Ход занятия
I. Организационный момент: (10 мин)
-Взаимоприветствие
-Проверка готовности рабочих мест учащихся.
-Контроль посещаемости учащихся.
II. Постановка целей и задач занятия. (10 мин)
III. План изложения нового материала (30 мин)
Развёртка — режущий инструмент, который нужен для окончательной обработки отверстий после сверления, зенкерования или растачивания. Развёртыванием достигается точность до 6-9 квалитета и шероховатость поверхности до Ra = 0,32…1,25 мкм.
Развертыванию всегда предшествует сверление или зенкерование. При выборе диаметра инструмента для обработки следует учитывать снимаемый инструментом припуск, который можно определить по табл. 9.6.
Таблица 9.6
Припуск, снимаемый при развертывании
| Вид развертки | Припуск | , мм, при диаметре отверстия, мм | |||||
| Ручная чистовая | 0,03 | 0,05 | 0,06 | 0,07 | 0,08 | 0,09 | 0,10 |
| Ручная черновая | 0,15 | 0,25 | 0,30 | 0,35 | 0,40 | 0,45 | 0,50 |
| Машинная чистовая | 0,10 | 0,15 | 0,18 | 0,20 | 0,25 | 0,27 | 0,30 |
| Машинная черновая | 0,30 | 0,50 | 0,60 | 0,70 | 0,80 | 0,90 | 1,00 |
Для обеспечения точности надо придерживаться последовательности выполнения технологических операций обработки отверстий.
Так, например, для обработки отверстия 016727 режущий инструмент будет применяться в таком порядке: 1) сверло 014,2; 2) зенкер 015,8; 3) черновая развертка 015,95; 4) чистовая развертка 016.
На рис. 9.67 показана последовательность обработки отверстия 010227:
- 1) сверление отверстия диаметром 9,7 мм;
- 2) черновое развертывание отверстия диаметром 9,9 мм;
- 3) чистовое развертывание отверстия диаметром 10 мм.
При развертывании деталь надежно закрепляют в тисках
(крупные детали не закрепляют).
Значительное влияние на шероховатость и точность развертывания оказывают смазка и охлаждение. В качестве СОТС используют: при обработке стальных и бронзовых заготовок — раствор эмульсола, сульфофрезола, минеральное масло; при обработке чугуна и алюминиевых сплавов — керосин, скипидар; при обработке ковкого чугуна и латуни — раствор эмульсола.
|
|
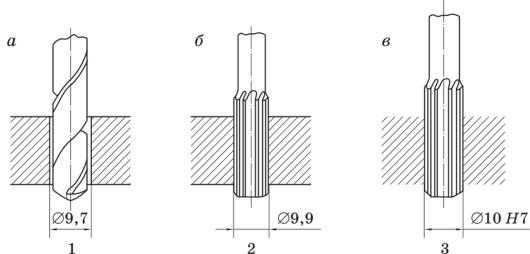
Рис. 9.67. Последовательность обработки отверстия: 1, 2,3 — порядок переходов
Приступая к ручному развертыванию, необходимо:
- 1) выбрать требуемую по размеру развертку (проверить ее маркировку); убедиться в отсутствии забоин и выкрошенных мест на режущих кромках;
- 2) закрепить заготовку в тисках или установить ее на верстаке (плите) в положение, удобное для работы;
- 3) взять черновую развертку, смазать режущую часть СОТС;
- 4) вставить развертку в отверстие без перекоса и проверить ее соосность с отверстием с помощью угольника, приложив его к развертке (проверку выполняют в двух положениях угольника);
- 5) надеть на квадрат хвостовика развертки вороток;
- 6) слегка нажимая на развертку правой рукой вниз, левой рукой медленно вращать вороток по ходу часовой стрелки и врезаться в отверстие;
- 7) далее плавно вращать развертку обеими руками за вороток (рис. 9.68, а, б), подавая ее в отверстие. Развертку следует вращать только в одном направлении, при вращении в обратном появятся задиры, произойдет затупление и выкрашивание режущих лезвий развертки.
При развертывании сквозных отверстий развертку извлекают с противоположной стороны отверстия.
По окончании развертывания глухого отверстия развертку продолжают вращать в том же направлении, слегка приподнимая ее вверх из отверстия.
|
|
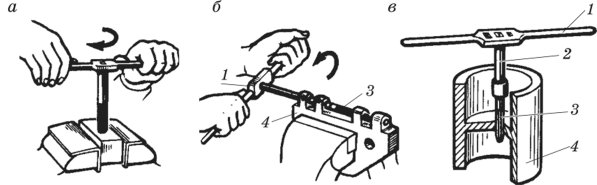
Рис. 9.68. Приемы развертывания отверстий ручными развертками:
а — вертикального отверстия; б — горизонтального отверстия; в — в труднодоступном месте; 1 — вороток; 2 — удлинитель; 3 — развертка; 4 — заготовка
В такой же последовательности производится окончательное (чистовое) развертывание.
Качество развернутого отверстия проверяется калибр-пробками, индикаторными нутромерами, а качество отверстий диаметром более 50 мм — микрометрическими нутромерами.
При развертывании отверстий в труднодоступных местах детали необходимо применять специальные удлинители (рис. 9.68, в), надеваемые на квадрат хвостовика развертки.
Машинное развертывание на сверлильных станках производят так же, как и сверление. Развертывание лучше выполнять сразу после сверления и зенкерования при одной установке заготовки в тиски либо приспособление. Развертку закрепляют с помощью патрона или переходных втулок в конусе шпинделя станка. В ряде случаев для обеспечения более точного совпадения осей развертки и отверстия машинные развертки закрепляют в плавающих (качающихся) оправках (см. рис. 9.65). Скорость резания (частота вращения шпинделя) при развертывании должна быть в 2-3 раза меньше, чем при сверлении сверлом такого же диаметра. Развертывание осуществляют с механической подачей, которая зависит от диаметра развертки, материала заготовки и принимается в пределах 0,5...2,0 мм/об.
Техника безопасности:
· надев спецодежду, волосы тщательно заправить под берет;
· расположить инструменты и заготовки в определенном установленном порядке на тумбочку или специальном приспособлении, убрать все лишнее;
|
|
· проверить исправную работу станка на холостом ходу;
· не оставлять ключа в сверлильном патроне после смены режущего инструмента;
· не браться за вращающийся режущий инструмент и шпиндель;
· не вынимать рукой сломанных режущих инструментов из отверстия, пользоваться для этого специальными приспособлениями;
· постоянно следить за исправностью режущего инструмента и устройств для крепления заготовок и инструмента;
· не передавать и не принимать каких-либо предметов через работающий станок;
· не работать на станке в рукавицах;
· не оставлять работающий станок без присмотра.