План.
1. Рассмотрим несколько вариантов действия на обрабатываемую деталь сил резания, зажима и их моментов.
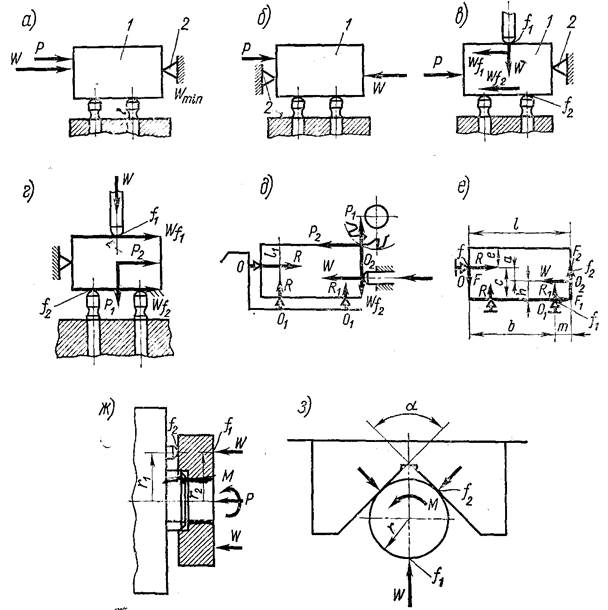
Первый вариант (рис. III.1, а). Сила зажима W, приложенная к обрабатываемой детали 1 и сила резания Р одинаково направлены и прижимают деталь к опоре 2 приспособления. При этом требуется минимальная сила зажима Wmin.
Второй вариант (рис. III.1, б). Сила зажима W и сила резания Р действуют на обрабатываемую деталь 1 в противоположных направлениях; требуемая сила зажима
W=KP.
Третий вариант (рис. III.1, б). Сила зажима W и сила резания Р действуют на обрабатываемую деталь во взаимно перпендикулярном направлении. Силе резания Р противодействуют силы трения между нижней базовой плоскостью детали и опорными штырями приспособления и между верхней плоскостью детали и зажимными элементами. При этом требуемая сила зажима
Wf1 +Wf2=KP,
откуда
W=KР/(f1 +f2),
где f1 и f2 — коэффициенты трения между деталью и установочными зажимными элементами приспособления. При f1 =f2 =0,l сила
зажима W=5 KP.
Четвертый вариант (рис. III.1, г). Сила зажима W прижимает деталь к опорам, при этом одна сила резания P1 имеет одно направление с силой зажима и прижимает деталь к нижним опорам, а вторая сила резания Р2 действует в направлении, перпендикулярном силе зажима. Смещению детали в приспособлении препятствуют силы трения, возникающие на плоскостях контакта детали с установочными и зажимными элементами приспособления. Величину силы зажима определяют из соотношения
P2  (W+P1)f2+Wf1
(W+P1)f2+Wf1
а с учетом коэффициента запаса (К>1)
W=(KP2-P1f1)/(f1+f2)
Пятый вариант (рис. III.1, д, е). Обрабатываемая деталь зажимается горизонтально действующей силой зажима W. Расстояние между силой зажима и силой реакции от бокового упора выбирают таким, чтобы обрабатываемая деталь надежно была прижата к установочным опорам приспособления. На деталь, зажатую в приспособлении, действуют сила зажима W, силы реакции R1 и R от установочных и зажимных опор и силы трения F,F1 и F2 между поверхностями детали, установочными и зажимными элементами приспособления.
Приравнивая сумму моментов относительно точки 0 нулю, найдем силу
W=[R1(b+f1c)]/(a-f2e)
Шестой вариант (рис. III.1, д, е). При обработке детали фрезой на нее действуют силы резания P1 и Р2. Величину силы зажима с учетом сил резания найдем, приравнивая сумму моментов всех сил относительно точки 0 нулю:
Wa + Wf2l – KP2e – KP1l = 0,
Откуда W=[K(P2e+P1l)]/(a+f2 l),
Где К- коэффициент запаса.
Седьмой вариант (рис. III. 1, ж). Обрабатываемую деталь выточкой устанавливают на центрирующий жесткий палец приспособления и левой плоскостью прижимают к трем опорным штырям несколькими прихватами. При обработке на деталь действуют, сдвигающий момент Мкр и осевая сила Р. Обрабатываемая деталь удерживается от смещения силами трения, возникающими между поверхностями детали и поверхностями установочных и зажимных элементов приспособления. В этом случае силу зажима W определяют из равенства
KMкр=f1Wr2+f2Wr1+f2Pr1
откуда
W=(KMкр-f2Pr1)/f1r2+f2r1)
При той же установке, но небольшой тангенциальной жёсткости зажима силы трения между деталью и прихватом не учитываются:
KM=f2Wr1+f2Pr1, откуда
W=KM-f2Pr1 / (f2r1).
Восьмой вариант (рис. III. I, з). Обрабатываемая деталь наружной цилиндрической поверхностью установлена в призме с углом а = 90° и зажата силой W. Повороту детали около ее оси противодействуют силы трения, возникающие на поверхностях контакта детали с установочными и зажимными элементами приспособления.
К- коэффициент запаса (К=1,4 - 2,6); Мрез —момент от силы резания Рг. Величину Wcyм проверяют на возможность продольного сдвига обрабатываемой детали силой Рх по формуле
Wcyмf ≥KPх,
откуда
Wсум ≥ KPx /f.
Десятый вариант. Рассмотрим действие силы резания Pz на обрабатываемую втулку 2, установленную и зажатую на цанговой оправке 1 (рис. III. 2, б). Сила Рz при обработке втулки 2 создает момент резання Мрсз, которому противодействует момент от силы трения Mт p между установочной поверхностью цанги и обрабатываемой деталью.
Суммарная сила зажима Wcyм обрабатываемой детали всеми лепестками цанги
Wсум fr=KMрез =KPzr1
откуда
Wсум= KMрез/(fr)=KPzr1 /(fr)
момеи от силы трения
Mтр =Wсум fr
Фактические силы зажима детали, создаваемые зажимными механизмами, должны равняться расчетным силам зажима или, быть несколько больше их. Величина фактических сил зажима детали зависит от величины исходном силы Q, привода и передаточного отношения между фактической силой зажима Wф детали и исходной силой Q для конкретного зажимного устройства приспособления.
Зависимость между силами Wф и Q определяется равенством
Wф= Qi, откуда i = Wф / Q,
где Wф, — фактическая сила зажима обрабатываемой детали, н (кгс), f — коэффициент трения между деталью и цангой; Q — исходная сила, развиваемая рабочим или механизированным приводом, Н (кгс); i —;передаточное отношение между силами.