ЭГС – 18-1 29.04.2020г.
Технология производства сварных конструкций.
Тема: Сварка судостроительных конструкций.
Понятие о технологии сварки. Технология сварки судостроительных материалов содержит: требования к подготовке кромок под сварку, сведения о применяемых сварочных материалах, о режимах и условиях сварки.
Требуемые сведения берутся из чертежей конструкции, из технических условий на материал и на конструкцию и из принципиальной технологии изготовления конструкции (например, способ постройки корпуса), которая в значительной мере определяет пространственное положение швов, сварных соединений и возможности использования того или иного вида сварки сварочного оборудования.
Сварочные материалы, применяемые для изготовления корпусных конструкций. Углеродистые и низколегированные стали. В качестве конструкционных сталей в судостроении используют углеродистую сталь спокойной плавки ВСтЗсп, поставляемую по химическому составу и механическим свойствам,и низколегированные низкоуглеродистые стали марок 09Г2, 10Г2СД, 10ХСНД и др. Благодаря ограниченному содержанию углерода (в углеродистых — до 0,22%, в низколегированных—до 0,12%) эти стали обладают хорошей свариваемостью при всех разновидностях дуговой и электрошлаковой сварки (подогрева при сварке и термической обработки после сварки не требуется).
Двухслойные металлы. В судостроении находит применение листовая горячекатанная сталь толщиной от 4 до 100 мм с плакирующим слоем из аустенитно-ферритной коррозионно-стойкой стали типа Х18Н10Т и трубы с плакирующим слоем из меди. Двухслойные стали используют для тех же конструкций, которые изготовляют из материала плакирующего слоя. В частности, в судостроении двухслойные металлы применяют при изготовлении цистерн пресной воды, топлива и смазочных масел, трубопроводов ряда систем и других конструкций.
Механические свойства двухслойного металла в основном определяются свойствами основного слоя. Применение двухслойного металла позволяет значительно уменьшить расход дефицитных металлов без ухудшения общей работоспособности конструкции.
Алюминиевые сплавы. Алюминиевые сплавы поставляются в виде листового и профильного проката (полособульбового, углобульбового, уголкового, зетового), а также в виде прессованных панелей (прокатных плоских полотнищ с набором одного направления).
Основными марками деформируемых сплавов, применяющихся в судостроении для корпусных сварных конструкций морских и речных судов (обшивки и набора судового корпуса, палубных надстроек), являются: АМг5, АМг61, АМгбШ. Сплав АМг5 используется также для изготовления резервуаров и трубопроводов пресной воды, масла и топлива, изделий
морского приборостроения.

Рис. 45. Типы сварных соединений: а — стыковые; б — тавровые; в — крестовое; г — угловые; д — нахлесточное; е — нахлесточное с электрозаклепками.
1-е отбортовкой кромок; 2 — без скоса кромок; 3 — с односторонним скосом кромок (с У-образной разделкой); 4 — с двухсторонним скосом кромок (Х-образ-ная разделка); 5 — то же (К-образная разделка); 6 —с фланговыми угловыми швами; 7 — с торцевыми (лобовыми) угловыми швами;
Типы сварных соединений и виды швов. В судовых корпусах, а также в изделиях судового машиностроения наиболее распространенными типами соединений являются: стыковые (рис. 45, а), тавровые (рис. 45, б), крестовые (рис. 45, в) и угловые (рис. 45, г). Ограниченно, в неответственных узлах конструкций, применяют нахлесточные соединения (рис. 45, д, е).
Сварные швы, в зависимости от способа их выполнения, подразделяют на следующие разновидности:
стыковой с отбортовкой кромок (рис. 45, а—1).
стыковой односторонний однослойный (рис. 45, а—2);
стыковой односторонний многослойный (рис. 45, а—3);
стыковой двухсторонний однослойный (рис. 45, а—4); угловой двухсторонний однослойный) (рис. 45, б—2); угловой двухсторонний многослойный (рис. 45, б—5); угловой (рис. 45, в—г); электрозаклепочный (рис. 45, е).
Часть поперечного сечения шва, получающаяся за один проход, называется слоем (в сварном шве). Проходом называется однократное перемещение источника нагрева (дуги) вдоль оси шва в одном направлении. При выполнении прохода образуется валик переплавленного металла.
Конструктивные элементы кромок свариваемых деталей. При подготовке соединений под сварку кромкам сопрягаемых деталей придается необходимая форма (производится разделка кромок): их делают либо без скоса (перпендикулярно к поверхности листа), либо со скосом.
После сборки деталей под сварку между листами со скосом кромок образуется канавка, которая называется разделкой; она заполняется при сварке смесью наплавленного электродного и расплавленного основного металла.
Разделка кромок выполняется для того, чтобы обеспечить полное проплавление металла, а также обеспечить получение поверхности шва с минимальным усилением. Конструктивные элементы разделки кромок деталей для дуговой и электрошлаковой сварки регламентированы государственными стандартами. При соединении встык двух листов, значительно различающихся по толщине, у более толстого делают скос (ласку) на длине, равной пятикратной разности толщины листов.
Кроме отмеченных основных соединений стандартами предусматриваются соединения элементов под острым и тупым углами для ручной сварки и для автоматической под флюсом.

Рис. 46. Способы сварки в зависимости от положения швов (а) и электрода в пространстве (б).
/ — сварка углом вперед; // — сварка углом назад; / — сварка в нижнем положении; 2 — вертикальная сварка; 3— потолочная сварка
В зависимости от пространственного положения шва различают сварку в нижнем, вертикальном и потолочном положениях, а в зависимости от наклона электрода вдоль шва — сварку вертикальным электродом, сварку углом вперед и углом назад (рис. 46). Вертикальные швы почти всегда выполняются снизу вверх. Сварка встык тонкого металла (до 6 мм) или угловых швов с небольшим катетом (до 5 мм) производится сверху вниз вручную с помощью специальных электродов либо с помощью полуавтоматов тонкой проволокой в защитном газе.
Сварка в потолочном положении может выполняться вручную. Поскольку это трудоемкая и тяжелая для сварщика операция, для потолочных швов предусматривают наименьшую глубину разделки кромок (несимметричная Х-образная разделка).

Рис. 47. Способы заполнения разделки кромок: а — однопроходной шов; б—многопроходной шов, выполненный с раскладкой слоев (валиков) по ширине разделки; в — шов, выполненный без раскладки слоев. 1—7 — слои в шве.
Заполнение разделки кромок может производиться за один проход — небольшая толщина металла, автоматическая сварка (рис. 47, а)—или за несколько проходов. Многослойные швы выполняют с раскладкой слоев (валиков) по ширине разделки (см. рис. 47, б) или без раскладки, когда слой от каждого прохода располагается на всю ширину разделки кромок (рис. 47, в), а ширина валика равна расстоянию или меньше расстояния между свариваемыми кромками в разделке.
Первый проход, выполненный в разделку, называется корневым. Валик, накладываемый с обратной стороны соединения с У-образной подготовкой кромок (либо с несимметричной Х-образной), называется подварочным швом (слой / на рис. 47). Перед подваркой соединения корень шва обычно подвергается разделке, выполняемой кислородной или воздушно-дуговой строжкой (иногда рубкой).

Рис. 48. Способы сварки угловых швов: а — сплошной угловой шов таврового соединения; б — односторонний шов прерывистый; в — угловые точечные швы; г — сварка вертикальным электродом при положении тавра «в лодочку»; д — сварка наклонным электродом.
Угловые швы тавровых и угловых соединений можно сваривать вертикальным (при расположении изделия «в лодочку») и наклонным электродами (рис. 48). Техника сварки соединения «в лодочку» ничем не отличается от техники сварки стыковых швов в разделку.
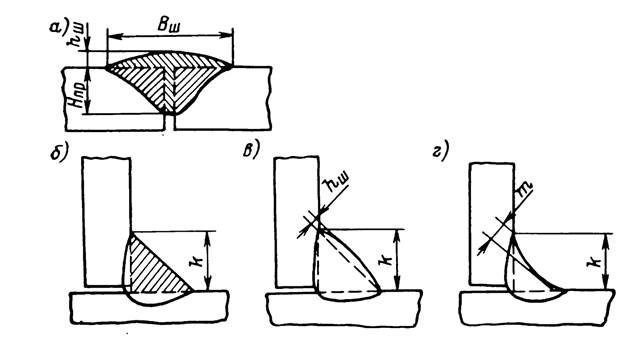
Рис. 49. Элементы правильно сформированных швов: а— стыкового; б, в, г — углового.
Внешние формы сварных угловых и стыковых швов характеризуются (рис. 49) катетом k, шириной шва Вт, усилением стыкового (углового) шва hm, ослаблением углового шва т и коэффициентом формы усиления стыкового шва г|)в = £ш//*ш>

Рис. 50. Способы формирования шва при сварке стыковых соединений: а — сварка двухсторонним швом с выполнением первого прохода на весу; б — сварка двухсторонним швом с выполнением первого прохода на флюсовой подушке; в — односторонний шов с формированием обратного валка на подкладке (медной, керамической).
Важным моментом является выбор способа формирования первого прохода с обратной стороны сварного соединения (рис.50).
Чтобы не допустить протекания металла во время сварки на весу, зазор между кромками не должен превышать 0,5— 1 мм. При большем зазоре необходимо применять специальные меры предотвращения протекания металла. С этой целью при автоматической сварке под флюсом применяют флюсовую подушку 1 (желоб, заполненный сварочным флюсом, на который укладывают свариваемые листы; см. рис. 50, б).
При изготовлении судовых конструкций исключительную важность имеют способы односторонней сварки листов встык с формированием шва с обратной стороны. Эти способы освобождают от необходимости кантовки изделия и значительно снижают трудоемкость работ. Для формирования шва с обратной стороны может быть применена флюсовая подушка (см. рис. 50, б), но лучшие результаты обеспечивают флюсо-медная подкладка, медная подкладка с желобом 2 (см. рис. 50, в) и керамическая подкладка одноразового использования, например БФК-1.
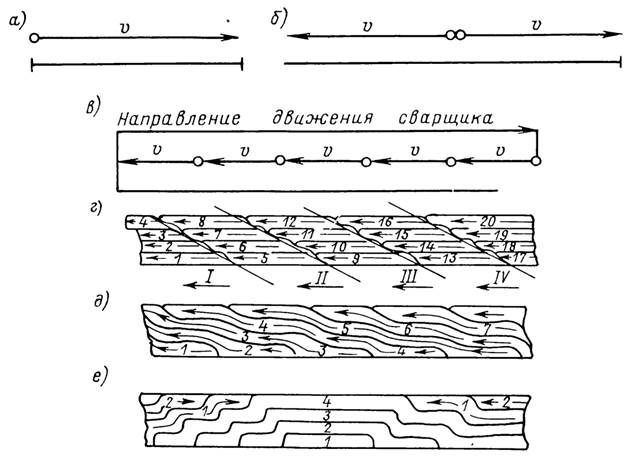
Рис. 51. Приемы выполнения шва по длине: а — напроход; б — от середины к концам; в — обратноступенчатым методом; г — сварка блоками; д — сварка каскадом; е — сварка «горкой».
1—20 — слои в шве.
Стыковые и сплошные угловые швы при автоматической сварке, как правило, выполняют напроход (за один прием в одном направлении от начала до конца соединения — рис.
51, а), а в ряде случаев (повышенная жесткость конструкции) — от середины к краям (рис. 51, б).
При ручной сварке часто применяют обратноступенчатый способ выполнения шва (рис. 51, в) при сохранении общего направления движения сварщика напроход или от середины листа к его краям. В этом случае облегчается процесс сварки и уменьшаются поперечные деформации сварного соединения.
При ручной и полуавтоматической сварке толстого металла в целях уменьшения количества перемещений сварщика, а также поперечных деформаций применяется один из способов, показанных на рис. 51, г, д, е,: сварка блоками I—IV, сварка каскадом с перевязкой слоев 1—7 и сварка (преимущественно закаливающихся сталей) в качестве средства, предотвращающего образование в соединениях холодных трещин.
Сборку соединений под дуговую сварку чаще всего производят путем постановки прихваток — коротких швов. В особых случаях детали соединяют) с помощью гребенок.
Домашнее задание:
Тестовые задания:
1 Часть конструкции, представляющая собой соединение двух или нескольких деталей при помощи сварки:
1)инжектор; 3) манипулятор;
2)осциллятор; 4)сварной узел.
2. Метод сборки, предусматривающий сборку и сварку отдельных узлов, из которых состоит конструкция, а затем сборку и сварку всей конструкции:
1)метод узловой сборки;
2)метод общей сборки;
3)метод рациональной сборки;
4)метод сборки под заказ.
3.. Метод сборки, при котором вначале собирают всю конструкцию, а затем ее сваривают:
1)метод узловой сборки;
2)метод общей сборки;
3)метод рациональной сборки;
4)метод сборки под заказ.
4.. Прихватки следует устанавливать от края детали или от отверстия на расстоянии не менее:
1)5 мм; 2) 10 мм; 3) 15 мм; 4) 50 мм.
5 Корневой шов трубопроводов выполняют электродом диаметром:
1)2 мм; 2) 3 мм; 3)4 мм; 4) 5 мм.
6. Операции резки, гибки, правки, штамповки, зачистки и другие по изготовлению деталей сварных конструкций:
1)вспомогательные; 3) заготовительные;
2)сборочные; 4) отделочные.
7 Операции, обеспечивающие правильное взаимное расположение и закрепление деталей собираемого и свариваемого изделия на плите, стеллаже, стенде или специаль-
ном приспособлении:
1)вспомогательные; 3) заготовительные;
2)сборочные; 4) отделочные.