ПРАКТИЧЕСКОЕ ЗАНЯТИЕ № 1
Расчет расхода электродов при ручной дуговой сварке
ЦЕЛИ ЗАНЯТИЯ:
1. Ознакомиться с конструкцией электродов для ручной дуговой сварки, типами и параметрами сварных соединений;
2. Получить практические навыки расчета объема наплавленного металла и расхода электродов.
ТЕОРЕТИЧЕСКИЕ ОСНОВЫ
При ручной дуговой сварке плавящимся электродом размеры сварного шва в большинстве случаев определяются параметрами разделки кромок, подготовленных под сварку. Зазор в стыках и притупление кромок в соответствии с ГОСТ 5264–80 «Ручная дуговая сварка. Соединения сварные», ГОСТ 16037–80 «Швы сварных соединений стальных трубопроводов» и др. гарантируют провар корневого шва без дефектов, а форма разделки - требуемые размеры шва в целом. От толщины свариваемого металла, типа соединения зависят параметры электродов, количество наплавляемого металла, трудоемкость сварки [1,2].
Практические рекомендации по выбору диаметра электродов для заполнения разделки шва в зависимости от толщины свариваемого материала при сварке встык S (величины катета шва при сварке угловых и тавровых соединений k) приведены в табл. 1.1, 1.2.
Таблица 1.1. Зависимость диаметра электрода от толщины металла
| S, мм | 1…2 | 3…5 | 6…10 | 11…24 | 25…60 |
| dэ, мм | 2…3 | 3…4 | 4…5 | 5…6 | 6…8 |
Таблица 1.2. Зависимость диаметра электрода от катета углового шва
| Катет шва, мм | 4…6 | 7…9 | |
| dэ, мм |
Конструкция электрода для ручной дуговой сварки представлена на рис. 1.1.
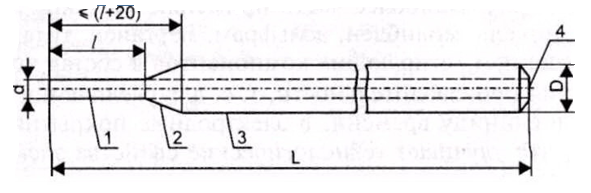
Рисунок 1.1. Конструкция электрода для ручной дуговой сварки
1- стержень; 2- участок перехода; 3-покрытие; 4- контактный торец без покрытия;
D – диаметр покрытия; d – номинальный диаметр стержня; l – длина зачищенного от
покрытия конца (l = 25±5 мм)
Электроды для ручной дуговой сварки (РДС) классифицируются в соответствии с ГОСТ 9466. Технические характеристики распространенных электродов приведены в табл. 1.1 [3].
Таблица 1.3. Характеристики электродов для РДС
| Диаметр электрода dэ, мм | 2,0 | 2,5 | 3,0 | 4,0 | 5,0 |
| Длина L, мм | |||||
| Количество электродов в 1 кг, шт* |
* - для электродов марки УОНИ 13/55
Расплавляемый при сварке электродный металл формирует шов с определенной геометрией, задаваемой чертежом сварной конструкции. Масса наплавленного в шов металла Gн (кг) равна:
 , (1.1)
, (1.1)
где Fн - - площадь наплавленного металла, м2; L – общая длина швов, м; ρ – плотность металла шва, кг/м3.
Площадь наплавленного металла Fн определяется как сумма площадей геометрических фигур, образующих сечение шва (рис. 1.2):
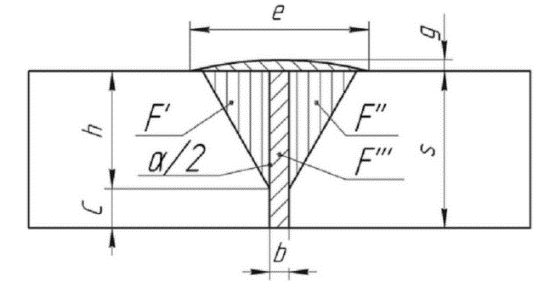
Рисунок 1.2 – Форма поперечного сечения наплавленного
металла (стыковой шов с V-образной разделкой)
Так, для приведенного стыкового шва с V образной разделкой кромок площадь наплавленного металла будет равна:
 (1.2)
(1.2)
или
 (1.3)
(1.3)
где b, c, e, g, h и α - размеры разделки кромок и шва.
Площадь сечения сварного шва в зависимости от его типа и формы можно также вычислить по данным [].
Для оценки расхода электродов вводится понятие норма расхода электрода на погонный метр шва. Существуют узловая, операционная и детальная нормы расхода электродов. Все они связаны между собой и вычисляются исходя из расчета затрат на электроды для сварки 1 м сварного шва. Норма расхода электродов может регламентироваться СНиП, определяться практическими испытаниями, а также расчетными методами [4].
В зависимости от условий РДС на конкретную норму расхода влияет технология сварки - метод и режим сварки, тип сварочных материалов, сложность условий проведения работ. Весовой расход электродов превышает вес наплавленного металла вследствие потерь расплавляемого электрода на угар, разбрызгивание и образования огарка по окончании сварки. Указанный расход электродов Gэ (кг) для выполнения конкретного сварного соединения определяется по выражению:
Gэ = Gн Kр kп (1.4)
где Kр - коэффициент расхода электродов учитывает потери на угар, разбрызгивание и огарки; kп – поправочный коэффициент, учитывающий положение шва в пространстве при сварке (kп = 1 – нижнее положение).
Значения коэффициента Кр рекомендуется выбирать из табл. 1.4 [4].
В случаях, если выполнение шва отличается от нижнего положения, то для шва, расположенного в наклонной плоскости kп = 1,05; для расположенного в вертикальной плоскости kп = 1,10; для потолочного kp = 1,20.,
Количество электродов для выполнения шва Nэ (шт) рассчитывается по выражению:
Nэ = Gэ / m (1.5)
где m – масса расплав 1 электрода в зависимости от марки и диаметра электрода, кг (табл.1.5)
Для нормирования трудоемкости выполнения швов следует определить количество проходов n (шт). При сварке многопроходных швов стыковых соединений первый проход должен выполняться электродами диаметром не более 4 мм, чаще всего диаметром 3 мм, так как применение электродов большего диаметра не позволяет в необходимой степени проникнуть в глубину разделки для провара корня шва. Угловые и тавровые соединения за один проход, как правило, выполняются швом с катетом не более 8–9 мм. Площадь поперечного сечения наплавленного металла в этом случае может быть вычислена по формуле:
 (1.6)
(1.6)
Таблица 1.4. Средние значения коэффициента расхода материалов
| Коэффициент расхода электродов | Группа марок | Марка покрытого электрода для сварки сталей | |
| Углеродистых и низколегированных | Теплоустойчивых и высоколегированных | ||
| 1,5 | І | АНО-1, АНГ-1К, ОЗС-17Н, АНО-19М, ДСК-50, АНП-6П, НИАТ-3М | ТМЛ-1У,ТМЛ-3У, ОЗЛ-25, ЦТ-28,АНВ-17, АНЖР-1, АНЖР-2 |
| 1,6 | ІІ | ОЗС-23, ВН-48, УП-1/45, АНО-5, АНО-13, АНО-19, АНО-20, ОЗС-6, АНО-10, АНО-11, АНО-30, АНО-ТМ, ВСО-50СК, ОЗС-18, ОЗС-25, УОНИ-13/55У, АНО-ТМ60, ВСФ-65, АНО-ТМ70, АНП-2, УОНИ-13/65, УОНИ-13/85 | ЦЛ-20, КТИ-7А,ОЗЛ-6, ЗиО-8, ОЗЛ-8, АНВ-13, АНВ-34, НИАТ-4, НИАТ-5, НИИ-48Г |
| 1,7 | ІІІ | АНО-4, АНО-6, АНО-6У,АНО-21, АНО-24, АНО-29М,АНО-32, МР-3, ОЗС-4,ОЗС-12, ОЗС-21, СМ-11, УОНИ-13/45, УОНИ-13/45, УОНИ-13/45СМ, АНО-27, АНО-25, УОНИ-13/55,УОНИ-13/55СМ, ИТС-4С, ОЗС-24 | ЦУ-5, ТМУ-21У,ЦЛ-51, УОНИ-13/НЖ, ОЗЛ-9А, ЦТ-15,ОЗЛ-17У, ЦЛ-11 |
| 1,8 | ІV | ВСЦ-4, К-5А | НЖ-13, ЭА-395/9,ЭА-981/15 |
Таблица 1.5. Масса металлического расплава одного электрода в граммах
| Марка электрода | Диаметр электрода стандартной длины, мм | |||
| 3,0 | 4,0 | 5,0 | 6,0 | |
| АНО-4 | 15,4 | 35,2 | 55,3 | 79,6 |
| МР-3, ОЗС-4 | 14,7 | 33,7 | 54,1 | 77,4 |
| ОЗС-6 | 19,0 | 43,5 | 68,4 | 98,5 |
| ОЗС-12 | 15,3 | 35,1 | 55,3 | 79,6 |
| АНО-13 | 14,6 | 36,5 | 48,4 | - |
| ДСК-50 | - | 41,2 | 64,7 | - |
| АНО-11 | 19,0 | 43,5 | 68,3 | - |
| УОНИ-13/55 | 15,6 | 35,7 | 56,1 | 80,8 |
где Fн - площадь поперечного сечения наплавленного металла, мм2; ky – коэффициент увеличения, учитывающий наличие зазоров и выпуклость («усиление») шва; k – катет шва, мм. Значения ky выбирают в зависимости от катета шва по табл. 1.6.
Таблица 1.6. Зависимость коэффициента kу от величины катета шва
| Катет шва, мм | 3…4 | 5…6 | 7…10 | 12…20 | 20…30 | |
| kу | 1,5 | 1,35 | 1,25 | 1,15 | 1,1 | 1,05 |
При сварке многослойных швов стыковых соединений площадь поперечного сечения (мм2) металла, наплавляемого за один проход, при которой обеспечиваются оптимальные условия формирования, должна составлять:
для первого прохода (при проварке корня шва)
 (1.7)
(1.7)
для последующих проходов
 (1.8)
(1.8)
При определении числа проходов следует иметь в виду, что максимальное поперечное сечение металла, наплавленного РДС за один проход, не должно превышать 30–40 мм2. Зная общую площадь поперечного сечения наплавленного металла и площади поперечного сечения наплавляемого металла при первом и каждом последующем проходах, найдем число проходов:
 (1.9)
(1.9)
Задание на занятие
1. Ознакомиться с ГОСТ 5264, 14771, 8713 на типы сварных соединений при сварке плавлением.
2. Для заданного варианта соединения по ГОСТ 5264 (см. табл. 1.4) определить геометрические характеристики разделки кромок и сварного шва, рассчитать площадь его сечения, а по длине шва – объем наплавленного металла.
3. Выбрать диаметр и марку, определить расход электродов для сварки стали 09Г2С при заданной толщине листов и длине сварного шва (табл. 1.7).
Таблица 1.7. Параметры соединений из листовой стали 09Г2С.
| № варианта | |||||||||
| Толщина листа, мм | |||||||||
| Тип соединения | С8 | С9 | С10 | С11 | Т9 | С13 | С14 | С15 | У4 |
| L, м | 1,0 | 1,5 | 1,6 | 2,3 | 0,95 | 1,2 | 1,8 | 2,1 | 1,3 |
| № варианта | |||||||||
| Толщина листа, мм | |||||||||
| Тип соединения | У6 | У6 | У8 | У9 | Т1 | Т3 | Т6 | Т6 | Т8 |
| L, м | 1,6 | 1,05 | 1,9 | 2,0 | 2,2 | 1,7 | 1,25 | 1,4 | 1,55 |
Порядок выполнения работы
1. Получить задание на занятие с указанием типа соединения по ГОСТ 5264, значениях толщины и длины заготовок соединяемых листов, а также описание характеристик электрода.
2. Для заданного типа соединения вычертить эскизы подготовки кромок и сварного шва с размерами соответствующими заданной толщине.
3. По формулам рассчитать площадь сечения шва и массу наплавленного в него металла при заданной длине соединения.
4. Рассчитать количество электродов для заварки шва длиной L.
5. Определить число проходов, используя характеристики электрода и шва.
6. Привести и расшифровать обозначение выбранного электрода по ГОСТ 9467.
7. Результаты занести в таблицу 1.8.
Таблица 1.8. Результаты расчетов
| Конструктивные элементы подготовки кромок | Конструктивные элементы сварного шва | ||||
| Формула расчета площади наплавленного металла | Fн, м2 | Gн, кг | Требуемое количество электродов, шт | ||
Содержание отчета: эскиз сварного соединения и результаты расчетов количества наплавленного металла и расхода электродов.
Контрольные вопросы
1. Какие факторы определяют выбор вида разделки кромок при сварке плавлением?
2. С какими целями производится разделка кромок перед сваркой?
3. Какими параметрами характеризуются геометрические размеры шва?
4. Какими способами определяется площадь сечения шва?
5. От каких факторов зависят потери электродного металла при сварке?
6. Какова последовательность расчета потребного количества электродов для заварки шва?
7. От чего зависит площадь сечения наплавленного металла за один проход?
СПИСОК ЛИТЕРАТУРЫ
1. Акулов А.И. и др. Технология и оборудование сварки плавлением. М.: Машиностроение, 1977, 432 с.
2. Технология и оборудование сварки плавлением. Под ред. Г.Д. Никифорова. М.: Машиностроение, 1978, 327 с.
3. https://asv0825.ru/svarka_dugovaya/39.1.html Ручная дуговая сварка
4. https://standartgost.ru/g/pkey-14293846543 Нормативы времени на ручную дуговую сварку.
5. https://myfta.ru/articles/rashod-elektrodov Расход электродов.
6. https://standartgost.ru/g/pkey-14293846543 Расход электродов при сварочных работах.