Горячая объёмная штамповка (ГОШ) — это вид обработки металлов давлением, при которой формообразование поковки из нагретой до ковочной температуры заготовки осуществляют с помощью специального инструмента — штампа. Течение металла ограничивается поверхностями полостей (а также выступов), изготовленных в отдельных частях штампа, так что в конечный момент штамповки они образуют единую замкнутую полость (ручей) по конфигурации поковки. 9
В качестве заготовок для горячей штамповки применяют прокат круглого, квадратного, прямоугольного профилей, а также периодический. При этом прутки разрезают на отдельные (мерные) заготовки, хотя иногда штампуют из прутка с последующим отделением поковки непосредственно на штамповочной машине.
Рис.
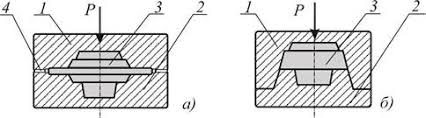
Рисунок 9.1 – Штампы для горячей объемной штамповки: открытый штамп (а); закрытый штамп (б): 1 – верхняя часть штампа, 2 – нижняя часть штампа, 3 – ручей штампа, 4 –зазор для выхода облоя
Применение объёмной штамповки оправдано при серийном и массовом производстве. При использовании этого способа значительно повышается производительность труда, снижаются отходы металла, обеспечиваются высокие точность формы изделия и качество поверхности. Штамповкой можно получать очень сложные по форме изделия, которые невозможно получить приёмами свободной ковки.
Штамповка в открытых штампах характеризуется переменным зазором между подвижной и неподвижной частями штампа. В этот зазор вытекает часть металла – облой, который закрывает выход из полости штампа и заставляет остальной металл заполнить всю полость. В конечный момент деформирования в облой выжимаются излишки металла, находящиеся в полости, что позволяет не предъявлять высокие требования к точности заготовок по массе. Недостаток такого способа штамповки - необходимость удаления облоя при последующей механической обработке. Штамповкой в открытых штампах можно получить поковки всех типов.
|
|
Штамповка в закрытых штампах характеризуется тем, что полость штампа в процессе деформирования остаётся закрытой. Зазор между подвижной и неподвижной частями штампа постоянный и небольшой, образование в нём облоя не предусмотрено. Устройство таких штампов зависит от типа машины, на которой штампуют. Например, нижняя половина штампа может иметь полость, а верхняя – выступ (на прессах), или верхняя – полость, а нижняя – выступ (на молотах). Закрытый штамп может иметь две взаимно перпендикулярные плоскости разъема. При штамповке в закрытых штампах необходимо строго соблюдать равенство объёмов заготовки и поковки, иначе при недостатке металла не заполняются углы полости штампа, а при избытке размер поковки по высоте будет больше требуемого. Отрезка заготовок должна обеспечивать высокую точность.
Технологический маршрут изготовления детали
Технологический маршрут изготовления детали «Втулка» представлен в таблице 1.
Таблица 1
| № Операции | Вид операции | Оборудование |
| Заготовительная | Кривошипно-горячештамповочный пресс | |
| Термическая | Термическая печь | |
| Токарная с ЧПУ | JCL-60 | |
| Внутришлифовальная | RIG-150 CNC | |
| Круглошлифовальная | RIG-150 CNC | |
| Комплексная | ИР320ПМФ4 | |
| Слесарная | Напильник | |
| Промывочная | Моечная машина | |
| Маркировочная | Маркировать выдавливанием | |
| Контрольная | Конструкторская документация |
|
|
Список использованной литературы
1. Руденко П.А. и др. «Проектирование и производство заготовок в машиностроении»: Учеб. Пособие/ П.А. Руденко, Ю.А. Харламов, В.М. Плескач; Под общ. Ред. В.М. Плескача.- К.: Выша шк., 1991.-247 с.; ил.
2. Схиртладзе А.Г., Борискин В.П., Макаров А.В. С 922 «Проектирование и производство заготовок»; Учебник.-2-е издание, перераб. И доп. – Старый Оскол: ООО «ТНТ», 2008.-448с.
3. Интернет ресурс: edulib.pgta.ru/els/_2012/102_12/uchebnik_html/5.htm
МИНОБРНАУКИ РОССИИ
Воткинский филиал
Федерального государственного бюджетного образовательного учреждения Высшего профессионального образования
"Ижевский государственный технический университет имени М.Т.Калашникова"
(ФГБОУ ВПО «ИжГТУ имени М.Т. Калашникова»)
Кафедра «Технология машиностроения и приборостроения»
ДНЕВНИК СТУДЕНТА
По учебной практике
Фамилия Вострокнутов
Имя Демид
Отчество Александрович
Кафедра Технология машиностроения и приборостроения
Курс 1 курс
Группа Б02-721-1зт,зс
Специальность Технология машиностроения
Воткинск, 2017 г.
Календарный план прохождения практики
| № п\п | Виды выполненных работ | Цех, отдел (рабочее место студента) | Время прохождения практики | Подпись |
| 1. | Ознакомление с тех. процессами сборки деталей | КТО | 19.06 – 21.06 | |
| 2. | Ознакомление с процессами сборки деталей | уч. 103 | 22.06 – 23.06 | |
| 3. | Ознакомление с процессами испытаний сборочных единиц | уч. 103 | 26.06 – 28.06 | |
| 4. | Ознакомление с процессами приемки узлов, сборочных единиц | уч. 103 | 29.06 – 30.06 |
|
|
Подпись руководителей практики:
От университета доцент, к.т.н.
__________________________ Святский В.М.
От предприятия Зам главного технолога
__________________________ ПономаревВ.Л.
Характеристика
Студент ВФ ФГБОУ ВПО «ИжГТУ имени М.Т.Калашникова»
___________________ Вострокнутов Демид Александрович _________________
(фамилия, имя, отчество)
__________ Технология машиностроения и приборостроения ________________
института/факультета,
___ 1 __ курса, специальности _ технология машиностроения _ проходил (а) Учебную. практику в _____ ОА «ВоткинскийЗавод»_ ___________
(полное наименование организации, учреждения, предприятия)
Студент проявил себя: добросовестным, грамотным и исполнительным. В период практики освоил и ознакомился с техпроцессами и процессами сборки деталей, узлов, сборочных единиц. Ознакомился с процессами испытаний и приемки сборочных единиц. Порученные задания выполнял качественно и в срок. Нарушений трудовой и производственной дисциплины не было.
Практика оценивается (по 5 – бальной шкале)___________________
Зам. главноготехнолога
ОА «Воткинскийзавод» _____________В.Л. Пономарев
М.П.