Директор — Евсеев Сергей Сергеевич.
Учредители — Евсеев Сергей Сергеевич, Красовский Руслан Николаевич.
Начальник цеха –Лазорев.С.Д
Наставник - Лукянов.А.Е.

Организация рабочего места
Моим рабочим местом является цех - МТМ. Выполнял работы в цехе, на улице, выезжал на поле ремонтировать с/х. технику.
При обслуживании рабочего места было необходимо:
- своевременно получать сменные задания, наряды и чертежи;
- поддерживать оборудование в рабочем состоянии;
- своевременно доставлять на рабочее место материалы, заготовки, электроды и т.п.;
- поддерживать надлежащий порядок на рабочем месте.
В цехе МТМ источником питания являлся инвертор САИ-190.
· Создан на IGBT транзисторах;
· Ресанта САИ 190 имеет небольшой вес и компактные размеры, что позволяет сварщику свободно перемещаться по общей площади производимых работ;
· Защита от перегрева;
· Наличие принудительного туннельного охлаждения;
· Обеспечивает точную установку с последующей высокой стабильностью всех установленных параметров сварочного процесса при колебаниях сети;
· Высокая производительность;
· Класс защиты IP21;
· Не нуждается в особом техническом обслуживании;
· Обеспечивает экономию электроэнергии;
· Оснащен функциями: «антизалипание» и «горячий старт».

Технические характеристики
| Диапазон рабочего напряжения, В | 220 (+10%;-30%) |
| Диапазон регулирования сварочного тока, А | 10-190 |
| Продолжительность напряжения, % | 70% 190A |
| Класс защиты | IP21 |
| Напряжение холостого хода, В | |
| Максимальный диаметр электрода, мм | |
| Максимальный потребляемый ток, А | |
| Напряжение дуги, В | |
| Масса, кг. | 4.7 |
В работе применял рычажной (пассатижный) э лектрододержатель.
Это самый распространенный вид электрододержателей в настоящее время. Его главными достоинствами являются: простота установки и извлечения электрода путем нажатия на рукоятку, возможность установки под разными углами, надежное крепление электрода, токопроводящие жилы недоступны.

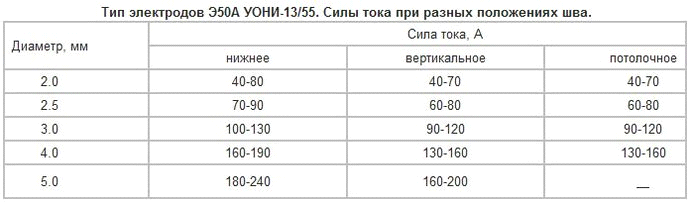
При выполнении сварочных работ использовал электроды ОК 46.00 d= 4мм.
- Электродами ОК 46.00 сваривают изделия и конструкции из низкоуглеродистых и низколегированных сталей. Электрод используется для сварки во всех пространственных положениях, сварку можно вести на постоянном токе обратной полярности и на переменном токе сваривать тонкостенные изделия.
Достоинства электродов OK 46.00:
- Быстрый поджиг и стабильное горение дуги на предельно малых токах.
- Возможность работы короткими швами и прихватками.
- Минимальное количество шлака и искр при работе.
- Возможность работы в любых пространственных положениях и направлениях.
- Стабильное горение дуги.

Виды работ
Япо производственной практике выполнял следующие виды работ: -подготовительно-сборочные, сварочные и контроль качества сварных швов после сварки.
-подготовительные работы включают в себя: заготовку, нарезку элементов и деталей, зачистку мест сварки от грязи, пыли, а также, при необходимости, обезжиривание поверхности.
Контроль качества сварных швов после сварки:
При выполнении сварочных работ встречались следующие наружные и внутренние дефекты:
- наружные дефекты: прожог, наплыв;
-внутренние дефекты: непровар, трещины.
Сваривал трубы разных диаметров для тепловых сетей

Подготовительно- сборочные работы
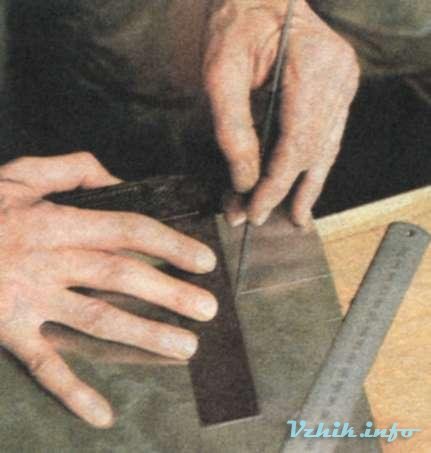

Разметка пластин при помощи угольника, Очистка пластины при помощиУШМ и
чертилки и линейки металлической шлифовального диска


Резка уголка при помощи УШМПравка гидравлическим прессом пластины

Опиливание трубы для сгонов напильником
Основные правила безопасных условий труда
Каждый слесарь должен не только хорошо знать, но и строго соблюдать все правила техники безопасности и меры предосторожности при всех слесарных работах; знать причины, которые могут вызвать при работе несчастные случаи.
Основными видами травматизма при выполнении слесарных, сборочных и ремонтных работ являются ранения из-за неисправности инструмента, приспособлений и поражения электрическим током.
До начала работы необходимо подготовить рабочее место, освободить нужную для работы площадь, удалив все посторонние предметы, обеспечить достаточную освещенность. Заготовить и разложить в соответствующем порядке требуемые для работы инструмент, приспособления, материалы.
Приступая к работе, необходимо в первую очередь проверить, в каком состоянии находится рабочий инструмент. Если он неисправен, то ни в коем случае нельзя им пользоваться, так как это может привести к травме работающего и окружающих.
Надев спецодежду, следует проверить, чтобы у нее не было свисающих концов. Рукава надо застегнуть или закатать выше локтя.
Слесарный верстак должен быть прочным и устойчивым, соответствовать росту работающего. Слесарные тиски должны быть исправны, прочно закреплены на верстаке; ходовой винт должен вращаться в гайке легко, губки тисков иметь хорошую насечку. Во время работы необходимо прочно зажимать в тисках деталь или заготовку, а во время установки или снятия ее соблюдать осторожность, так как при падении деталь может нанести травму.
Неисправный молоток может оказаться причиной несчастного случая.
Молоток должен иметь ровную, слегка выпуклую поверхность, прочно насажен на рукоятку и закреплен клином. Зубило, молоток, крейцмейсель, бородок, кернер, обжимка и т. п. не должны иметь трещин, отколов и наклепа. Поверхность ударной части не должна быть скошенной; при нормальном захвате инструмента рукой ударная часть должна выступать из-под большого пальца руки на 20–25 мм.
Рукоятки инструмента должны быть без трещин и отколов; напильники не должны иметь трещин, отколов и заточенных концов, хвостовая часть не должна быть сломанной. На конце рукояток должны быть насажены предохранительные кольца.
Гаечные ключи подбирают по размеру гаек; не следует производить наращивания ключа.
Нельзя сметать руками металлические опилки и стружку с тисков и опиленной поверхности.
При выполнении операции рубки металла зубилом необходимо учитывать, в какую сторону безопаснее для окружающих направить отлетающие частицы и установить с этой стороны защитную сетку; работать только в защитных очках. Если по условиям работы нельзя применять защитные сетки, то рубку выполняют так, чтобы отрубаемые частицы отлетали в ту сторону, где нет людей.
Не следует пользоваться при работах случайными подставками или неисправными приспособлениями.
Во время работы электрическим инструментом надо надеть резиновые перчатки (со штампом об их проверке), а под ноги подстелить резиновый коврик.
Перед работой необходимо заземлить корпус электроинструмента.
При пользовании пневматическим инструментом присоединять и разъединять шланги инструмента можно только после выключения подачи воздуха.
Во время работы пыль, грязь и масло могут попадать на лицо и руки. Пот и грязь забивают поры, кожа грубеет и трескается, на ней появляются гнойнички, раздражения, поэтому после работы необходимо водой с мылом тщательно вымыть лицо, шею и руки или принять душ.
Противопожарные мероприятия
Случайная искра, попавшая на горючие производственные отходы (масляные тряпки, паклю, бумагу и другие легко воспламеняющиеся материалы), самовозгорание твердого минерального топлива, курение в запрещенных местах, короткое замыкание неисправных проводов, электроприборов, а также при небрежном обращении с ними и другие причины могут вызвать пожар.
Для предупреждения пожаров необходимо постоянно содержать рабочее место в чистоте и порядке, осторожно обращаться с огнем, нагревательными приборами и легко воспламеняющимися материалами. Нельзя оставлять у рабочего места легковоспламеняющиеся производственные отходы, их необходимо убирать в специальные железные ящики с крышками. Сосуды с маслом, керосином, бензином и другими легко воспламеняющимися веществами необходимо после пользования вынести в места, специально отведенные для их хранения.
По окончании работы следует проверить, выключены ли электрорубильники, все электроприборы и осветительные точки.
При возникновении пожара необходимо немедленно вызвать пожарную команду и до прибытия ее принять участие в тушении пожара имеющимися на производственном участке средствами – огнетушителями, песком и т. п.
Горящий бензин, керосин, нефть, смазочные масла следует тушить пенными огнетушителями. При пожаре нельзя выбивать стекла в окнах, так как от этого создаются сквозняки, увеличивающие очаг пожара.
Во время пожара чрезвычайно важно соблюдение спокойствия и беспрекословное выполнение распоряжений руководителей производства.
Заключение
За время период производственной практики по ПМ02по профессии Сварщик (ручной и частично механизированной сварки (наплавки), я эффективно использовал свое время длявыполнения практических заданий при выполнении подготовительно- сборочных работ (применял ручной и механизированный инструмент для подготовки металла к сварке, работал со сборочно- сварочными приспособлениями). При выполнении сварочных работ ознакомился с новым оборудованием и инструментом для сварки. При выполнении контроля качества сварных швов после сварки я проводил визуально- измерительный контроль внешних дефектов сварных соединений при помощи (УШС- 3, лупы, штангенциркуля, линейки металлической, фонарика), ознакомился с ультразвуковым методом контроля внутренних дефектов сварных соединений. Я освоил работу сварщика, ознакомился с обязанностями и расширил свои теоретические знания, применив их на практике.
Мне удалось развить свои профессиональные качества, ознакомиться как с основными, так и с дополнительными сферами деятельности вСПК «Некрасовский» и принять участие в их деятельности.
Список используемых источников
1. Покровский Б.С., Скакун В.А. Слесарное дело: Издательский центр «Академия», Москва, 2015г.
2. Маслов В.И.Сварочные работы: Издательский центр «Академия», Москва
2017г.
3. Зайцев С.А., Куранов А.Д; ТолстовА.Н. Допуски, посадки и технические измерения в машиностроении. Издательский центр «Академия»,Москва, 2017г.
4. Интернет https://welding-territory.ru/defekty-svarnyh-shvov-ih-vidy-kontrol-ustranenie/
Организация рабочего места
Моим рабочим местом является цех - МТМ. Выполнял работы в цехе, на улице, выезжал на поле ремонтировать с/х. технику.
При обслуживании рабочего места было необходимо:
- своевременно получать сменные задания, наряды и чертежи;
- поддерживать оборудование в рабочем состоянии;
- своевременно доставлять на рабочее место материалы, заготовки, электроды и т.п.;
- поддерживать надлежащий порядок на рабочем месте.
В цехе МТМ источником питания являлся инвертор САИ-190.
· Создан на IGBT транзисторах;
· Ресанта САИ 190 имеет небольшой вес и компактные размеры, что позволяет сварщику свободно перемещаться по общей площади производимых работ;
· Защита от перегрева;
· Наличие принудительного туннельного охлаждения;
· Обеспечивает точную установку с последующей высокой стабильностью всех установленных параметров сварочного процесса при колебаниях сети;
· Высокая производительность;
· Класс защиты IP21;
· Не нуждается в особом техническом обслуживании;
· Обеспечивает экономию электроэнергии;
· Оснащен функциями: «антизалипание» и «горячий старт».
Технические характеристики
| Диапазон рабочего напряжения, В | 220 (+10%;-30%) |
| Диапазон регулирования сварочного тока, А | 10-190 |
| Продолжительность напряжения, % | 70% 190A |
| Класс защиты | IP21 |
| Напряжение холостого хода, В | |
| Максимальный диаметр электрода, мм | |
| Максимальный потребляемый ток, А | |
| Напряжение дуги, В | |
| Масса, кг. | 4.7 |
В работе применял рычажной (пассатижный) э лектрододержатель.
Это самый распространенный вид электрододержателей в настоящее время. Его главными достоинствами являются: простота установки и извлечения электрода путем нажатия на рукоятку, возможность установки под разными углами, надежное крепление электрода, токопроводящие жилы недоступны.
При выполнении сварочных работ использовал электроды ОК 46.00 d= 4мм.
- Электродами ОК 46.00 сваривают изделия и конструкции из низкоуглеродистых и низколегированных сталей. Электрод используется для сварки во всех пространственных положениях, сварку можно вести на постоянном токе обратной полярности и на переменном токе сваривать тонкостенные изделия.
Достоинства электродов OK 46.00:
- Быстрый поджиг и стабильное горение дуги на предельно малых токах.
- Возможность работы короткими швами и прихватками.
- Минимальное количество шлака и искр при работе.
- Возможность работы в любых пространственных положениях и направлениях.
- Стабильное горение дуги.
Виды работ
Я по производственной практике выполнял следующие виды работ: - РДС различных деталей изуглеродистых и конструкционных сталей, из цветных металлов и сплавов во всех пространственных положениях сварного шва, РД наплавка покрытыми электродами, дуговая резка различных деталей.
Слесарные операции:
очистка пластин 200*200 *3мм для закладных деталей, выполнял щеткой по металлу и при помощи УШМ;
-гибка;
-правка пластин 380*360*8мм при помощи гидравлического пресса;
-разметка: разметка пластин 240*360*3мм, труб d = 25мм; d = 40мм при помощи угольника и чертилки, металлической линейки, штангенциркуля;
-рубка: вырубка дефектного участка при помощи зубила, молотка слесарного;
-резка металла ручная и механическая; выполнял резку уголка, различных пластин, труб разного диаметра при помощи УШМ и ножовки по металлу;
- опиливание труб для сгонов слесарным напильником;
Ознакомление с чертежами: ознакомился с чертежом металлических ворот для склада;
Сборочно- сварочные приспособления:
выполнение сборки металлических ворот при помощи зажимов;
Выполнение прихваток:
выполнял прихватки решеток на окна, сгонов для воды,прихватка косынок для усиления ворот и др.
Контроль качества сварных швов после сварки:
При выполнении сварочных работ встречались следующие наружные и внутренние дефекты:
- наружные дефекты: прожог, наплыв;
-внутренние дефекты: не провар, трещины.
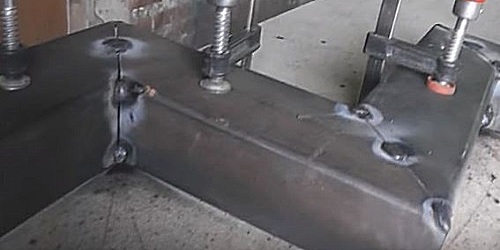
Подготовительно- сборочные работы
Разметка пластин при помощи угольника, Очистка пластины при помощиУШМ и
чертилки и линейки металлической шлифовального диска
Резка уголка при помощи УШМПравка гидравлическим прессом пластины
Опиливание трубы для сгонов напильником
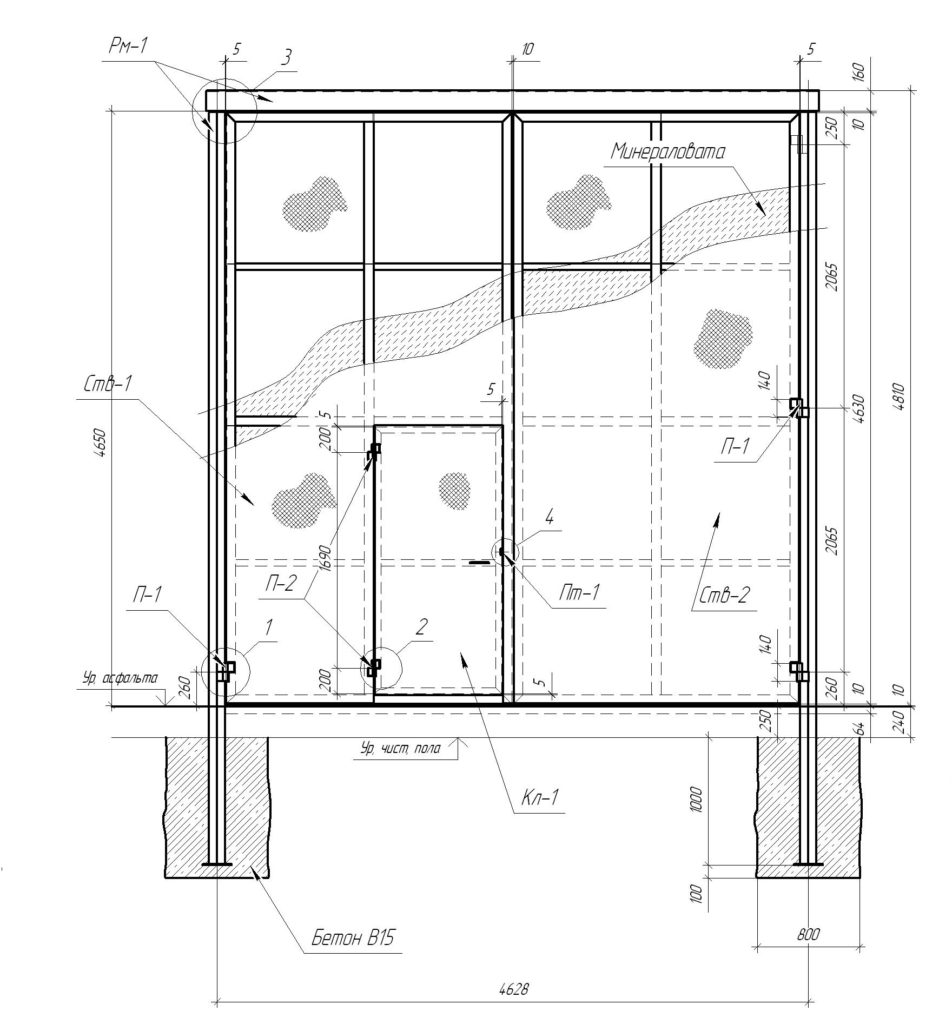
Ознакомился с чертежом металлических ворот для склада
Сварочные работы

Прихватка труб для сгонов
Выполнение прихваток при помощи зажимов
Контроль качества сварных швов после сварки
Наружные дефекты

Прожог в трубе летнего водопровода
Метод устранения:
Сначала нужно зачистить шов, затем – заварить заново
Внутренние дефекты

Метод устранения:
Чтобы предотвратить появление непроваров, нужно устанавливать оптимальную силу тока и уменьшить длину сварочной дуги
Основные правила безопасных условий труда
Каждый слесарь должен не только хорошо знать, но и строго соблюдать все правила техники безопасности и меры предосторожности при всех слесарных работах; знать причины, которые могут вызвать при работе несчастные случаи.
Основными видами травматизма при выполнении слесарных, сборочных и ремонтных работ являются ранения из-за неисправности инструмента, приспособлений и поражения электрическим током.
До начала работы необходимо подготовить рабочее место, освободить нужную для работы площадь, удалив все посторонние предметы, обеспечить достаточную освещенность. Заготовить и разложить в соответствующем порядке требуемые для работы инструмент, приспособления, материалы.
Приступая к работе, необходимо в первую очередь проверить, в каком состоянии находится рабочий инструмент. Если он неисправен, то ни в коем случае нельзя им пользоваться, так как это может привести к травме работающего и окружающих.
Надев спецодежду, следует проверить, чтобы у нее не было свисающих концов. Рукава надо застегнуть или закатать выше локтя.
Слесарный верстак должен быть прочным и устойчивым, соответствовать росту работающего. Слесарные тиски должны быть исправны, прочно закреплены на верстаке; ходовой винт должен вращаться в гайке легко, губки тисков иметь хорошую насечку. Во время работы необходимо прочно зажимать в тисках деталь или заготовку, а во время установки или снятия ее соблюдать осторожность, так как при падении деталь может нанести травму.
Неисправный молоток может оказаться причиной несчастного случая.
Молоток должен иметь ровную, слегка выпуклую поверхность, прочно насажен на рукоятку и закреплен клином. Зубило, молоток, крейцмейсель, бородок, кернер, обжимка и т. п. не должны иметь трещин, отколов и наклепа. Поверхность ударной части не должна быть скошенной; при нормальном захвате инструмента рукой ударная часть должна выступать из-под большого пальца руки на 20–25 мм.
Рукоятки инструмента должны быть без трещин и отколов; напильники не должны иметь трещин, отколов и заточенных концов, хвостовая часть не должна быть сломанной. На конце рукояток должны быть насажены предохранительные кольца.
Гаечные ключи подбирают по размеру гаек; не следует производить наращивания ключа.
Нельзя сметать руками металлические опилки и стружку с тисков и опиленной поверхности.
При выполнении операции рубки металла зубилом необходимо учитывать, в какую сторону безопаснее для окружающих направить отлетающие частицы и установить с этой стороны защитную сетку; работать только в защитных очках. Если по условиям работы нельзя применять защитные сетки, то рубку выполняют так, чтобы отрубаемые частицы отлетали в ту сторону, где нет людей.
Не следует пользоваться при работах случайными подставками или неисправными приспособлениями.
Во время работы электрическим инструментом надо надеть резиновые перчатки (со штампом об их проверке), а под ноги подстелить резиновый коврик.
Перед работой необходимо заземлить корпус электроинструмента.
При пользовании пневматическим инструментом присоединять и разъединять шланги инструмента можно только после выключения подачи воздуха.
Во время работы пыль, грязь и масло могут попадать на лицо и руки. Пот и грязь забивают поры, кожа грубеет и трескается, на ней появляются гнойнички, раздражения, поэтому после работы необходимо водой с мылом тщательно вымыть лицо, шею и руки или принять душ.
Противопожарные мероприятия
Случайная искра, попавшая на горючие производственные отходы (масляные тряпки, паклю, бумагу и другие легко воспламеняющиеся материалы), самовозгорание твердого минерального топлива, курение в запрещенных местах, короткое замыкание неисправных проводов, электроприборов, а также при небрежном обращении с ними и другие причины могут вызвать пожар.
Для предупреждения пожаров необходимо постоянно содержать рабочее место в чистоте и порядке, осторожно обращаться с огнем, нагревательными приборами и легко воспламеняющимися материалами. Нельзя оставлять у рабочего места легко воспламеняющиеся производственные отходы, их необходимо убирать в специальные железные ящики с крышками. Сосуды с маслом, керосином, бензином и другими легко воспламеняющимися веществами необходимо после пользования вынести в места, специально отведенные для их хранения.
По окончании работы следует проверить, выключены ли электрорубильники, все электроприборы и осветительные точки.
При возникновении пожара необходимо немедленно вызвать пожарную команду и до прибытия ее принять участие в тушении пожара имеющимися на производственном участке средствами – огнетушителями, песком и т. п.
Горящий бензин, керосин, нефть, смазочные масла следует тушить пенными огнетушителями. При пожаре нельзя выбивать стекла в окнах, так как от этого создаются сквозняки, увеличивающие очаг пожара.
Во время пожара чрезвычайно важно соблюдение спокойствия и беспрекословное выполнение распоряжений руководителей производства.