирается из листов электротехнической стали. В пазах сердечника статора уложена трехфазная обмотка. Оси обмоток сдвинуты в пространстве относительно друг друга на угол 120°. В зависимости от подаваемого напряжения концы обмоток соединяются треугольником или звездой.
Вал ротора вращается в подшипниках качения, расположенных в подшипниковых щитах.
Рис.1.Устройство электродвигателя переменного тока с фазным ротором:
1,7 – подшипники, 2,6 – подшипниковые щиты, 3 – корпус, 4 – сердечник статора с обмоткой, 5 – сердечник ротора, 8 – вал, 9 – коробка выводов,
10 – лапы, 11 – контактные кольца.
Основными деталями статора являются корпус и сердечник с обмоткой.
Статор имеет цилиндрическую форму, и собирается из листов электротехнической стали. В пазах сердечника статора уложена трехфазная обмотка. Оси обмоток сдвинуты в пространстве относительно друг друга на угол 120°. В зависимости от подаваемого напряжения концы обмоток соединяются треугольником или звездой.
Вал ротора вращается в подшипниках качения, расположенных в подшипниковых щитах.
| |||||||||||||||||||||
| Взам.инв.№ | |||||||||||||||||||||
| Подпись и дата | |||||||||||||||||||||
| Инв.№подл. | |||||||||||||||||||||
| ДП.2019.13.01.10.25.12.ПЗ. | Лист | ||||||||||||||||||||
| Изм. | Кол. | Лист | №док | Подпись | Дата | ||||||||||||||||
 Рис.2. Фазный ротор асинхронного двигателя.
Ротор состоит из сердечника в который уложена трехфазная обмотка, аналогично обмотке статора. Ее концы выведены через отверстие в валу в специальную коробку. Выводы обмоток присоединены к трем контактным кольцам, изолированным друг от друга и от вала при помощи изолированных прокладок. К кольцам, в свою очередь, плотно примыкают графитовые или металлографитовые щетки, необходимый контакт обеспечивается при помощи щеткодержателей.
Щетки имеют соединение с добавочным сопротивлением, задача которого – обеспечение постепенного роста тока и более мягкого запуска. Зачастую оно представляет собой реостат, использование которого позволяет осуществлять ступенчатый пуск. Также это позволяет двигателю с фазным ротором запускаться с небольшим пусковым током (что предоставляет возможность установки двигателей с фазным ротором в маломощных сетях). Дополнительное сопротивление может ограничить ток при реверсе, торможении или уменьшении скорости. Резисторы используются в те периоды, когда двигатель набирает скорость, в дальнейшем, по завершении разгона, они отключаются. Переключение роторного резистора совершается вручную или автоматически.
Более сложное устройство асинхронного двигателя с фазным ротором оправдано тем, что это позволяет плавно регулировать частоту вращения. Кроме того, он обладает лучшими пусковыми свойствами, что ипредопределяет область его использования – в машинах, которые включаются под нагрузкой и требуют регулирования скорости. К примеру, он находит широкое применение во всех крановых механизмах, при длительной работе с пониженными скоростями.
Рис.2. Фазный ротор асинхронного двигателя.
Ротор состоит из сердечника в который уложена трехфазная обмотка, аналогично обмотке статора. Ее концы выведены через отверстие в валу в специальную коробку. Выводы обмоток присоединены к трем контактным кольцам, изолированным друг от друга и от вала при помощи изолированных прокладок. К кольцам, в свою очередь, плотно примыкают графитовые или металлографитовые щетки, необходимый контакт обеспечивается при помощи щеткодержателей.
Щетки имеют соединение с добавочным сопротивлением, задача которого – обеспечение постепенного роста тока и более мягкого запуска. Зачастую оно представляет собой реостат, использование которого позволяет осуществлять ступенчатый пуск. Также это позволяет двигателю с фазным ротором запускаться с небольшим пусковым током (что предоставляет возможность установки двигателей с фазным ротором в маломощных сетях). Дополнительное сопротивление может ограничить ток при реверсе, торможении или уменьшении скорости. Резисторы используются в те периоды, когда двигатель набирает скорость, в дальнейшем, по завершении разгона, они отключаются. Переключение роторного резистора совершается вручную или автоматически.
Более сложное устройство асинхронного двигателя с фазным ротором оправдано тем, что это позволяет плавно регулировать частоту вращения. Кроме того, он обладает лучшими пусковыми свойствами, что ипредопределяет область его использования – в машинах, которые включаются под нагрузкой и требуют регулирования скорости. К примеру, он находит широкое применение во всех крановых механизмах, при длительной работе с пониженными скоростями.
| |||||||||||||||||||||
| Взам.инв.№ | |||||||||||||||||||||
| Подпись и дата | |||||||||||||||||||||
| Инв.№подл. | |||||||||||||||||||||
| ДП.2019.13.01.10.25.12.ПЗ. | Лист | ||||||||||||||||||||
| Изм. | Кол. | Лист | №док | Подпись | Дата | ||||||||||||||||
| Неизбежный минус конструкции – более значительные масса, габариты и цена (по сравнению с аналогичными характеристиками двигателей с короткозамкнутым ротором). Принцип работы асинхронной машины основан на использовании вращающегося магнитного поля. На обмотку статора подаётся переменное трехфазное напряжение, под действием которого по этим обмоткам протекает трехфазная система токов. Поскольку обмотки в асинхронной машине сдвинуты друг от друга в геометрическом отношении на 120 градусов, и, так как в симметричной системе токи в обмотках имеют фазовый сдвиг в 120 градусов, в таких обмотках создаётся вращающееся магнитное поле. Вращающееся магнитное поле, пересекая проводники обмотки ротора, индуцирует в них электродвижущую силу, под действием которой в обмотке ротора протекает ток, который искажает магнитное поле статора, увеличивая его энергию, что ведет к возникновению электромагнитной силы, под действием которой ротор начинает вращаться. Чтобы в обмотке ротора возникала ЭДС, необходимо, чтобы скорость вращения ротора отличалась от скорости вращения поля статора. Поэтому ротор вращается асинхронно относительно поля статора, а двигатель называется асинхронным. | |||||||||||||||||||||
| Взам.инв.№ | |||||||||||||||||||||
| Подпись и дата | |||||||||||||||||||||
| Инв.№подл. | |||||||||||||||||||||
| ДП.2019.13.01.10.25.12.ПЗ. | Лист | ||||||||||||||||||||
| Изм. | Кол. | Лист | №док | Подпись | Дата | ||||||||||||||||
2. Основные неисправности асинхронного двигателя с фазным ротором.
Электрические машины повреждаются чаще всего из-за нарушения сроков очередного текущего или капитального ремонта, плохого обслуживания или нарушения режима работы, на который они рассчитаны.
Повреждения электрических машин бывают механические и электрические.
К механическим повреждениям относятся: разрушение подшипников; деформация вала ротора; образование глубоких выработок (дорожек) на поверхности контактных колец; ослабление крепления сердечника статора к станине, прессовки сердечника ротора; разрыв или сползание проволочных бандажей роторов и др.
Электрическими повреждениями принято называть: пробой изоляции на корпус; обрыв проводников в обмотке; замыкание между витками обмотки; нарушение контактов и разрушение соединений, выполненных пайкой или сваркой; недопустимое снижение сопротивления изоляции вследствие ее старения, разрушения или увлажнения и др.
Табл.1. Основные неисправности асинхронного двигателя с фазным ротором.
| |||||||||||||||||||||
| Взам.инв.№ | |||||||||||||||||||||
| Подпись и дата | |||||||||||||||||||||
| Инв.№подл. | |||||||||||||||||||||
| ДП.2019.13.01.10.25.12.ПЗ. | Лист | ||||||||||||||||||||
| Изм. | Кол. | Лист | №док | Подпись | Дата | ||||||||||||||||
| 3. Осмотр, дефектация и подготовка электрической машины к ремонту. Неисправности и повреждения электрических машин не всегда удается обнаружить внешним осмотром, так как некоторые из них носят скрытый характер и могут быть обнаружены только после соответствующих испытаний. Работа по предремонтному выявлению неисправностей и повреждений электрических машин называется дефектацией. Дефектацию производят внешним осмотром при частичной или полной разборке электрической машины. В число предремонтных операций по выявлению неисправностей фазного ротора входят: измерение сопротивления изоляции обмотки (с целью определения степени ее увлажнения); испытание электрической прочности изоляции; проверка состояния активной стали; правильности прилегания щеток к контактным кольцам; определение зазоров между вращающимися и неподвижными частями электрической машины; проверка на холостом ходу машины величины осевого разбега ротора, вибрации, нагрева, обращают внимание на уровень шума. Обо всех обнаруженных после разборки электрической машины неисправностях и повреждениях делают соответствующие записи в дефектационной карте, на основании которых составляют маршрутную карту ремонта с указанием работ, подлежащих выполнению по каждой ремонтной единице или по отдельным частям ремонтируемой машины. | |||||||||||||||||||||
| Взам.инв.№ | |||||||||||||||||||||
| Подпись и дата | |||||||||||||||||||||
| Инв.№подл. | |||||||||||||||||||||
| ДП.2019.13.01.10.25.12.ПЗ. | Лист | ||||||||||||||||||||
| Изм. | Кол. | Лист | №док | Подпись | Дата | ||||||||||||||||
4. Алгоритм разборки АД с фазным ротором.
Разборка большинства электрических машин начинается с удаления полумуфты с вала с помощью ручного или гидравлического съемника.
Отвинчивают болты, крепящие подшипниковый щит к корпусу. Не снимая щит, наносят на него и корпус метки, по которым при сборке машины щит устанавливают на свое место. Легкими ударами молотка через специальную оправку отделяют шит от корпуса. Чтобы предохранить ротор и статор от повреждения при ремонте тяжелых двигателей, до отделения подшипниковых щитов от корпуса ротор подвешивают при помощи подъемного приспособления. Отделив подшипниковый щит от корпуса, передвигают его вдоль вала машины. Чтобы не повредить железо и изоляцию обмоток при снятии щита, предварительно в воздушный зазор между ротором и статором кладут лист плотного картона, на который и ляжет ротор, когда щит будет снят.
Снимают кожух контактных колец, а затем удаляют щетки и выпрессовывают подшипники с вала, пользуясь специальными съемниками с захватом за подшипник или за крышку подшипника.
  Фото 1. Ручной и гидравлический съемники подшипников.
На основные узлы и детали навешивают бирки, на которых указывают принадлежность их к данному двигателю. Мелкие детали складывают в ящики. Болты, гайки и шпильки после разборки ввертывают на место во избежание их потери.
Фото 1. Ручной и гидравлический съемники подшипников.
На основные узлы и детали навешивают бирки, на которых указывают принадлежность их к данному двигателю. Мелкие детали складывают в ящики. Болты, гайки и шпильки после разборки ввертывают на место во избежание их потери.
| |||||||||||||||||||||
| Взам.инв.№ | |||||||||||||||||||||
| Подпись и дата | |||||||||||||||||||||
| Инв.№подл. | |||||||||||||||||||||
| ДП.2019.13.01.10.25.12.ПЗ. | Лист | ||||||||||||||||||||
| Изм. | Кол. | Лист | №док | Подпись | Дата | ||||||||||||||||
6. Технология ремонта узлов и деталей фазного ротора.
Ремонт сердечника. Сердечник (активная сталь) одновременно служит магнитопроводом и остовом для размещения и укрепления обмотки. Табл.2.Основные неисправности сердечников, их причины, а также способы устранения.
При осмотре состояния активной стали, ослабленная прессовка выявляется наличием ржавых пятен на ее поверхности. Такое ржавление распространяется только на участки с пониженной прессовкой, и является результатом так называемой контактной коррозии, которой подвергаются поверхности стальных листов и деталей, перемещающихся одна относительно другой.
| |||||||||||||||||||||
| Взам.инв.№ | |||||||||||||||||||||
| Подпись и дата | |||||||||||||||||||||
| Инв.№подл. | |||||||||||||||||||||
| ДП.2019.13.01.10.25.12.ПЗ. | Лист | ||||||||||||||||||||
| Изм. | Кол. | Лист | №док | Подпись | Дата | ||||||||||||||||
| Ослабление прессовки чаще всего наблюдается взубцовой зоне, поэтому достаточно в места с ослабленной - прессовкой плотно забить текстолитовые или гетинаксовые уплотняющие клинья, размеры которых соответствуют размерам зубца. При забивке клинья заглубляют на 2—3 мм ниже поверхности стали. Во избежание выпадания клинья предварительно покрывают клеящим или масляно-битумным лаком БТ-99 и отгибают на них края смежных листов стали. При ослаблении прессовки и посадки сердечника ротора, а также нарушении изоляции листов стали производят полную перешихтовку магнитного сердечника, т.е. разбирают пакеты на отдельные листы, очищают их от старой изоляции, покрывают изоляционным лаком с последующей сушкой, сборкой и отделкой сердечника. Эта трудоемкая работа может быть выполнена только на крупных ремонтных предприятиях. Перешихтованные сердечники обязательно испытывают на нагрев активной стали и отсутствие замыкания между листами. При повреждении обмоток, а также при попадании в расточку посторонних металлических предметов нередко оказываются оплавленными небольшие участки активной стали сердечника. Повреждение устраняют ремонтом, при котором зубилом вырубают участок поврежденных оплавлением листов стали и зачищают ее наждачным бруском. После этого устраняют замыкание между листами, удаляют заусенцы. Очищенные участки стали тщательно протирают и покрываютлаком БТ-99. Вырубленное место заполняют текстолитовым протезом, по размерам соответствующим удаленному участку зубца или закладывают между листами пластинки из слюды толщиной 0,05 мм и покрывают лаком БТ-99. Для устранения распушения крайних пакетов сердечника устанавливают на зубцы ребра жесткости или нажимные пальцы. В некоторых случаях сваривают крайние листы между собой в середине зубца швом шириной 1,5-2 мм и длиной 10-15 мм или склеивают эпоксидными смолами. При ремонте сердечников, поврежденных в результате сильного нагрева, нарушается часть обмотки, ослабляется прессовка пакетов и уменьшается ширина воздушных каналов. Эти неисправности устраняют (после выемки поврежденной обмотки) опрессовкой ослабленных пакетов сердечника. | |||||||||||||||||||||
| Взам.инв.№ | |||||||||||||||||||||
| Подпись и дата | |||||||||||||||||||||
| Инв.№подл. | |||||||||||||||||||||
| ДП.2019.13.01.10.25.12.ПЗ. | Лист | ||||||||||||||||||||
| Изм. | Кол. | Лист | №док | Подпись | Дата | ||||||||||||||||
| Пакет стали ротора подлежит выбраковке, если число поврежденных листов активной стали более 30%. После ремонта следует убедиться в симметричном расположении активной стали ротора относительно активной стали статора. Ремонт вала. Вал может иметь следующие повреждения: изгиб, трещины, задиры и царапины шеек, общую выработку, конусность и овальность шеек, развал шпоночных канавок, смятие и износ резьбы на концах вала, потерю напряженности посадки на валу сердечника и в редких случаях поломку вала. Искривление вала электродвигателя не требует ремонта при его величине не более 0,1 мм (на 1 метр вала) и не более 0,2 мм на всю длину вала. Искривление вала до 0,3% по отношению к его длине устраняют без предварительного нагрева. Устранение искривления большей величины осуществляется под гидравлическим прессом и требует предварительного нагрева вала до температуры 900-1000 градусов Цельсия. После прогрева вала его выправляют, протачивают и шлифуют. Выработку шеек вала, не превышающую по глубине 4 — 5 % его диаметра, устраняют проточкой на токарном станке. При большей величине выработки валы электрических машин ремонтируют, наплавляя на поврежденное место слой металла и протачивая наплавленный участок на токарном станке. Трещины в материале вала можно заваривать (с последующей обработкой поверхности) лишь в том случае, если они распространяются вглубь не более чем на 5—10 % диаметра вала и занимают не более 10 % длины. Валы, имеющие трещины глубиной более 10-15% размера диаметра при длине более 10% длине вала или периметра, подлежат замене. Общее количество вмятин и углублений не должно превышать 10% посадочной поверхности под шкив или муфту и 4% под подшипник. Балансировка ротора. Для обеспечения работы электрической машины вибраций после ремонта ротор в сборе со всеми вращающимися частями (вентилятором, кольцами муфтой, шкивом и т.п.) подвергают балансировке. Различают статическую и динамическую балансировку.Первую рекомендуют для машин с частотой вращения до 1000 об/мин и коротким ротором,вторую | |||||||||||||||||||||
| Взам.инв.№ | |||||||||||||||||||||
| Подпись и дата | |||||||||||||||||||||
| Инв.№подл. | |||||||||||||||||||||
| ДП.2019.13.01.10.25.12.ПЗ. | Лист | ||||||||||||||||||||
| Изм. | Кол. | Лист | №док | Подпись | Дата | ||||||||||||||||
дополнительно к первой - для машин с частотой вращения более 1000 об/мин и для специальных машин с удлиненным ротором. Статическую балансировку производят на двух призматических линейках, точно выверенных по горизонтали. Хорошо сбалансированный ротор остается неподвижным, находясь в любом положении относительно своей горизонтальной оси. Балансировку ротора проверяют для 6 - 8 положений ротора, поворачивая его вокруг оси на угол 45-60°. Балансировочные грузы закрепляют сваркой или винтами. Свинцовые грузы забивают в специальные канавки, имеющие форму ласточкина хвоста.
При динамической балансировке место расположения определяют по величине биения (вибрации) при вращении ротора.
Динамическую балансировку производят на специальном балансировочном станке. Установленный для проверки вращающийся ротор при неуравновешенности начинает вместе с подшипниками вибрировать.
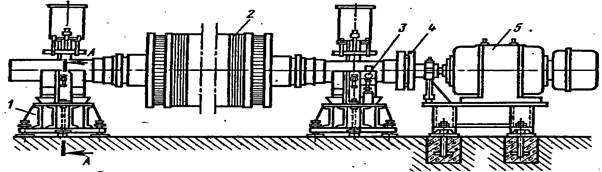 Рис.3. Станок для динамической балансировки роторов:
1 - стойка; 2 - балансируемый ротор; 3 - индикатор стрелочный; 4 - муфта; 5 – привод.
Чтобы определить место неуравновешенности, один из подшипников закрепляют неподвижно, тогда второй при вращении продолжает вибрировать. К ротору подводят острие цветного карандаша или оставляют на нем метку. При вращении ротора в обратном направлении стой же скоростью тем же способом наносят вторую метку. По среднему положению между двумя полученными метками определяют место наибольшей неуравновешенности ротора.В диаметрально противоположной по отношению к месту наибольшей неуравновешенности точке закрепляют балансировочный груз или высверливают отверстие в точке наибольшей неуравновешенности.После этого аналогичным
Рис.3. Станок для динамической балансировки роторов:
1 - стойка; 2 - балансируемый ротор; 3 - индикатор стрелочный; 4 - муфта; 5 – привод.
Чтобы определить место неуравновешенности, один из подшипников закрепляют неподвижно, тогда второй при вращении продолжает вибрировать. К ротору подводят острие цветного карандаша или оставляют на нем метку. При вращении ротора в обратном направлении стой же скоростью тем же способом наносят вторую метку. По среднему положению между двумя полученными метками определяют место наибольшей неуравновешенности ротора.В диаметрально противоположной по отношению к месту наибольшей неуравновешенности точке закрепляют балансировочный груз или высверливают отверстие в точке наибольшей неуравновешенности.После этого аналогичным
| |||||||||||||||||||||
| Взам.инв.№ | |||||||||||||||||||||
| Подпись и дата | |||||||||||||||||||||
| Инв.№подл. | |||||||||||||||||||||
| ДП.2019.13.01.10.25.12.ПЗ. | Лист | ||||||||||||||||||||
| Изм. | Кол. | Лист | №док | Подпись | Дата | ||||||||||||||||
| способом определяют неуравновешенность второй стороны ротора. Сбалансированную машину устанавливают на гладкую горизонтальную плиту. При удовлетворительной балансировке машина, работающая с номинальной частотой вращения, не должна иметь качаний и перемещений по плите. Проверку производят на холостом ходу в режиме двигателя. Ремонт обмоток. Ремонт начинают со снятия схемы обмотки, фиксируют места расположения начала и концов фаз на роторе и расположение соединений между катушечными группами. Кроме того, эскизируют или записывают число и расположение бандажей, диаметр бандажной проволоки и число замков; количество и расположение балансировочных грузов; материал изоляции, прокладок в пазу, в лобовых частях и т. д. Изменение схемы соединений в процессе ремонта может привести к нарушению балансировки ротора. После установления причин и характера неисправности решают вопрос о частичной или полной перемотке ротора. Бандажную проволоку разматывают на барабан. После снятия бандажей распаивают пайки в головках и снимают соединительные хомутики. Отгибают со стороны контактных колец лобовые части стержней верхнего слоя и вынимают эти стержни из паза. Очищают стержни от старой изоляции и выправляют их. Пазы сердечника ротора и обмоткодержателя очищают от остатков изоляции. Отрихтованные стержни изолируют, пропитывают лаком и сушат. Концы стержней облуживают припоем. Пазовую изоляцию заменяют новой, укладывая коробочки и прокладки на дно пазов с равномерным вылетом из пазов с обеих сторон сердечника. После окончания подготовительных работ приступают к сборке обмоток ротора. Сборка обмотки состоит из укладки стержней в пазы ротора, гибки лобовой части стержней и соединения стержней верхнего и нижнего рядов пайкой или сваркой. После укладки всех стержней или готовых обмоток на стержни накладывают временные бандажи, испытывают на отсутствие замыкания на корпус; ротор сушат при температуре 80—100 °С в сушильном шкафу или печи.После сушки | |||||||||||||||||||||
| Взам.инв.№ | |||||||||||||||||||||
| Подпись и дата | |||||||||||||||||||||
| Инв.№подл. | |||||||||||||||||||||
| ДП.2019.13.01.10.25.12.ПЗ. | Лист | ||||||||||||||||||||
| Изм. | Кол. | Лист | №док | Подпись | Дата | ||||||||||||||||
| испытывают изоляцию обмотки, соединяют стержни, забивают клинья в пазы и бандажируют обмотки. Часто в ремонтной практике бандажи выполняют из стекловолокна и запекают вместе с обмоткой. Сечение бандажа из стекловолокна увеличивают в 2 — 3 раза по отношению сечения проволочного бандажа. Приспособления и станки для намотки бандажей из стекловолокна используют те же, что и для намотки проволочных. Ремонт контактных колец. Небольшие повреждения поверхности контактных колец в виде подгаров и шероховатостей устраняют зачисткой и полировкой их стеклянной мелкозернистой шкуркой при полных оборотах машины без демонтажа колец. При наличии значительных подгаров, выбоин и раковин, особенно при нарушении цилиндрической формы колец, последние снимают и протачивают на токарном станке, уменьшая при этом их толщину не более чем на 30%. У контактных колец фазных роторов наиболее часто повреждаются рабочая поверхность и изоляция между кольцами или между кольцом и корпусом. Замыкания между кольцами могут образоваться при попадании в промежутки между контактными кольцами щеточной пыли. Нарушенную изоляцию между контактными кольцами восстанавливают, зачищая, промывая бензином и затем окрашивая поврежденное место изоляционной эмалью. При предельном износе колец изготовляют новые и напрессовывают их на вал ротора. Кольца для машин нормального исполнения изготовляют из стали, чугуна или латуни Л68. При ремонтных работах большое внимание уделяют контролю и испытаниям машины и ее отдельных частей как в процессе ремонта, так и при выпуске отремонтированной машины. | |||||||||||||||||||||
| Взам.инв.№ | |||||||||||||||||||||
| Подпись и дата | |||||||||||||||||||||
| Инв.№подл. | |||||||||||||||||||||
| ДП.2019.13.01.10.25.12.ПЗ. | Лист | ||||||||||||||||||||
| Изм. | Кол. | Лист | №док | Подпись | Дата | ||||||||||||||||
| 6. Охрана труда при выполнении работ, связанных с ремонтом электродвигателя. При выполнении работ по разборке и ремонте электрической машины следует строго соблюдать меры безопасности труда и пожарной безопасности. При разборке следует применять только исправные инструменты и механизмы. К эксплуатации и ремонту электрических машин допускаются электромонтеры, имеющие квалификационную группу не ниже III и прошедшие инструктаж на рабочем месте. Ответственность за безопасность при обслуживании и ремонте несет непосредственный руководитель. Электромонтеры должны иметь основные защитные средства для установок напряжением до 1000 В: диэлектрические перчатки, инструмент с изолированными рукоятками, закоротки (или переносное заземление) и указатели напряжения. Распоряжение на проведение работ дает руководитель или лицо, его заменяющее, с квалификацией не ниже IV группы. При техническом обслуживании электроустановки должны быть отключены от питающей сети. Операции по отключению и включению электродвигателей напряжением выше 1000 В пусковой аппаратурой с приводами ручного управления должны производиться с применением диэлектрических перчаток и изолирующего основания. Между ножами и губками отключающего рубильника необходимо положить лист изоляционного материала, а на рукоятку привода рубильника или автоматического выключателя повесить плакат: «Не включай, работают люди». Перед началом работ необходимо принять меры, предупреждающие возможность вращения электродвигателя. Вращающиеся части электродвигателей - шкивы, муфты, вентиляторы - должны быть ограждены. Обслуживать щеточный аппарат на работающем электродвигателе допускается единолично работнику оперативного персонала или выделенному для этой цели обученному работнику, имеющему группу по электробезопасности не ниже III. При этом необходимо соблюдать следующие меры предосторожности: | |||||||||||||||||||||
| Взам.инв.№ | |||||||||||||||||||||
| Подпись и дата | |||||||||||||||||||||
| Инв.№подл. | |||||||||||||||||||||
| ДП.2019.13.01.10.25.12.ПЗ. | Лист | ||||||||||||||||||||
| Изм. | Кол. | Лист | №док | Подпись | Дата | ||||||||||||||||
| - работать в головном уборе и застегнутой спецодежде, остерегаясь захвата ее вращающимися частями машины; - пользоваться диэлектрическими галошами или резиновыми ковриками; - не касаться руками одновременно токоведущих частей двух полюсов или токоведущих и заземляющих частей. При работе с токсичными и легковоспламеняющимися жидкостями необходимо принимать меры, исключающие отравление их парами и воспламенение, работатьв резиновых перчатках и защитных очках. Такелажные работы производят только с исправными и проверенными подъемными и транспортными приспособлениями. К выполнению такелажных, а также транспортных работ нельзя допускать неквалифицированный и необученный персонал. При испытании электрической прочности изоляции должно присутствовать не менее двух человек. На участок высоковольтных испытаний допускают лишь лиц, имеющих на это специальное разрешение. На участке должен находиться полный комплект пожарных прис |
|
| Поделиться: |
Поиск по сайту
Все права принадлежать их авторам. Данный сайт не претендует на авторства, а предоставляет бесплатное использование.
Дата создания страницы: 2019-06-03 Нарушение авторских прав и Нарушение персональных данных
Поиск по сайту:
Читайте также:
Деталирование сборочного чертежа
Когда производственнику особенно важно наличие гибких производственных мощностей?
Собственные движения и пространственные скорости звезд