ГОСТ 24068-80
ГОСТ 24068-80
Группа Г14
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Основные нормы взаимозаменяемости
СОЕДИНЕНИЯ ШПОНОЧНЫЕ С КЛИНОВЫМИ ШПОНКАМИ
Размеры шпонок и сечений пазов. Допускиипосадки
Basic norms of interchangeability. Keyed joints with taper keys.
Dimensions of keys and keyways. Tolerances and fits
МКС 21.120.30
Датавведения 1981-01-01
Ограничение срока действия снято Постановлением Госстандарта СССР от 23.05.90 N 1268
ВЗАМЕН ГОСТ 8791-68, ГОСТ 8792-68 и ГОСТ 8793-68
ИЗДАНИЕ с Изменением N 1, утвержденным в марте 1984 г. (ИУС 7-84).
1. Настоящий стандарт распространяется на шпоночные соединения с клиновыми шпонками и устанавливает размеры и предельные отклонения размеров клиновых шпонок с головкой и без головки и соответствующих им шпоночных пазов на валах и во втулках.
Стандарт полностью соответствует СТ СЭВ 645-77.
Стандарт соответствует рекомендации ИСО Р 774-69.
2. Размеры шпонок и их предельные отклонения должны соответствовать указанным на черт.1 и в табл.1.
Черт.1. Размеры шпонок и их предельные отклонения. Исполнения 1, 2, 3, 4
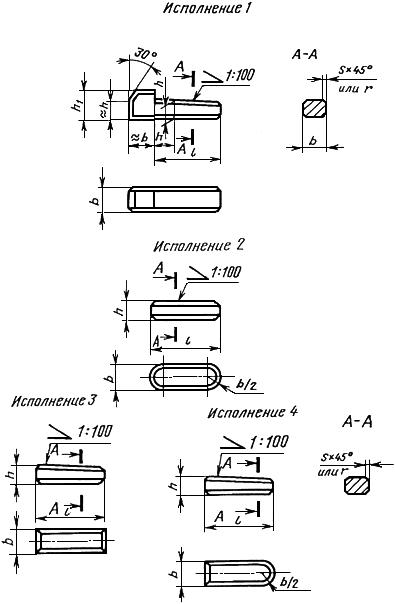
Черт.1
Таблица 1
мм
| Ширина (h9) | Высота (h11) | Фаски 45° или радиус | Длина (h14) | Высота шпоночной головки | ||
| не менее* | не более | от | до | |||
| 0,16 | 0,25 | - | ||||
| - | ||||||
| 0,25 | 0,40 | |||||
| 0,40 | 0,60 | |||||
| 0,60 | 0,80 | |||||
| 1,00 | 1,20 | |||||
| 1,60 | 2,00 | |||||
| 2,50 | 3,00 | |||||
________________
* Должен соблюдаться в ответственных шпоночных соединениях.
Примечания:
1. У шпонок с высотой от 2 до 6 мм предельные отклонения соответствуют h9.
2. Длины шпонок должны выбираться из ряда: 6; 8; 10; 12; 14; 16; 18; 20; 22; 25; 28; 32; 36; 40; 45; 50; 56; 63; 70; 80; 90; 100; 110; 125; 140; 160; 180; 200; 220; 250; 280; 320; 360; 400; 450; 500 мм.
3. Длины шпонок свыше 500 мм должны выбираться из ряда 20 по ГОСТ 6636-69.
4. Допускается применять шпонки с длиной, выходящей за пределы интервала длин, указанного в табл.1.
Пример условного обозначения шпонки исполнения 1 с размерами 18 мм, 11 мм, 100 мм:
Шпонка 18 11 100ГОСТ 24068-80
то же, исполнения 2:
Шпонка 2-18 11 100ГОСТ 24068-80
3. Предельные отклонения угла уклона -  по ГОСТ 8908-81.
по ГОСТ 8908-81.
1-3. (Измененная редакция, Изм. N 1).
4. Материал шпонок исполнения 1 - сталь с временным сопротивлением разрыву не менее 590 МН/м (60 кгс/мм).
Материал шпонок исполнения 2, 3 и 4 - сталь чистотянутая для шпонок по ГОСТ 8787-68. Допускается для шпонок исполнения 2, 3 и 4 применение другой стали с временным сопротивлением разрыву не менее 590 МН/м (60 кгс/мм).
5. Размеры и предельные отклонения сечений пазов должны соответствовать указанным на черт.2 и в табл.2.
Черт.2. Размеры и предельные отклонения сечений пазов
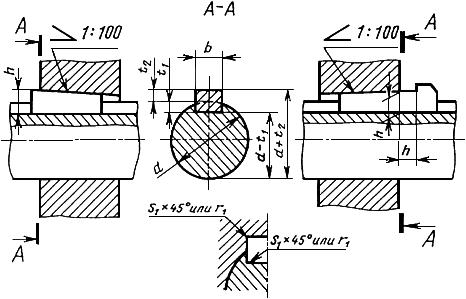
Черт.2
Примечание. На рабочем чертеже должен проставляться один размер для вала (предпочтительный вариант) или и один размер для втулки  .
.
(Измененная редакция, Изм. N 1).
Таблица 2
мм
| Диаметр вала | Сечение шпонки | Шпоночный паз | ||||||
| Ширина | Глубина | Радиус закругления или фаска 45° | ||||||
| Вал и втулка (D10) | Вал | Втулка* | ||||||
| Номин. | Пред. откл. | Номин. | Пред. откл. | не менее | не более | |||
| От 6 до 8 | 2х2 | 1,2 | +0,1 0 | 0,5 | +0,1 0 | 0,08 | 0,16 | |
| Св. 8 до 10 | 3х3 | 1,8 | 0,9 | |||||
| Св. 10 до 12 | 4х4 | 2,5 | 1,2 | |||||
| Св. 12 до 17 | 5х5 | 3,0 | 1,7 | 0,16 | 0,25 | |||
| Св. 17 до 22 | 6х6 | 3,5 | 2,2 | |||||
| Св. 22 до 30 | 8х7 | 4,0 | +0,2 0 | 2,4 | +0,2 0 | |||
| Св. 30 до 38 | 10х8 | 5,0 | 2,4 | 0,25 | 0,40 | |||
| Св. 38 до 44 | 12х8 | 5,0 | 2,4 | |||||
| Св. 44 до 50 | 14х9 | 5,5 | 2,9 | |||||
| Св. 50 до 58 | 16х10 | 3,4 | ||||||
| Св. 58 до 65 | 18х11 | 3,4 | ||||||
| Св. 65 до 75 | 20х12 | 7,5 | 3,9 | 0,40 | 0,60 | |||
| Св. 75 до 85 | 22х14 | 4,4 | ||||||
| Св. 85 до 95 | 25х14 | 4,4 | ||||||
| Св. 95 до 110 | 28х16 | 5,4 | ||||||
| Св. 110 до 130 | 32х18 | 6,4 | ||||||
| Св. 130 до 150 | 36х20 | +0,3 0 | 7,1 | +0,3 0 | 0,70 | 1,00 | ||
| Св. 150 до 170 | 40х22 | 8,1 | ||||||
| Св. 170 до 200 | 45х25 | 9,1 | ||||||
| Св. 200 до 230 | 50х28 | 10,1 | ||||||
| Св. 230 до 260 | 56х32 | 11,1 | 1,20 | 1,60 | ||||
| Св. 260 до 290 | 63х32 | 11,1 | ||||||
| Св. 290 до 330 | 70х36 | 13,1 | ||||||
| Св. 330 до 380 | 80х40 | 14,1 | 2,00 | 2,50 | ||||
| Св. 380 до 440 | 90х45 | 16,1 | ||||||
| Св. 440 до 500 | 100х50 | 18,1 |
________________
* Размер относится к большей глубине паза.
Примечания:
1. В ответственных шпоночных соединениях сопряжения дна паза с боковыми сторонами выполняются по радиусу, величина и предельные отклонения которого должны указываться на рабочем чертеже.
2. Допускается при условии сохранения взаимозаменяемости соединений применение пазов с глубинами и, отличными от указанных в табл.2.
6. Предельные отклонения размера длины паза вала, предназначенного для шпонки исполнения 1, должны соответствовать полю допуска H15.
7. Вместо контроля размеров и допускается контролировать размеры () и (), предельные отклонения которых должны соответствовать указанным в табл.3.
Таблица 3
мм
| Высота шпонки | Предельное отклонение размеров | |
|
| ||
| От 2 до 6 | 0 -0,1 | +0,1 0 |
| От 6 до 18 | 0 -0,2 | +0,2 0 |
| От 18 до 50 | 0 -0,3 | +0,3 0 |
8. Теоретическая масса шпонок указана в приложениях 1 и 2.
9. Контроль размеров шпоночных пазов и их расположения относительно соответствующих цилиндрических поверхностей - по ГОСТ 2114-80*-ГОСТ 24118-80, ГОСТ 24120-80, ГОСТ 24121-80.
________________
* Соответствует оригиналу. - Примечания изготовителя базы данных.
10. Для изделий, спроектированных до 1 января 1980 г., допускаются предельные отклонения размеров шпоночных соединений, приведенные в приложении 3.
11. Параметры шероховатости поверхности элементов шпоночных соединений приведены в приложении 4.
9-11. (Введены дополнительно, Изм. N 1).
ПРИЛОЖЕНИЕ 1
Справочное
Размеры, мм
| Теоретическая масса 1000 шпонок исполнения 1 в кг | |||||||||||||||||||||||||||
| 2,50 | 4,14 | 6,36 | |||||||||||||||||||||||||
| 2,75 | 4,53 | 6,91 | |||||||||||||||||||||||||
| 3,00 | 4,92 | 7,46 | 12,8 | ||||||||||||||||||||||||
| 3,25 | 5,31 | 8,00 | 13,5 | 21,9 | |||||||||||||||||||||||
| 3,50 | 5,71 | 8,56 | 14,5 | 22,6 | |||||||||||||||||||||||
| 3,90 | 6,30 | 9,38 | 15,2 | 24,5 | |||||||||||||||||||||||
| 4,26 | 6,89 | 10,2 | 17,1 | 26,4 | 34,0 | ||||||||||||||||||||||
| 4,76 | 7,67 | 11,3 | 18,8 | 28,9 | 37,0 | ||||||||||||||||||||||
| 5,26 | 8,45 | 12,3 | 20,5 | 31,4 | 40,0 | 55,8 | |||||||||||||||||||||
| 5,52 | 9,24 | 13,4 | 21,1 | 33,9 | 43,0 | 59,8 | |||||||||||||||||||||
| 6,10 | 10,20 | 14,7 | 24,2 | 37,1 | 46,7 | 64,7 | 86,4 | ||||||||||||||||||||
| 10,74 | 16,0 | 26,2 | 40,2 | 50,5 | 69,7 | 92,7 | |||||||||||||||||||||
| 11,80 | 17,6 | 28,7 | 43,1 | 55,2 | 75,9 | ||||||||||||||||||||||
| 20,2 | 31,5 | 48,6 | 60,9 | 83,7 | |||||||||||||||||||||||
| 21,1 | 34,3 | 58,2 | 65,6 | 89,4 | |||||||||||||||||||||||
| 38,3 | 59,0 | 73,0 | 99,0 | ||||||||||||||||||||||||
| 42,2 | 64,3 | 80,6 | |||||||||||||||||||||||||
| 67,9 | 88,2 | ||||||||||||||||||||||||||
| 73,3 | 95,7 | ||||||||||||||||||||||||||
| 99,9 | 143,8 | ||||||||||||||||||||||||||
| 164,9 | |||||||||||||||||||||||||||