Реферат
| по дисциплине: | Диагностика газонефтепроводов |
| на тему: | «Процесс замены участка трубопровода при проведении ремонтных работ» |
| ВЫПОЛНИЛ: | |||
| Студент группы | ТП-15-03 | ||
| (номер группы) | |||
| Лю юйси | |||
| (фамилия, имя, отчество) |
Москва, 2018
Оглавление:
1. Причины
2. Технология
3. Вантуз
4. Прорезное устройство «Пиранья»
5. ПНУ
6. Технология откачки
7. Приспособление для перекрытия патрубков типа «ПАКЕР»
8. Эллиптическая заглушка
9. Литература
Причины
Причинами вывода участка нефте/ нефтепродуктопровода в ремонт служат два случая:
u запланированный ремонт (заложен в план остановок и ремонта);
u аварийные случаи (выход из строя оборудования, прорыв трубы, несанкционированные врезки и др.).
Технология
Вывод участка НП в ремонт состоит в его освобождении от перекачиваемого продукта.
Освобождение участка производится путём установки вантузов, просверловки отверстия и откачки продукта из трубопровода.
Затем вырезается дефектный участок и заменяется, путём приварки на новый.
Вантуз
Вантуз – устройство, состоящее из патрубка с вантузной запорной арматурой, имеющей одну сторону под приварку, другую – фланцевую, или имеющая фланцы с двух сторон, приваренное под прямым углом к оси трубопровода, предназначенное для впуска воздуха при освобождении и выпуска газовоздушной смеси при заполнении трубопровода, подключения насосных агрегатов для откачки (закачки) нефти (нефтепродукта) из трубопровода при выполнении плановых и аварийных работ на линейной части магистральных трубопроводов.
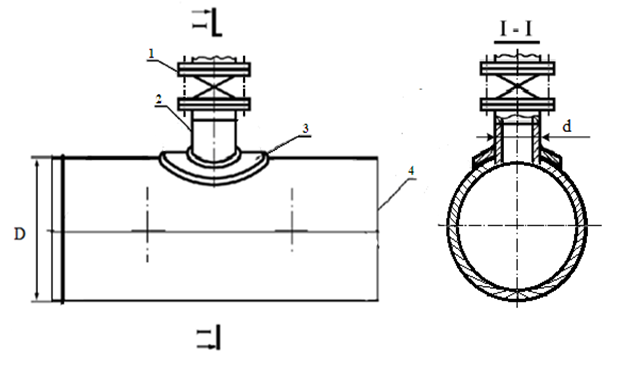
1 – сланцевое соединение;
2 – патрубок;
3 – усиливающая накладка;
4 – магистральный нефте/ нефтепродуктовпровод.
Усиливающая накладка – усиливающий элемент, устанавливаемый вокруг патрубка при приварке вантуза к трубопроводу при отношении диаметра врезаемого патрубка к диаметру трубопровода (d/D) более чем 0,2.
Патрубок – отрезок трубы, присоединенный к трубопроводу, резервуару и другим конструкциям, служащий для подключения к ним запорной арматуры или других конструкций.
Магистральный нефтепродуктопровод - комплекс сооружений для транспортирования нефти от пункта добычи к потребителям (нефтеперерабатывающим заводам или перевалочным нефтебазам).
Приварка патрубка вантуза может производится на работающем нефтепроводе при давлении до 2 МПа
Пиранья
1. НАЗНАЧЕНИЕ УСТРОЙСТВА
Устройство прорезное АКВ «Пиранья» предназначено для механического прорезания отверстий в стенках трубопроводов, находящихся под давлением рабочих сред (нефть, вода и т.п.) через вантуз. Устройство может быть использовано при ликвидации аварий и проведении ремонтных и регламентных работ путем врезки отводных трубопроводов в основной трубопровод без его остановки. Вырезанный элемент и стружка не могут нарушить работу арматуры трубопровода, так как конструкция и принцип работы прорезного устройства обеспечивает гарантированное удаление вырезанного элемента, а образовавшаяся стружка имеет малые размеры и не может повлиять на работу элементов трубопровода.
Вырезка отверстий в трубопроводе производится без остановки перекачки, и при давлении в трубопроводе не более 2,0 МПа.
2. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Один комплект сменного инструмента прорезного устройства гарантирует без переточки прорезание не менее 5 отверстий. Устройство может выполнять свои функции в любом пространственном положении.
Присоединительные размеры сменных фланцев выполнены под задвижки клиновые с условными проходами ДN 100, 150, 200 с давлением среды РN 6,3 МПа и ниже.
Основные технические характеристики АКВ-103 «Пиранья»
| Наименование параметра | Значение |
| Диаметр прорезаемого трубопровода, мм: минимальный максимальный | 300 1220 |
| Толщина стенки прорезаемой трубы, мм: максимальная | 22 |
| Максимальное давление среды в трубопроводе, МПа | 2,0 |
| Диаметры прорезаемых отверстий, мм | 86; 125; 175 |
| Время прорезания одного отверстия в зависимости от его диаметра толщины трубы, мин | 3…80 |
| Напряжение питания, В | 380 |
| Потребляемая мощность, кВт | 1,1 |
| Габаритные размеры изделия, мм | 1365*390*610 |
| Масса устройства, кг | 80 |
| Условия окружающей среды: температура, С° относительная влажность, % | ±40 95 |
3. КОМПЛЕКТНОСТЬ УСТРОЙСТВА
В комплект прорезного устройства входят:
- техническое описание, инструкция по эксплуатации, формуляр;
- комплект режущего инструмента: сверло-метчик, фреза Ø86 мм, фреза Ø125 мм, фреза Ø175 мм;
- комплект специальных ключей в количестве 3-х штук;
5. ПОРЯДОК ВЫРЕЗКИ ОТВЕРСТИЯ В НЕФТЕПРОВОДЕ ЧЕРЕЗ ВАНТУЗ
Подготовка устройства к работе.
1. Перед монтажом устройства необходимо проверить:
- маркировку взрывозащиты и предупреждающие надписи на электротехнических устройствах, входящих в состав изделия;
- отсутствие повреждений двигателя и кнопки управления;
- наличие всех крепежных элементов (болтов, гаек, шайб и т.д.);
- наличие заземляющих устройств;
Место присоединения наружного заземляющего проводника должно быть тщательно зачищено и предохранено от коррозии нанесением слоя консистентной смазки.
2. Навернуть фланец необходимого размера на корпус прорезного устройства;
3. Проверить надежность крепления режущего инструмента (сверла – метчика и фрезы) в шпинделе изделия с помощью специальных ключей, входящих в комплектацию устройства.
4. Убедиться в исправности и заточке режущего инструмента.
5. Установить шпиндель изделия в крайнее верхнее положение.
Технический осмотр и подготовка вантуза
1. Проверить запорную арматуру (задвижку), переходник и соответствие их внутренних проходных диаметров с диаметром режущего инструмента.
2. Произвести измерение высоты вантуза (от поверхности нефтепровода до верхнего фланца задвижки). Высота вантуза должна 680±10 мм.
3. Открыть задвижку, перед установкой устройства на задвижку (при вертикальной врезке) необходимо заполнить внутреннюю полость патрубка и задвижки водой до уровня клина задвижки.
4. При горизонтальной врезке (вантуз приварен к нефтепроводу на боковой образующей), заполнение внутренней полости патрубка и задвижки водой произвести, после установки устройства на вантуз, через предварительно просверленное отверстие диаметром 8 мм в патрубке вантуза.
5. Демонтировать электродвигатель с корпуса устройства, открутив 4 болта.
6. Закрыть задвижку, установить устройство на задвижку и закрепить (см. рисунок 2). При монтаже не допускать удары устройства о задвижку и убедиться, что конец сверла-метчика 5 не касается клина 8 задвижки.
Технологические операции при вырезке отверстия
1. После установки устройства закрепления на задвижке, довернуть изделие против часовой стрелки с усилием 15 Нм, открыть задвижку
2. Установить электродвигатель на корпус устройства.
3. Подсоединить блок управления изделия к питающей сети.
4. Вращая маховик и придерживая маховик, произвести осевое перемещение шпинделя в зону резания, при этом совмещаются шпонка шпинделя и шпоночный паз ступицы червячного колеса.
5. При переходе гайки в резьбу винта маховиком производится совмещение шагов резьбы обоих винтов до выхода винта из зацепления с гайкой.
6. При касании сверла – метчика с телом трубы, установить шаблон на метку начала сверления, для чего, ослабив винт, переместить шаблон до совмещения его первой кольцевой риски с краем защитного кожуха, после чего шаблон закрепить винтом.
7. Включить электродвигатель (пуск двигателя осуществляется нажатием кнопки на пульте дистанционного управления), который через червяк и червячное колесо передает вращение шпинделю, на котором закреплены сверло-метчик и фреза. Направление вращения фрезы – правое, при обратном вращении переключить электродвигатель.
8. Вращением маховика осуществить подачу режущего инструмента.
9. После окончания сверления произойдет снижение нагрузки на сверло. Кольцевая метка ″нарезание резьбы″ на шаблоне совместится с краем защитного кожуха.
10. Для нарезания резьбы необходимо ускорить подачу сверла-метчика, вращая маховик. Метчик нарезает резьбу в просверленном отверстии.
11. При окончании нарезания резьбы прекратить подачу шпинделя для того, чтобы не произошло врезание фрезы в стенку трубы.
12. Плавно вращая маховик подачи по часовой стрелке коснуться фрезой стенки трубы.
13. Со скоростью примерно 0,1 об/мин, выполнить прорезание отверстия.
14. Во время прорезания следует избегать возникновения вибраций и шума (следствием чего может быть поломка инструмента). При возникновении вибраций следует быстро отвести фрезу назад обратным вращением маховика подачи шпинделя. При нормальном резании должен быть слышен ровный шум-шипение. После прохождения 1/3 и 2/3 участка между рисками ″Фрезерование″ (на шаблоне) следует каждый раз делать вывод фрезы из паза для удаления образовавшейся стружки, для чего маховик подачи шпинделя нужно повернуть в обратном направлении на 1-2 оборота.
15. При подходе самой верхней кольцевой риски шаблона к краю защитного кожуха подачу необходимо выполнять более медленно, так как происходит неравномерный выход фрезы из внутренней образующей стенки трубопровода. В момент сравнивания крайней риски с краем защитного кожуха происходит полное вырезание элемента трубопровода, что проявляется в исчезновении шума и значительном снижении усилия на маховике тонкой подачи.
16. Вращая маховик подачи шпинделя по часовой стрелке на 2-3 оборота, выполнить зачистку прорезанного отверстия.
17. Нажать кнопку на пульте управления для отключения электродвигателя.
18. Чтобы вывести шпиндель за клин задвижки вращать маховик против часовой стрелки, ввести в зацепление гайку с винтом. Одновременно вращая маховик и маховик, осуществляют переход гайки с винта на винт.
19. Придерживая маховиком винт от проворачивания, вращают маховик, выводят режущий инструмент за клин задвижки.
20. После вывода режущего инструмента:
- закрыть задвижку;
- сбросить давление, через контрольный вентиль;
- отключить электрический кабель изделия от сети и снять заземление;
- демонстрировать изделие с переходником с задвижки;
- снять вырезанный элемент трубы со сверла – метчика;
- промыть прорезную фрезу и сверло – метчик в керосине или дизельном топливе и смазать тонким слоем консистентной смазки;
- установить на вантузную задвижку ответный фланец с эллиптической заглушкой.
7. ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И СПОСОБЫИХ УСТРАНЕНИЯ.
Возможные неисправности и способы их устранения описаны в таблице 2.
| № | Описание неисправности | Причины неисправности | Способ устранения |
| 1. | Не включается электродвигатель | Утоплена кнопка блокировочного устройства | Вытянуть кнопку блокировочного устройства |
| 2. | Через шпиндель вытекает нефть, вода | Повреждены резиновые кольца в инструментальном конусе | Заменить поврежденные кольца |
| 3. | Через защитный кожух вытекает нефть, вода | Износилась манжета шпинделя | Заменить манжету шпинделя |
| 4. | При прорезании отверстия возникает сильная вибрация | Большая подача при резании Износились или выкрошились зубья прорезной фрезы | Уменьшить подачу при резании Заменить прорезанную фрезу |
| 5. | При вращении маховика подачи прорезная фреза не режет металл | Сломалось сверло-метчик | Заменить сверло-метчик |
| 6. | При сверлении слышен резкий писк или потрескивание | Затупились или выкрошились режущие кромки сверла-метчика | Заменить сверло-метчик |
| 7. | Отверстие не дорезается до конца | Не выдержан размер А длины патрубка | Изготовить и смонтировать новый патрубок нужного размера |
10. ОГРАНИЧЕНИЯ ПРИМЕНЕНИЯ УСТРОЙСТВА «ПИРАНЬЯ».
Применение устройства ограничивается максимальным давлением среды в трубопроводе при врезке, а также высотой вантуза, т.е. расстоянием от образующей трубопровода до верхнего фланца вантузной задвижки. Величина максимального давления и высоты вантуза в зависимости от типа устройства сведена в таблицу.
| Тип устройства для врезки | Максимальное давление среды в трубопроводе при врезке, МПа (кгс/см2) | Высота вантуза (расстояние от образующей трубопровода до верхнего фланца вантузной задвижки) Н, мм |
| АКВ «Пиранья» | 2,0 | 680±10 |
 Устройство для вырезки отверстий должно быть рассчитанным на рабочее давление не ниже 6,3 МПа, иметь инструкцию по эксплуатации, утвержденную главным инженером, паспорт завода - изготовителя, сертификат соответствия и разрешение Ростехнадзора на применение.
Устройство для вырезки отверстий должно быть рассчитанным на рабочее давление не ниже 6,3 МПа, иметь инструкцию по эксплуатации, утвержденную главным инженером, паспорт завода - изготовителя, сертификат соответствия и разрешение Ростехнадзора на применение.
Приспособление должно иметь устройство, предотвращающее падение в полость трубопровода вырезанной части.
Диаметр вырезаемого отверстия в основном ремонтируемом трубопроводе должен быть на 10-15 мм меньше внутреннего диаметра патрубка и не менее 85 мм для патрубка с условным диаметром 100 мм, 125 мм для ДУ 150 мм, 170 мм для ДУ200 мм.
Не допускается работа изделием для врезки, если установка вантуза имеет отклонение от прямого угла к оси трубопровода более 3º и смещение по осям задвижки и патрубка более 3 мм.
Не допускается вырезка отверстий без заполнения СОЖ полости патрубка и задвижки. Не допускается использовать устройство для врезки при неисправном режущем инструменте.
Вырезка отверстий в трубопроводе производится без остановки перекачки, и при давлении в трубопроводе не более 2,0 МПа.
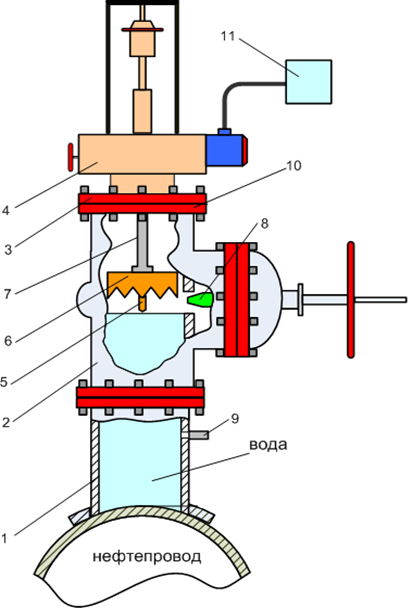 1 – патрубок;
1 – патрубок;
2 – задвижка;
3 – сменный фланец;
4 – устройство;
5 – сверло-метчик;
6 – фреза;
7 – шпиндель;
8 – клин задвижки;
9 – патрубок для заполнения водой;
10 – верхний фланец задвижки;
11 - блок управления с пускозащитной аппаратурой.
Передвижная насосная установка
Для проведения работ на нефтепроводах большой протяженности используют специализированную технику - передвижную насосную установку, позволяющую выполнять целый комплекс работ. Она имеет прекрасную возможность:
· откачивать нефть, освобождать для ремонта внутреннее пространство, а также производить откачку не только подборным, но и подборным плюс основным насосами;
· собирать нефтепродукты, которые разлиты вне нефтепровода в открытый амбар;
· после окончания ремонта закачивать нефть в магистральный нефтепровод;
· с помощью подборного насоса ведется закачка тогда, когда участок нефтепровода отключен, а если же на нем ведутся нефтеперерабатывающие работы, то тогда задействуются подборный и основный насосы;
· такая передвижная установка способна заполнять водой участки нефтепровода во время подготовки его к гидравлическим испытаниям.
